焊接工艺三核心之pWPS,WPS,PQR
焊接工艺中的pWPS、WPS和PQR是确保焊接质量与合规性的核心文件,它们构成一个从“设想”到“验证”再到“执行”的闭环流程,广泛应用于压力容器、管道、钢结构等对安全性要求极高的领域。这三者各司其职、环环相扣,缺一不可。
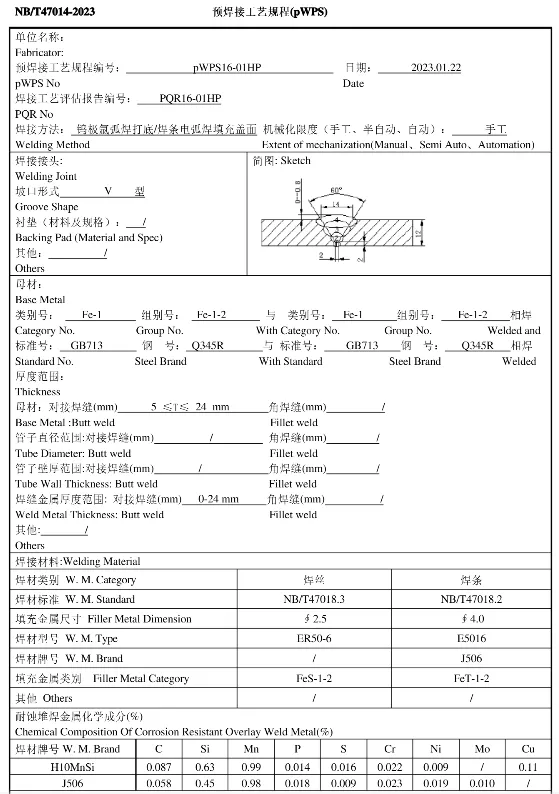
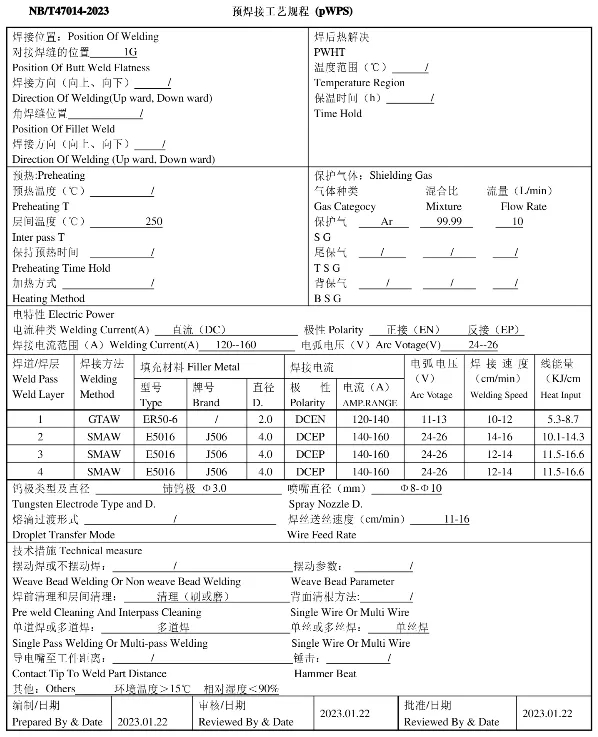
一、pWPS(预焊接工艺规程)——“试验蓝图”
pWPS 是 proposed Welding Procedure Specification 的缩写,中文为“预焊接工艺规程”,是焊接工艺评定的起点。
性质:试验性工艺草案,需焊接责任工程师审核及技术负责人批准后方可用于试件焊接。
关键要求:必须标注所支持的PQR编号以实现追溯,且参数需设定合理波动范围(如电流±5%)。
作用:作为焊接试验前的“计划书”或“草案”,用于指导试件的焊接操作。
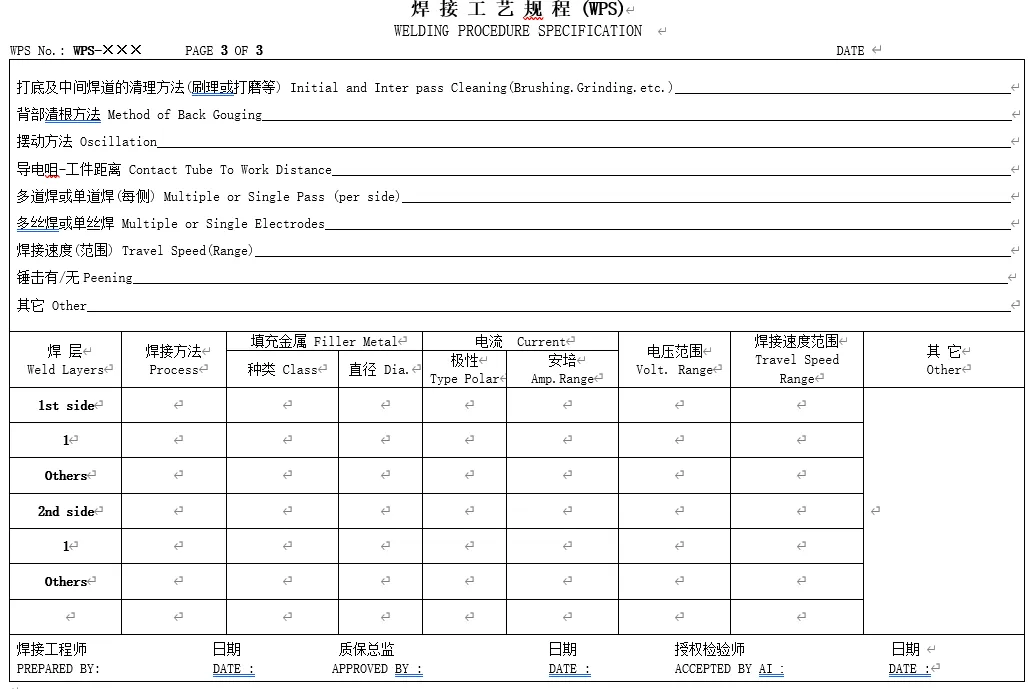
内容:明确焊接方法(如SMAW/GTAW)、母材/焊材规格、预热温度、电流电压范围、热输入控制值等所有重要参数。详细列出拟采用的焊接参数,包括:
特点:属于试验性文件,需由企业焊接责任工程师审核、技术负责人批准后方可用于试件焊接。
关键点:pWPS 必须明确标注其所支持的 PQR 编号,确保可追溯。
类比理解:就像新药研发中的“临床试验方案”,pWPS 是焊接工艺的“试验设计”。
二、PQR(焊接工艺评定报告)——“验证报告”
PQR 是 Procedure Qualification Record 的缩写,中文为“焊接工艺评定报告”,是对 pWPS 的实际验证结果记录。
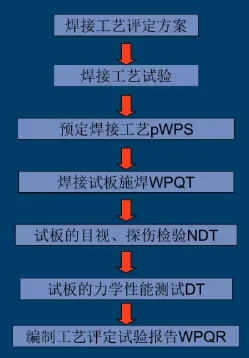
生成流程:依据pWPS焊接试件,通过无损检测(RT/UT)和力学试验(拉伸/弯曲/冲击)验证工艺可行性。
试件焊接时的实际参数(即使与pWPS有微小差异也必须如实记录)各项检测与试验的结果,是否符合相关标准(如ASME IX、NB/T 47014)的结论,如实记录实际焊接参数(即使与pWPS存在偏差);
附检测结果及是否符合标准(如ASME IX或NB/T 47014)的结论。
法律属性:一经批准原则上不可更改(仅允许编辑性修正),需长期存档。
作用:通过实际焊接试件并进行无损检测(如射线、超声)和力学性能试验(如拉伸、弯曲、冲击),验证该工艺是否可行。
一经评定完成,原则上不允许更改,仅允许编辑性修正;
可由一个PQR支持多个WPS,也可由多个PQR共同支持一个WPS。
类比理解:PQR 就像“新药临床试验报告”,证明“这套工艺在试验中是成功的”。
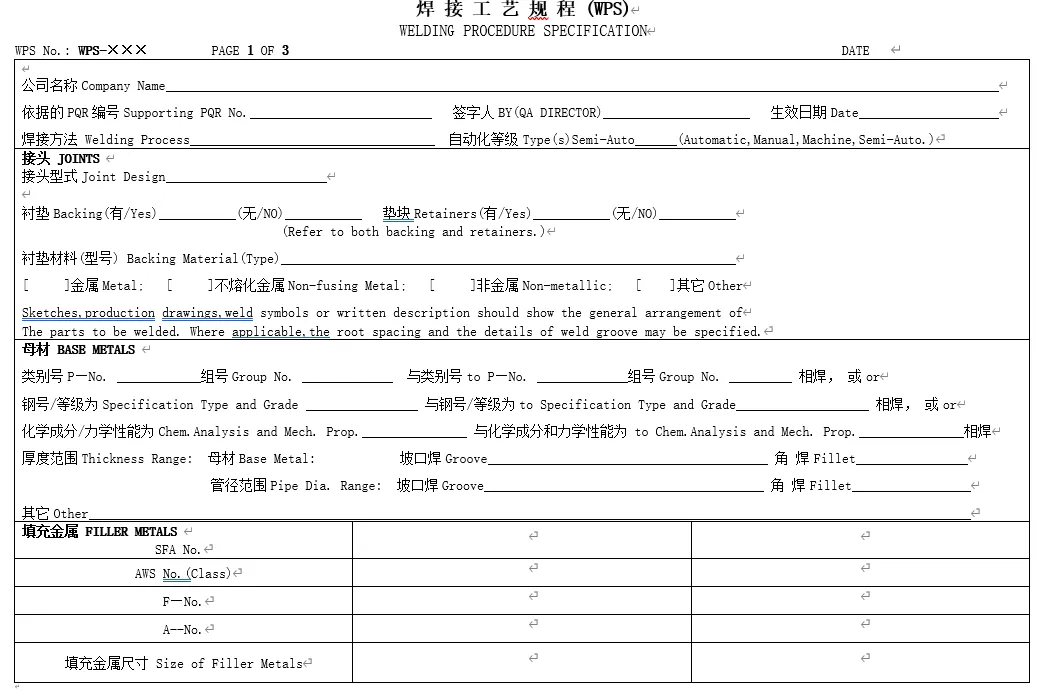
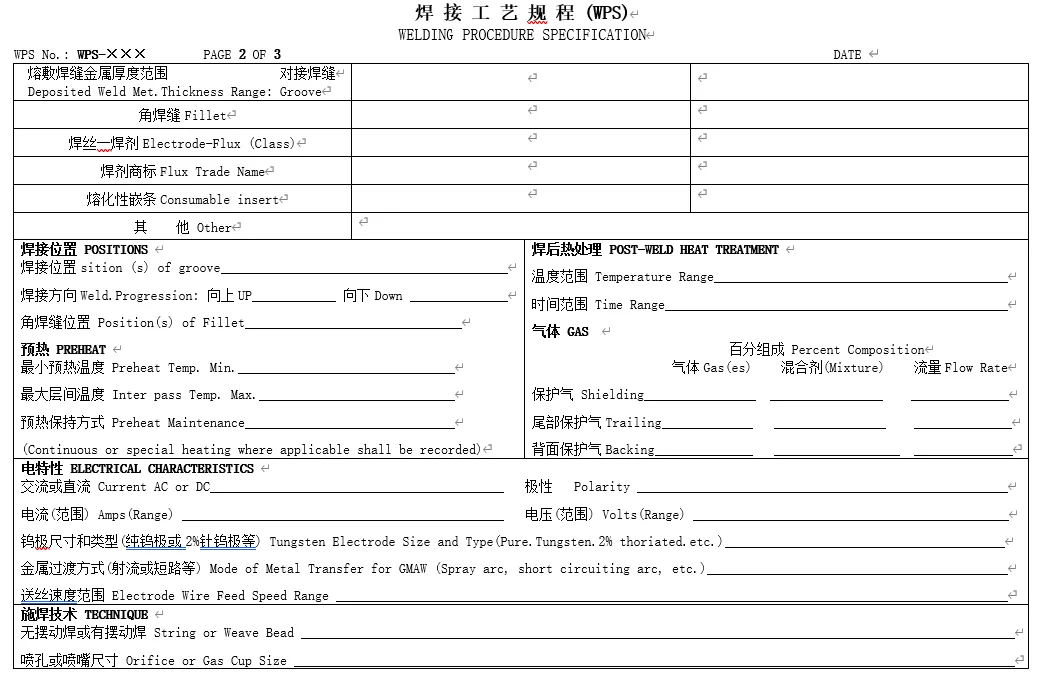
三、WPS(焊接工艺规程)——“作业指导书”
WPS 是 Welding Procedure Specification 的缩写,是正式用于指导现场焊接生产的工艺文件。
作用:为焊工提供清晰、可执行的操作指南,确保每一道焊缝都符合规范要求。
依据:必须基于合格的PQR编制,且其参数范围不得超出PQR的验证范围。
允许微调次要因素(如气体流量),但重要因素变更需重新评定。
现场管控:作为“法律文件”张贴于工位,每道焊缝需追溯至对应WPS及PQR。
是生产现场的“法律文件”,必须张贴或下发至操作岗位;
允许对次要因素进行调整(如气体流量微调),但重要参数变更需重新评定;
每份WPS必须标注所依据的PQR编号,实现文件追溯;
类比理解:WPS 就是厨房里贴着的“标准菜谱”,每位厨师都必须照做。
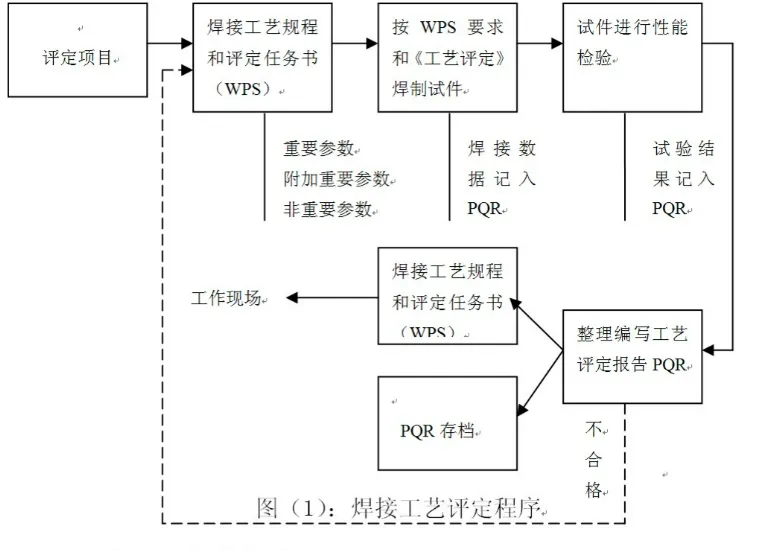
四、三者逻辑关系:一个闭环流程
五、常见误区提醒
❌ 误区1:“有 WPS 就行,不用做 PQR”→ 错!WPS 必须有 PQR 支撑,否则无效。
❌ 误区2:“老焊工经验丰富,不用考 WPQ”→ 错!无论经验多丰富,无 WPQ 不得从事评定范围内的焊接。
❌ 误区3:“一个 PQR 能覆盖所有产品”。→ 错!PQR 有适用范围(如材料厚度、焊接位置等),超范围需重新评。
六、pWPS,WPS,PQR小结
在焊接工艺中,焊接工艺的三大核心文件——pWPS、WPS 和 PQR,是现代焊接工程中确保质量、安全与合规的关键技术文档。它们构成了从“设想”到“验证”再到“执行”的完整闭环,广泛应用于压力容器、管道、船舶、核电等高要求工业领域。(焊接工艺规程)和PQR(焊接工艺评定报告)是三个核心文件,它们共同构成了焊接工艺控制的核心体系,确保焊接结构的安全性与可靠性。先有设想(pWPS),再做试验(PQR),最后出标准(WPS)。
注:1. 本文参考部分百度/深度探索照片和文献。 如有侵权,请联系本公众号删除,谢谢!
 夜雨聆风
夜雨聆风