

文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
7
1
9
4
8
3
信
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
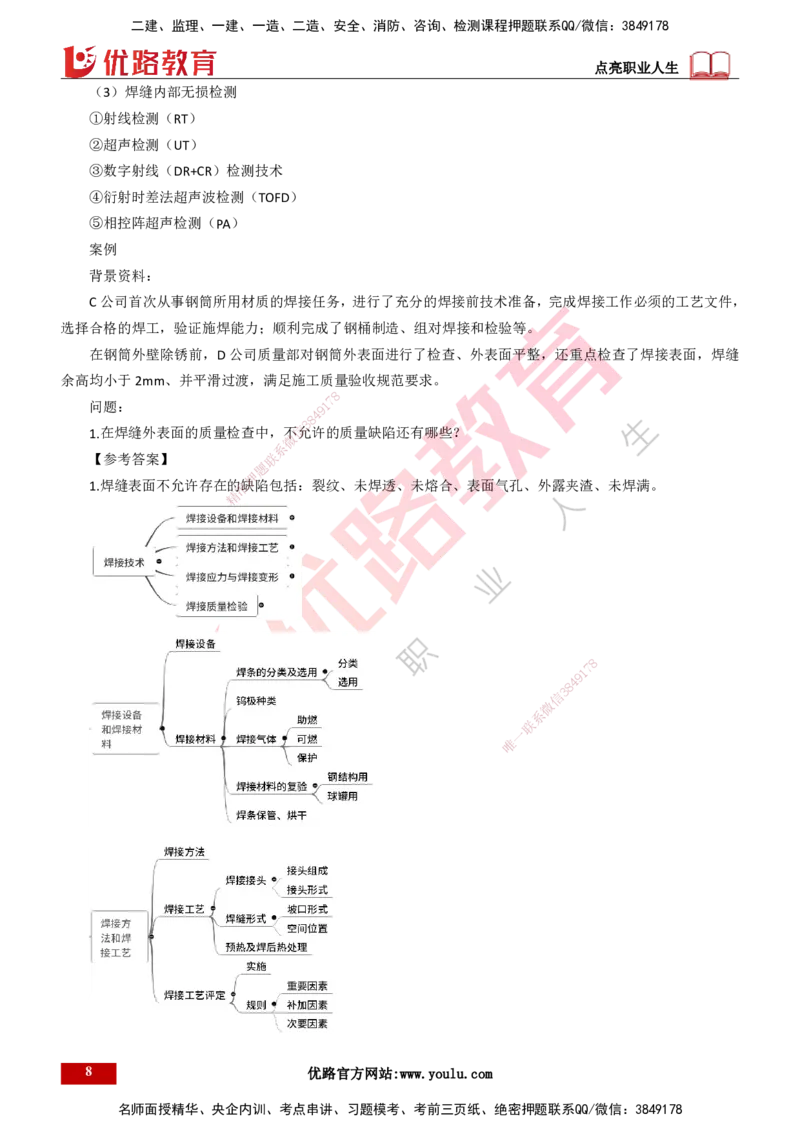
2.3焊接技术
2.3.1焊接设备和焊接材料的分类及选用
2.3.2焊接方法和焊接工艺
2.3.3焊接应力与焊接变形
2.3.4焊接质量检验
2.3.1焊接设备和焊接材料的分类及选用
考点1:焊接设备★
考点2:焊接材料★★
考点1:焊接设备★
非常规考点。
考点2:焊接材料★★
1)焊条的分类及选用
8
7
1
9
(1)焊条分类 8 4
3
信
微
按熔渣性质分类:碱性焊条(又称作低氢型焊条)和酸性焊条。
系
联
(2)同种钢材焊接时焊条选题用原则
押
准
①焊缝金属的力学性能精和化学成分匹配的原则。
规定要求焊缝金属与母材等 强度,应选用熔敷金属抗拉强度等于或稍高于母材的焊条。
对于合金钢,要求焊缝金属合 金成分与母材相同或接近。
在焊接结构刚性大、接头应力高、焊缝易产生裂纹的不利情况下,应考虑选用比母材强度低的焊条。
当母材中碳、硫、磷等元素的含量偏高 时,焊缝中易产生裂纹,应选用抗裂性能好的低氢型焊条。
②保证焊接构件的使用性能和工作条件的原 则。
对承受动载荷和冲击载荷的焊件,除满足强度要求外,主要应保证焊缝金属具有较高的塑性和韧性,可选
8
1
7
用塑、韧性指标较高的低氢型焊条。
8
4 9
信
3
接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征选用 不锈钢类焊条或微其他耐腐蚀焊条。
系
③满足焊接结构特点及受力条件的原则。 一
联
唯
对结构形状复杂、刚性大的厚大焊件,在焊接过程中,冷却速度快 ,收缩应力大,易产生裂纹,应选用抗
裂性好、韧性好、氢裂纹倾向低的焊条。例如:低氢型焊条、超低氢型焊条和高韧性焊条等。
④考虑施工条件和可操作性的原则。
当焊件的焊接部位不能翻转时,应选用适用于全位置焊接的焊条。
对受力不大、焊接部位难以清理的焊件,应选用对铁锈、氧化皮、油污不敏感的酸性焊条。
在狭小或通风条件差的场合,在满足使用性能要求的条件下,应选用酸性焊条或低尘焊条。
(4)异种钢焊接时焊条选用的原则
碳钢和低合金钢焊接。选用的焊条强度应能保证焊缝及接头的强度不低于强度较低侧母材的强度,同时焊
缝金属的塑性和冲击韧性应不低于强度较高而韧性较差侧的母材性能。
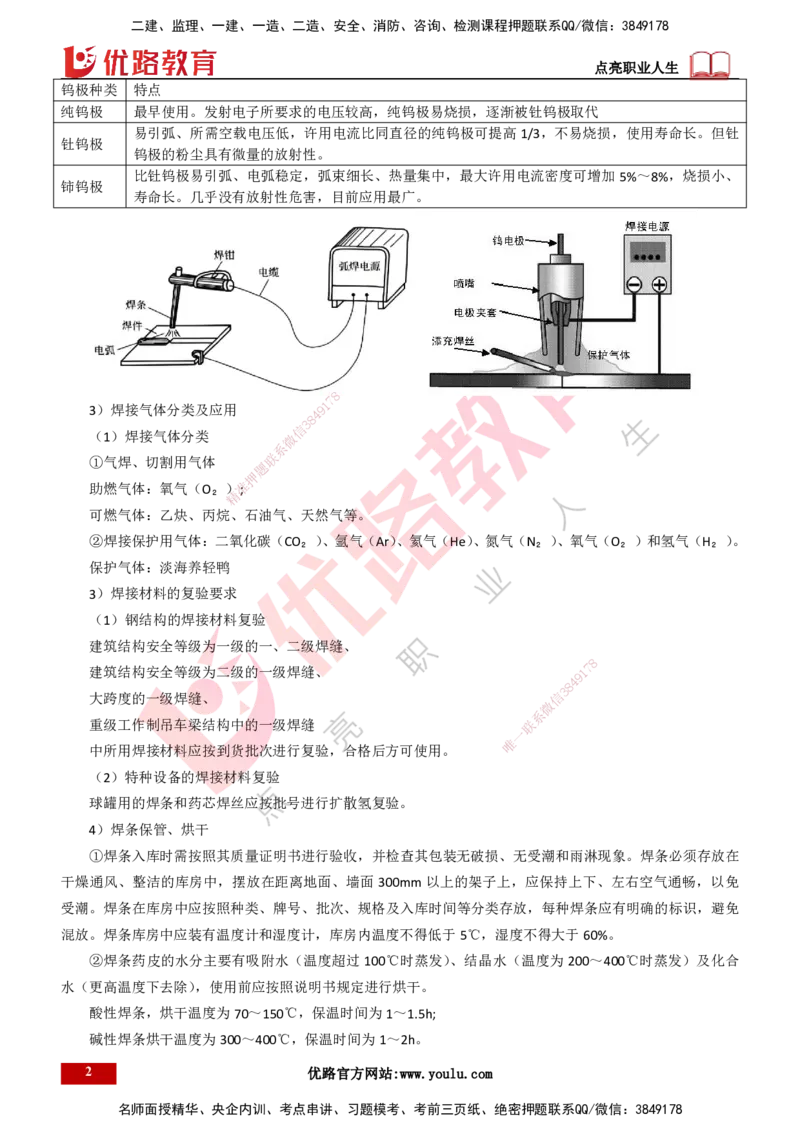
2)钨极材料特性及种类
(1)钨极种类
优路官方网站:www.youlu.com 1
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
钨极种类 特点
纯钨极 最早使用。发射电子所要求的电压较高,纯钨极易烧损,逐渐被钍钨极取代
易引弧、所需空载电压低,许用电流比同直径的纯钨极可提高1/3,不易烧损,使用寿命长。但钍
钍钨极
钨极的粉尘具有微量的放射性。
比钍钨极易引弧、电弧稳定,弧束细长、热量集中,最大许用电流密度可增加5%~8%,烧损小、
铈钨极
寿命长。几乎没有放射性危害,目前应用最广。
8
7
1
3)焊接气体分类及应用
4
9
8
3
信
(1)焊接气体分类 微
系
联
①气焊、切割用气体
题
押
助燃气体:氧气(O₂)准
;
精
可燃气体:乙炔、丙烷、 石油气、天然气等。
②焊接保护用气体:二氧化碳 (CO₂)、氩气(Ar)、氦气(He)、氮气(N₂)、氧气(O₂)和氢气(H₂)。
保护气体:淡海养轻鸭
3)焊接材料的复验要求
(1)钢结构的焊接材料复验
建筑结构安全等级为一级的一、二级焊缝、
8
建筑结构安全等级为二级的一级焊缝、 1
7
9
8
4
大跨度的一级焊缝、 信
3
微
系
重级工作制吊车梁结构中的一级焊缝 联
一
唯
中所用焊接材料应按到货批次进行复验,合格后方可使用。
(2)特种设备的焊接材料复验
球罐用的焊条和药芯焊丝应按批号进行扩散氢复验。
4)焊条保管、烘干
①焊条入库时需按照其质量证明书进行验收,并检查其包装无破损、无受潮和雨淋现象。焊条必须存放在
干燥通风、整洁的库房中,摆放在距离地面、墙面300mm以上的架子上,应保持上下、左右空气通畅,以免
受潮。焊条在库房中应按照种类、牌号、批次、规格及入库时间等分类存放,每种焊条应有明确的标识,避免
混放。焊条库房中应装有温度计和湿度计,库房内温度不得低于5℃,湿度不得大于60%。
②焊条药皮的水分主要有吸附水(温度超过100℃时蒸发)、结晶水(温度为200~400℃时蒸发)及化合
水(更高温度下去除),使用前应按照说明书规定进行烘干。
酸性焊条,烘干温度为70~150℃,保温时间为1~1.5h;
碱性焊条烘干温度为300~400℃,保温时间为1~2h。
2 优路官方网站:www.youlu.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
烘干后的焊条应随烘随用,并应存放在保温桶内,以免再次受潮。
1.【多选】焊接时,可用作焊接保护气体的有()。
A.丙烷 B.氧气
C.乙炔 D.氩气
E.二氧化碳 【参考答案】BDE
2.【单选】下列关于焊条保管和烘干的说法,错误的是()。
A.焊条必须存放在干燥通风、整洁的库房中
B.焊条库房内温度不得低于0℃,湿度不得大于85%
C.酸性焊条的烘干温度为70~150℃
D.焊条应随烘随用,并存放在保温桶内,以免再次受潮
【参考答案】B
2.3.2焊接方法和焊接工艺
8
7
考点1:焊接方法★ 9 1
4
8
3
考点2:焊接工艺★★
微
信
系
考点3:焊接工艺评定★★★联
题
押
考点1:焊接方法★ 准
精
非常规考点。
考点2:焊接工艺★★
1)焊接接头
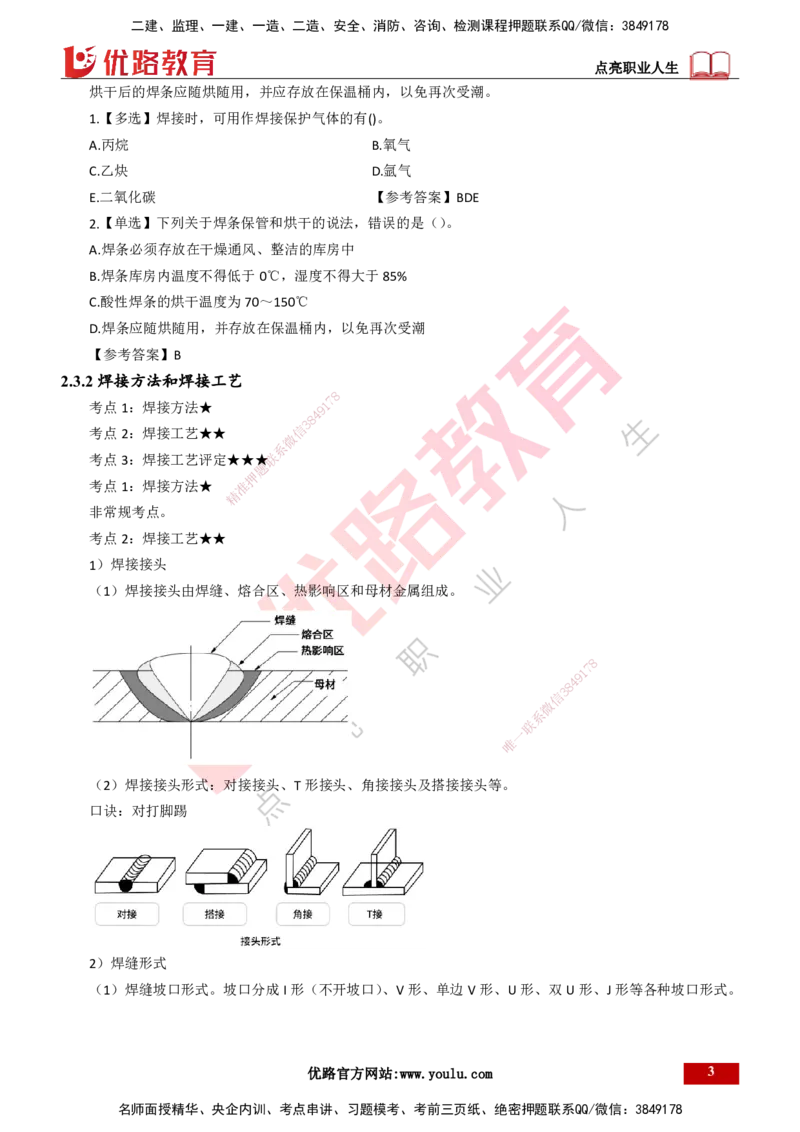
(1)焊接接头由焊缝、熔合区、热影 响区和母材金属组成。
8
1
7
9
8
4
信
3
微
系
联
一
唯
(2)焊接接头形式:对接接头、T形接头、角接接头及搭接接头等。
口诀:对打脚踢
2)焊缝形式
(1)焊缝坡口形式。坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种坡口形式。
优路官方网站:www.youlu.com 3
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
8
7
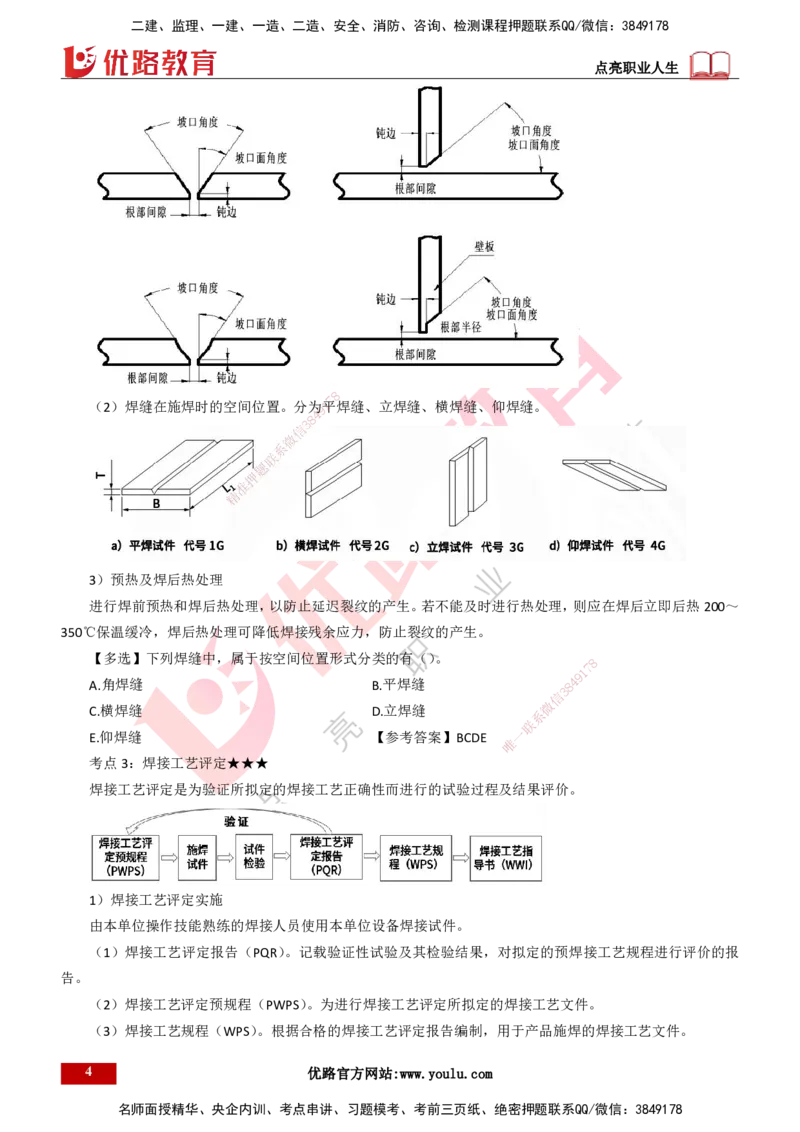
(2)焊缝在施焊时的空间位置。分为9 1平焊缝、立焊缝、横焊缝、仰焊缝。
4
8
3
信
微
系
联
题
押
准
精
3)预热及焊后热处理
进行焊前预热和焊后热处理,以防止延迟 裂纹的产生。若不能及时进行热处理,则应在焊后立即后热200~
350℃保温缓冷,焊后热处理可降低焊接残余应力 ,防止裂纹的产生。
【多选】下列焊缝中,属于按空间位置形式分类 的有()。
8
1
7
9
A.角焊缝 B.平焊 缝 8 4
信
3
微
C.横焊缝 D.立焊缝
系
联
E.仰焊缝 【参考答案】B CDE
唯
一
考点3:焊接工艺评定★★★
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。
1)焊接工艺评定实施
由本单位操作技能熟练的焊接人员使用本单位设备焊接试件。
(1)焊接工艺评定报告(PQR)。记载验证性试验及其检验结果,对拟定的预焊接工艺规程进行评价的报
告。
(2)焊接工艺评定预规程(PWPS)。为进行焊接工艺评定所拟定的焊接工艺文件。
(3)焊接工艺规程(WPS)。根据合格的焊接工艺评定报告编制,用于产品施焊的焊接工艺文件。
4 优路官方网站:www.youlu.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
(4)焊接工艺指导书(WWI)。与制造焊件有关的加工和操作细则性作业文件。焊工施焊时使用的作业指
导书,可保证施工时质量的再现性。
一个焊接工艺评定报告可用于编制多个焊接作业指导书。一个焊接作业指导书可以依据一个或多个焊接工
艺评定报告编制。
2)焊接工艺评定规则
(1)按照《承压设备焊接工艺评定》NB/T47014—2023,把焊接所有工艺参数分为重要因素、补加因素和
次要因素三种。
(2)重要因素变化的情况都需要重新进行评定,如焊接方法、母材分类、母材厚度、焊丝类别、预热、焊
后热处理、保护气体种类、电流种类和极性等变化都可以成为重要因素。
(3)当有冲击韧性要求时,补加因素就上升为重要因素,如线能量、平焊改立焊、多道焊改为单道焊等,
反之则下降为次要因素。
次要因素变化则无需要进行评定,如坡口形式尺寸、焊丝规格、保护气体流量等,但需要重新编制焊接工
8
7
艺规程。 9 1
4
8
3
【多选】下列焊接工艺参数发生变信化后,只需要重新编制焊接工艺规程的有()。
微
系
A.坡口形式尺寸 联 B.电流种类
题
押
C.焊丝规格 准 D.焊后热处理
精
E.焊接方法 【参考答案】AC
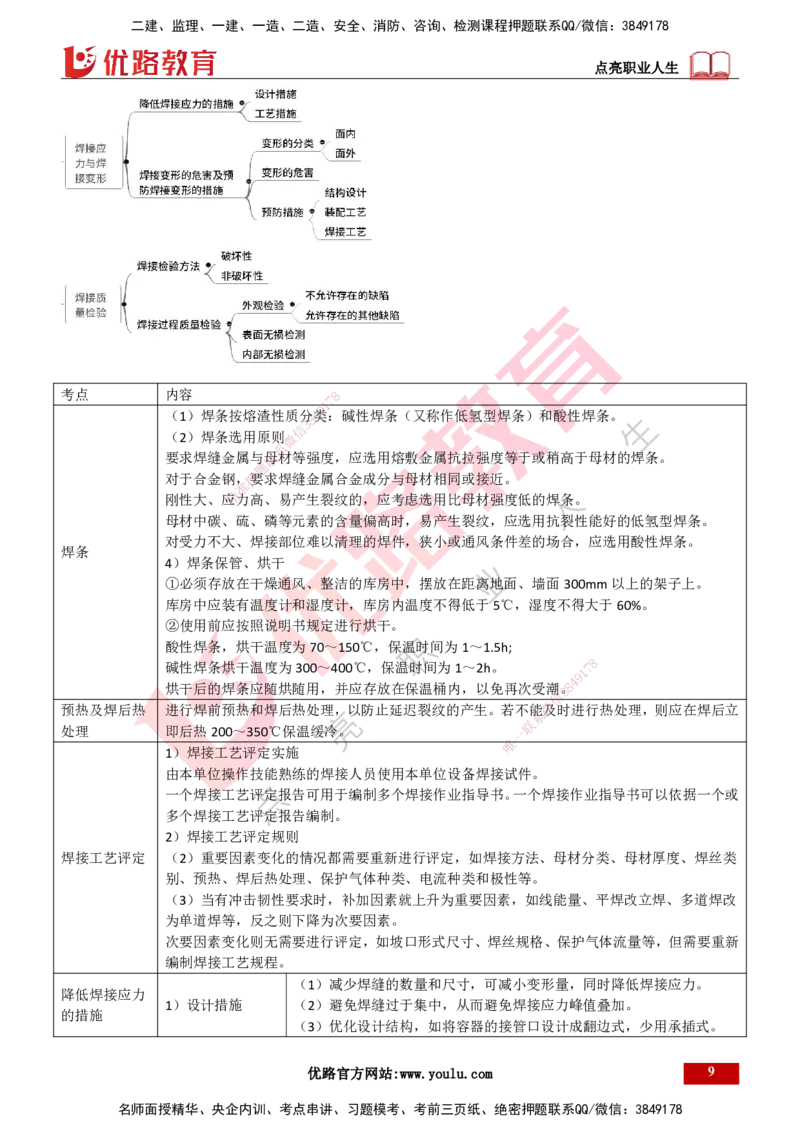
2.3.3焊接应力与焊接变形
考点1:降低焊接应力的措施★★
考点2:焊接变形的危害及预防焊接变 形的措施★★
考点1:降低焊接应力的措施★★
(1)减少焊缝的数量和尺寸,可减 小变形量,同时降低焊接应力。
1)设计措施 (2)避免焊缝过于集中,从而避免焊 接 应力峰值叠加。
1
7
8
9
(3)优化设计结构,如将容器的接管口设 计成翻边式,少用承插式8 4。
信
3
(1)采用较小的焊接线能量。 微
系
(2)合理安排装配焊接顺序。 联
一
(3)层间进行锤击。 唯
(4)预热拉伸补偿焊缝收缩。
2)工艺措施 (5)焊接高强钢时,选用塑性较好的焊条。
(6)预热。
(7)消氢处理。
(8)焊后热处理。
(9)利用振动法来消除焊接残余应力。
【多选】降低焊接应力的正确措施有()。
A.构件设计时尽量减少焊缝尺寸 B.将焊缝集中在一个区域
C.焊接时采用较小的焊接线能重 D.焊接过程中,层间锤击
E.焊接前对构件进行整体预热 【参考答案】ACDE
考点2:焊接变形的危害及预防焊接变形的措施★★
1)焊接变形的分类
优路官方网站:www.youlu.com 5
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
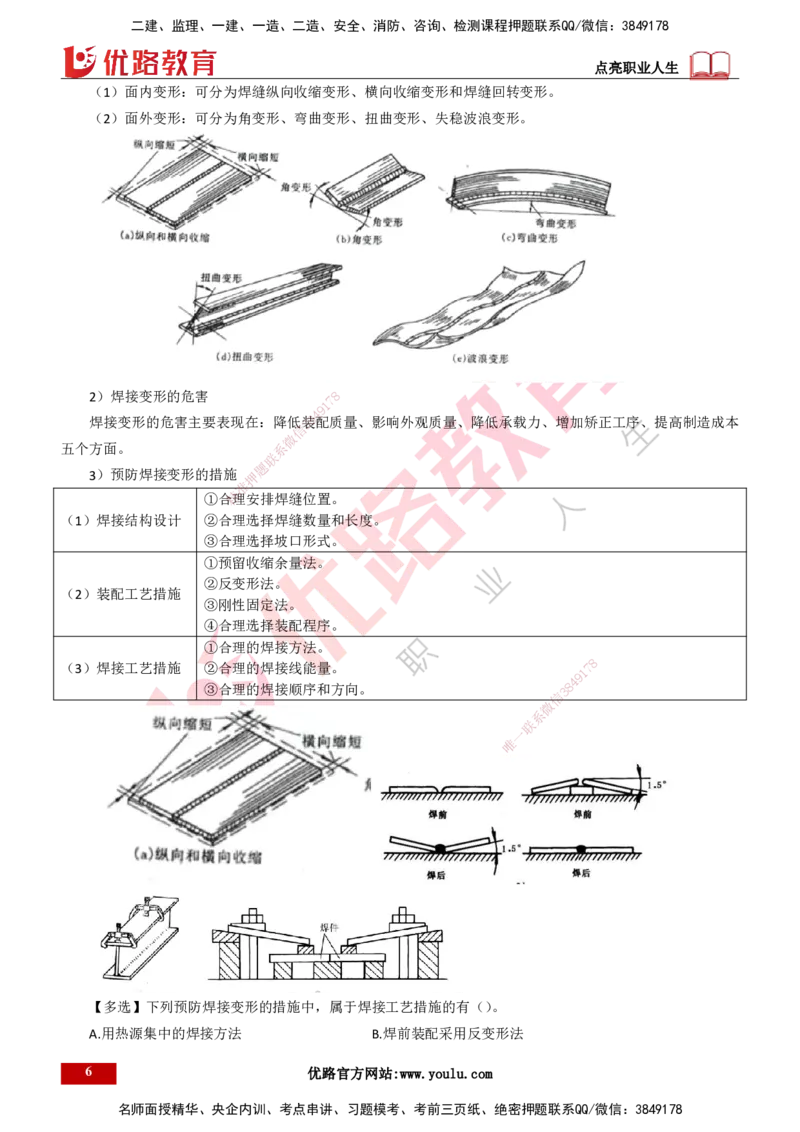
(1)面内变形:可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形。
(2)面外变形:可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。
2)焊接变形的危害
7
8
1
9
4
焊接变形的危害主要表现在:降低3装8配质量、影响外观质量、降低承载力、增加矫正工序、提高制造成本
信
微
五个方面。 系
联
题
3)预防焊接变形的措施 押
准
①合精理安排焊缝位置。
(1)焊接结构设计 ②合理 选择焊缝数量和长度。
③合理选择坡口形式。
①预留收缩余量法。
②反变形法。
(2)装配工艺措施
③刚性固定法。
④合理选择装配程序。
①合理的焊接方法。
8
(3)焊接工艺措施 ②合理的焊接线能量。
1
7
9
③合理的焊接顺序和方向。
信
3 8
4
微
系
联
一
唯
【多选】下列预防焊接变形的措施中,属于焊接工艺措施的有()。
A.用热源集中的焊接方法 B.焊前装配采用反变形法
6 优路官方网站:www.youlu.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
C.应尽量减小焊接线能量 D.焊前应对坡口两侧预热
E.多名焊工相同方向施焊 【参考答案】ACDE
2.3.4焊接质量检验
考点1:焊接检验方法 ★★
考点2:焊接过程质量检验 ★★
考点1:焊接检验方法★★
1)破坏性检验
常用的破坏性检验包括:力学性能试验(弯曲试验、拉伸试验、冲击试验、硬度试验、断裂性试验、疲劳
试验),化学分析试验(化学成分分析、不锈钢晶间腐蚀试验、焊条扩散氢含量测试),金相试验(宏观组织、
微观组织),焊接性试验。
2)非破坏性检验
常用的非破坏性检验包括:外观检验,无损检测(渗透检测PT、磁粉检测MT、超声检测UT、射线检测RT)。
8
7
【多选】下列焊缝质量检验方法中属9于1破坏性检验的有()。
4
8
3
A.磁粉检测
微
信 B.硬度试验
系
C.泄漏性试验 联 D.金相试验
题
押
E.真空度实验 准 【参考答案】BD
精
考点2:焊接过程质量检 验★★
1)焊后质量检验
(1)焊缝外观检验
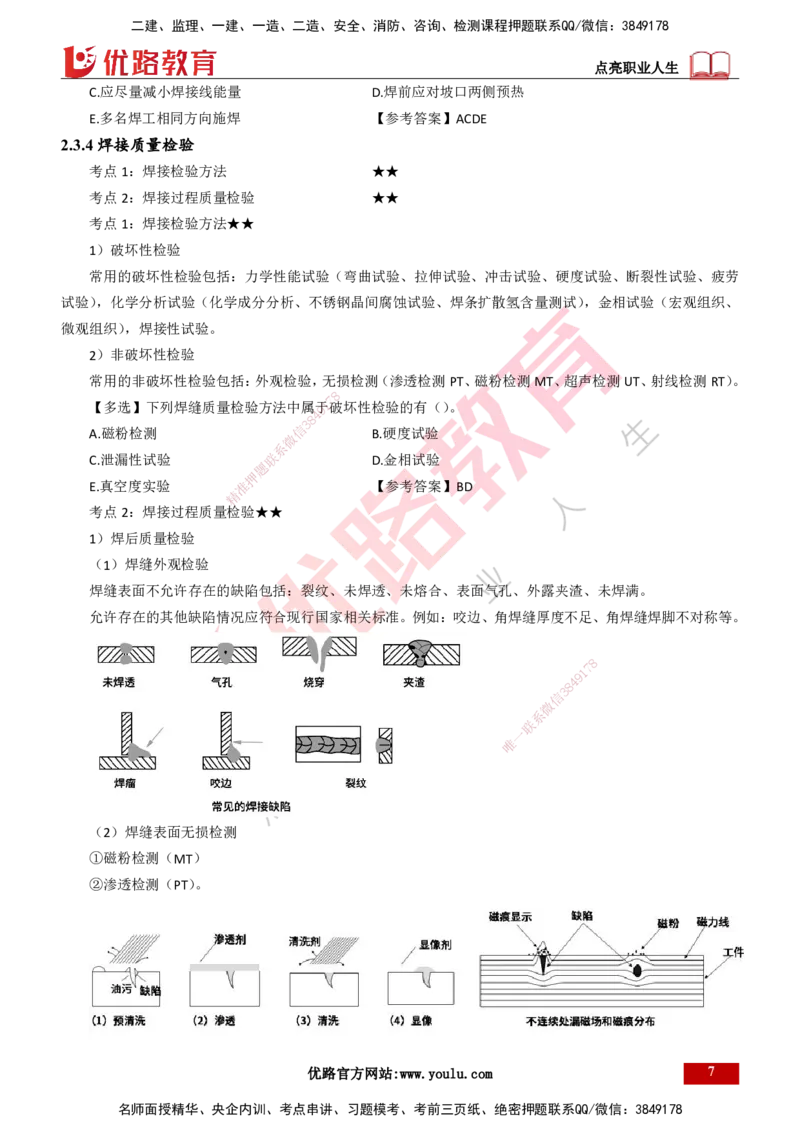
焊缝表面不允许存在的缺陷包括:裂 纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满。
允许存在的其他缺陷情况应符合现行国家 相关标准。例如:咬边、角焊缝厚度不足、角焊缝焊脚不对称等。
8
1
7
9
8
4
信
3
微
系
联
一
唯
(2)焊缝表面无损检测
①磁粉检测(MT)
②渗透检测(PT)。
优路官方网站:www.youlu.com 7
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
(3)焊缝内部无损检测
①射线检测(RT)
②超声检测(UT)
③数字射线(DR+CR)检测技术
④衍射时差法超声波检测(TOFD)
⑤相控阵超声检测(PA)
案例
背景资料:
C公司首次从事钢筒所用材质的焊接任务,进行了充分的焊接前技术准备,完成焊接工作必须的工艺文件,
选择合格的焊工,验证施焊能力;顺利完成了钢桶制造、组对焊接和检验等。
在钢筒外壁除锈前,D公司质量部对钢筒外表面进行了检查、外表面平整,还重点检查了焊接表面,焊缝
余高均小于2mm、并平滑过渡,满足施工质量验收规范要求。
8
7
问题: 9 1
4
8
3
1.在焊缝外表面的质量检查中,
微
不信允许的质量缺陷还有哪些?
系
【参考答案】 联
题
押
1.焊缝表面不允许存在的准缺陷包括:裂纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满。
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
8 优路官方网站:www.youlu.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
考点 内容 8
7
1
9
(1)焊条按熔渣性质分
8
4类:碱性焊条(又称作低氢型焊条)和酸性焊条。
3
信
(2)焊条选用原则微
系
要求焊缝金属与联母材等强度,应选用熔敷金属抗拉强度等于或稍高于母材的焊条。
题
对于合金钢,押要求焊缝金属合金成分与母材相同或接近。
准
刚性大、应精力高、易产生裂纹的,应考虑选用比母材强度低的焊条。
母材中碳、硫 、磷等元素的含量偏高时,易产生裂纹,应选用抗裂性能好的低氢型焊条。
对受力不大、焊接部位难以清理的焊件,狭小或通风条件差的场合,应选用酸性焊条。
焊条
4)焊条保管、烘干
①必须存放在干燥通风 、整洁的库房中,摆放在距离地面、墙面300mm以上的架子上。
库房中应装有温度计和湿度 计,库房内温度不得低于5℃,湿度不得大于60%。
②使用前应按照说明书规定进行 烘干。
酸性焊条,烘干温度为70~150℃ ,保温时间为1~1.5h;
8
碱性焊条烘干温度为300~400℃,保 温时间为1~2h。
1
7
9
烘干后的焊条应随烘随用,并应存放在保 温桶内,以免再次受潮
信
3。8
4
微
预热及焊后热 进行焊前预热和焊后热处理,以防止延迟裂纹的产生。若不能及时进行热处理,则应在焊后立
系
处理 即后热200~350℃保温缓冷。 一
联
唯
1)焊接工艺评定实施
由本单位操作技能熟练的焊接人员使用本单位设备焊接试件。
一个焊接工艺评定报告可用于编制多个焊接作业指导书。一个焊接作业指导书可以依据一个或
多个焊接工艺评定报告编制。
2)焊接工艺评定规则
焊接工艺评定 (2)重要因素变化的情况都需要重新进行评定,如焊接方法、母材分类、母材厚度、焊丝类
别、预热、焊后热处理、保护气体种类、电流种类和极性等。
(3)当有冲击韧性要求时,补加因素就上升为重要因素,如线能量、平焊改立焊、多道焊改
为单道焊等,反之则下降为次要因素。
次要因素变化则无需要进行评定,如坡口形式尺寸、焊丝规格、保护气体流量等,但需要重新
编制焊接工艺规程。
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
降低焊接应力
1)设计措施 (2)避免焊缝过于集中,从而避免焊接应力峰值叠加。
的措施
(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
优路官方网站:www.youlu.com 9
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
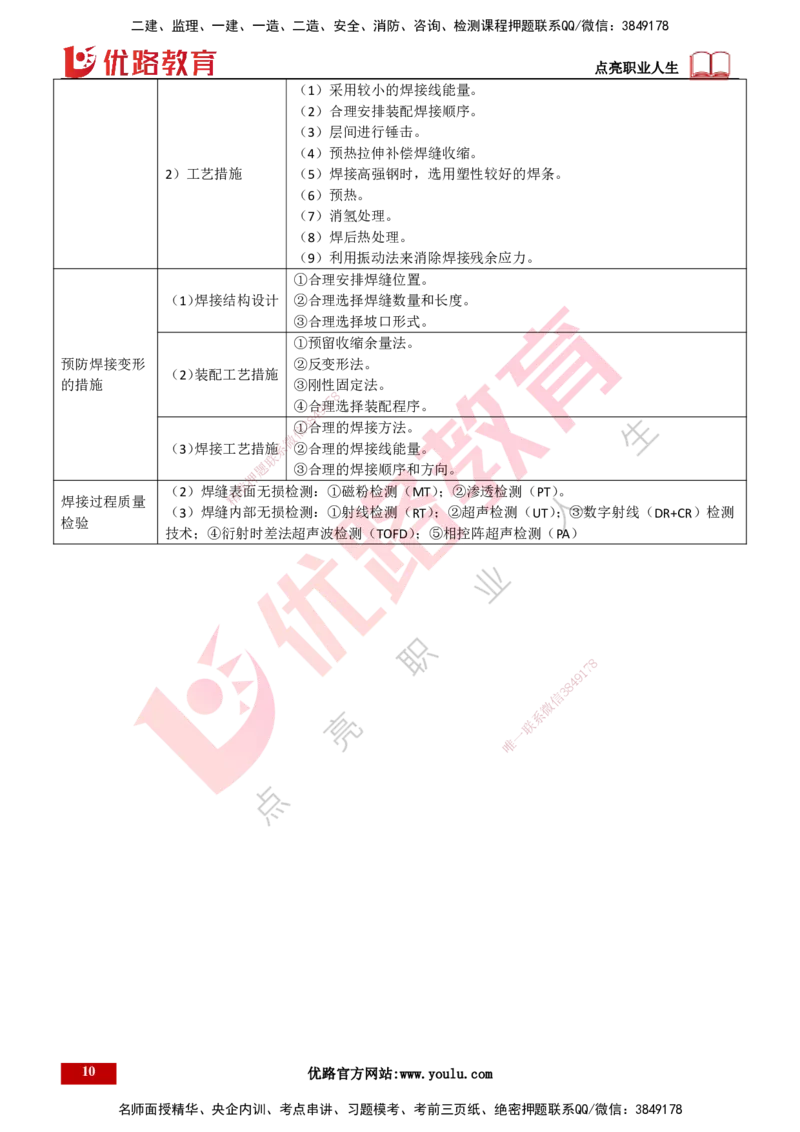
(1)采用较小的焊接线能量。
(2)合理安排装配焊接顺序。
(3)层间进行锤击。
(4)预热拉伸补偿焊缝收缩。
2)工艺措施 (5)焊接高强钢时,选用塑性较好的焊条。
(6)预热。
(7)消氢处理。
(8)焊后热处理。
(9)利用振动法来消除焊接残余应力。
①合理安排焊缝位置。
(1)焊接结构设计 ②合理选择焊缝数量和长度。
③合理选择坡口形式。
①预留收缩余量法。
预防焊接变形 ②反变形法。
(2)装配工艺措施
的措施 ③刚性固定法。
8
7
④合1理选择装配程序。
9
4
8
信①3合理的焊接方法。
微
(3)焊接工艺措施系②合理的焊接线能量。
联
题 ③合理的焊接顺序和方向。
押
准
(2)焊缝
精
表面无损检测:①磁粉检测(MT);②渗透检测(PT)。
焊接过程质量
(3)焊缝内 部无损检测:①射线检测(RT);②超声检测(UT);③数字射线(DR+CR)检测
检验
技术;④衍射时 差法超声波检测(TOFD);⑤相控阵超声检测(PA)
8
1
7
9
8
4
信
3
微
系
联
一
唯
10 优路官方网站:www.youlu.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
点亮职业人生
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
优路官方网站:www.youlu.com 11
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
