







文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
一级建造师
机电工程管理与实务
基础精学
主讲老师:朱旭阳
章节导引
第二章 机电工程专业技术
2.3 焊接技术
2.3.1 焊接设备和焊接材料的分类及选用
⭐
2.3.2 焊接方法和焊接工艺
⭐⭐
2.3.3 焊接应力与焊接变形
⭐⭐⭐
2.3.4 焊接质量检验
⭐
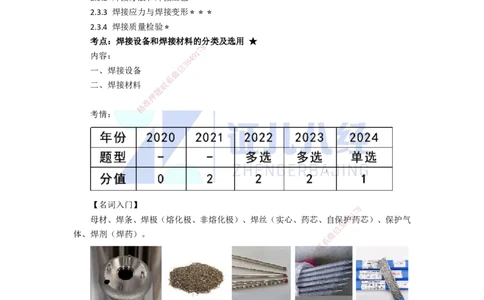
考点:焊接设备和焊接材料的分类及选用 ★
8
7
1
内容: 9
4
8
3
信
一、焊接设备
微
系
二、焊接材料 联
题
押
准
精
考情:
【名词入门】
8
7
1
母材、焊条、焊极(熔化极、非熔化极)、焊丝(实心、药芯、自保4护9药芯)、保护气
8
3
信
体、焊剂(焊药)。 微
系
联
一
唯
一、焊接设备
1.焊接设备分类【修改】
1
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
2.常用焊接设备的应用
2
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
8
二、焊接材料 1 7
9
4
8
1.焊条分类 信 3
微
1)按焊条药皮成分分系类:氧化钛型、钛钙型...;
联
题
2)按用途分类:押结构钢焊条、低温钢焊条...;
准
3)按熔渣性精质分类:碱性焊条(又称作低氢型焊条)和酸性焊条;
4)按特殊性能分 类:超低氢型、低尘低毒焊条...。
2.焊条选用要求【修 改】
(1)在设计有规定时, 应按设计文件要求选用;
(2)设计无规定时,应在满 足结构安全、可靠使用的前提下,以改善作业条件和提高
技术经济效益为原则,综合考虑以下因素:【口诀:魏特工亮剑,力力化金】
①钢材化学成分及力学性能;
8
②钢结构特点(板厚、接头形式)和受力 状态;
1
7
9
8
4
③焊缝金属性能;
信
3
微
④工艺性,焊接位置和施焊条件(室内、野外) ; 系
联
一
⑤焊接工作量(焊缝长度、焊缝当量)。 唯
(3)同种钢材焊接时焊条选用原则
选用原则:
1)焊缝金属的力学性能和化学成分匹配的原则;
2)保证焊接构件的使用性能和工作条件的原则;
3)满足焊接结构特点及受力条件的原则;
4)考虑施工条件和可操作性的原则。
【口诀:化力、作死、受够、课间操】
1)焊缝金属的力学性能和化学成分匹配的原则。
①规定要求焊缝金属与母材等强度,应选用熔敷金属抗拉强度等于或稍高于母材的焊缝;
②合金钢要求焊缝金属合金成分与母材相同或接近;
③在焊缝结构刚性大、接头应力高、焊缝易产生裂纹的不利情况下,应考虑选用比母材
3
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
强度低的焊条;
④当母材中碳、硫、磷等元素的含量偏高时,焊缝中易产生裂纹,应选用抗裂性能好的
低氢型焊条。
例如:钢结构工程选择焊接材料时,应根据设计要求,除保证焊接接头强度、塑性不低
于母材标准规定的下限值以外,还应保证焊接接头的冲击韧性不低于母材标准规定的冲击韧
性下限值。
2)保证焊接构件的使用性能和工作条件的原则。
①对承受动载荷和冲击载荷的焊件,除满足强度要求外,主要应保证焊缝金属具有较高
的塑性和韧性,可选用塑、韧性指标较高的低氢型焊条;
②接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征选用不锈钢类焊条或其他耐腐蚀
焊条;
③在高温、低温、耐磨或其他特殊条件下工作的焊件,应选用相应的耐热钢、低温钢、
堆焊或其他特殊用途焊条。 7 8
1
9
4
3)满足焊接结构特点及受3 8力条件的原则。
信
微
对结构形状复杂、刚系性大的厚大焊件,在焊接过程中,冷却速度快,收缩应力大,易产
联
生裂纹,应选用抗裂性题好、韧性性好、氢裂纹倾向低的焊条;
押
准
例如:低氢型精焊条、超低氢型焊条和高韧性焊条等。
4)考虑施工条件 和可操作性的原则。
①当焊件的焊接部位 不能翻转时,应选用适用于全位置焊接的焊条;
②对受力不大、焊接部位 难以清理的焊件,应选用对铁锈、氧化皮、油污不敏感的酸性
焊条;
③没有直流焊机时,必须选用可 交、直流两用的焊条;
④在狭小或通风条件差的场合,在满 足使用性能要求的条件下,应选用酸性焊条或低尘
焊条。 8
1
7
9
(4)异种钢焊接时焊条选用的原则【新增 】
信
3
8
4
微
1)碳钢和低合金钢焊接 系
联
一般要求焊缝金属或接头强度不低于两种被焊金属的最低强一度,选用的焊条强度应能保
唯
证焊缝及接头的强度不低于强度较低侧母材的强度,同时焊缝 金属的塑性和冲击韧性应不低
于强度较高而韧性较差侧的母材性能。
【口诀:不低于最低】
2)低合金钢和奥氏体不锈钢的焊接
应按照对熔敷金属化学成分限定的数值来选用焊条,一般选用铬镍含量较高的、塑性和
抗裂性较好的奥氏体不锈钢焊条,但应按焊接性较差的不锈钢确定焊接工艺。
3.钨极材料特性及种类
(1)钨极材料特性
手工钨极氩弧焊用的电极材料应具有较强的电子发射能力,能形成稳定的电弧,具有耐
高温性,在电弧高温下不易蒸发和损耗,能承受较大的焊接电流,具有足够的强度和耐磨性
等。
4
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
(2)钨极种类
4.焊丝分类及选用
1)按截面结构形式分类:实心焊丝和药芯焊丝两类;
2)实心焊丝主要用于钨极气体
8
保护焊和熔化极气体保护焊;药芯焊丝用于采用CO2和
7
1
9
Ar+CO2为保护气体的熔化极气
8
4体保护焊,前者用于普通结构,后者用于重要结构;
3
信
3)自保护药芯焊丝与微焊条相似,不用另加气体保护焊,抗风能力优于气体保护焊,通
系
联
常可在四级风力下施焊。在我国长输油气管道焊接中也得到应用;
题
押
4)选择实心焊准丝的成分主要考虑焊缝金属应与母材力学性能或物理性能的良好匹配。
精
5.焊接气体分类 及应用
(1)焊接保护用气 体
二氧化碳(CO2)、氩 气(Ar)、氦气(He)、氮气(N)、氧气(O2)和氢气(H2)。
【口诀:亚洲坏蛋谈情样 】
(2)焊接气体的应用
1)采用氮气进行弧焊时,用N2作 为保护气体,可焊接铜和不锈钢;N2也常用于等离
子弧切割,作为外层保护气;
8
1
7
【口诀:氮铜锈】
8
4 9
信
3
2)H2作为还原性气体,焊接时与O2混合燃烧 ,作为气焊的热微源;【口诀:氢气】
系
3)焊接低合金高强钢时,从减少氧化物夹杂和焊缝 含氧量出
一
联发,希望采用纯Ar做保护
唯
气体。
6.焊剂分类及应用
(1)焊剂分类
1)根据生产工艺的不同,焊剂可分为熔炼焊剂、粘结焊剂和烧结焊剂;
2)按照焊剂中添加脱氧剂、合金剂的不间,可分为中性焊剂、活性焊剂和合金焊剂。
(2)埋弧焊剂应用
焊剂的焊接工艺性能、化学冶金性能是决定焊缝金属性能的主要因素。
7.焊接材料的复验要求
(1)钢结构的焊接材料复验
①建筑结构安全等级为一级的一、二级焊缝;
②建筑结构安全等级为二级的一级焊缝;
③大跨度的一级焊缝;
5
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
④重级工作制吊车梁结构中的一级焊缝;
【口诀:安全1有2,其他均为1】
(2)特种设备的焊接材料复验
球罐用的焊条和药芯焊丝应按批号进行扩散氢复验;焊条、焊丝、焊剂超过期限,应经
复验合格后方可使用。
8.焊条保管、烘干【新增】
(1)焊条保管
①焊条必须存放在干燥通风、整洁的库房中,摆放在距离地面、墙面300mm以上的架
子上,应保持上下、左右空气通畅,以免受潮;
②焊条在库房中应按照种类、牌号、批次、规格及入库时间等分类存放,每种焊条应有
明确的标识,避免混放;
③焊条库房中应装有温度计和湿度计,库房内温度不得低于5℃,湿度不得大于60%。
【口诀:石榴威武】 7 8
1
9
4
(2)焊条烘干 3 8
信
微
①酸性焊条烘干温度系为70~150℃,保温时间为1~1.5h;
联
【口诀:15157押 酸题】
准
②碱性焊条烘精干温度为300~400℃,保温时间为1~2h;
【口诀:1234碱 】
③焊条随烘随用,存 放在保温桶内,以免再次受潮。
【2014-Y】广泛应用于碳 钢和低合金钢焊接的保护气体,成本较低的是( )。
A.氩气
B.氦气
C.二氧化碳
D.氩气和二氧化碳的混合气体
1
7
8
9
8
4
信
3
微
【答案】C 系
联
【2022-Y】结构形状复杂和刚性大的厚大焊件焊接, 选择的
唯
一焊条应具备的特性有( )。
A.抗裂性好
B.强度高
C.刚性强
D.韧性好
E.塑性高
【答案】ADE
【2023-Y】焊接时,可用做焊接保护气体的有( )。
A.丙烷(C3H8)
B.氧气(O2)
C.乙炔(C2H2)
6
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
D.氩气(Ar)
E.二氧化碳(CO2)
【答案】BDE
【2024-Y】下列金属板材焊接时,不能采用钨极惰性气体保护焊的是( )。
A.锌板
B.钢板
C.镍板
D.钛板
【答案】A
总结
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
7
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

