


文档内容
二建、监理[、注一:建天、一一造文、化二专造有、安版全权、,消未防经、咨许询可、不检可测转课程发押或题复联印系传QQ/播微]信:3849178
2.3 焊接技术
考点1:钨极惰性气体保护焊机应用(★)
①应用的金属 除了低熔点、易挥发的金属材料(如铅、锌等)以外,均可以采用钨极惰性气
材料种类多 体保护焊机进行焊接。
②适用的接头
常规钨极惰性气体保护焊使用的接头范围为0.5~4.0mm。
钨极惰性气 厚度范围
体保护焊机 包括平焊、平角焊、横焊、立焊和仰焊,以及水平固定的管件对接头的全位置
③适用各种焊
应用 焊。由于空气对流、过堂风、微风都可能破坏气体对焊接区的保护,野外施工
接位置
时应配置附属防风设施。
④可用于焊接
自动化。
8
7
1
9
4
8
3
考点2:钨极种类(★★★) 信
微
系
(2)钨极种类 联
题
押
①纯钨极 准
精
②钍钨极
③铈钨极
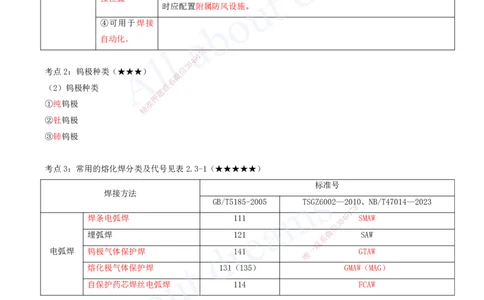
考点3:常用的熔化焊分类及代号见表2.3-1(★★★★★)
标准号
焊接方法
GB/T5185-2005 TSGZ6002—2010、NB/T47014—2023
8
7
1
9
焊条电弧焊 111 4 SMAW
8
3
信
微
埋弧焊 121 SAW
系
联
电弧焊 钨极气体保护焊 141 一 GTAW
唯
熔化极气体保护焊 131(135) GMAW(MAG)
自保护药芯焊丝电弧焊 114 FCAW
考点4:焊接工艺评定(★★)
3.焊接工艺评定
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。
1)焊接工艺评定实施
焊接工艺评定应在本单位进行。焊接工艺评定所用设备、仪表应处于正常工作状态,金属材料、焊接材料应符
合相应标准,由本单位操作技能熟练的焊接人员使用本单位设备焊接试件。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理[、注一:建天、一一造文、化二专造有、安版全权、,消未防经、咨许询可、不检可测转课程发押或题复联印系传QQ/播微]信:3849178
焊接工艺评定预规程(PWPS) 为进行焊接工艺评定所拟定的焊接工艺文件。
焊接工艺评定报告(PQR) 记载验证性试验及其检验结果,对拟定的预焊接工艺规程进行评价的报告。
焊接工艺规程(WPS) 根据合格的焊接工艺评定报告编制,用于产品施焊的焊接工艺文件。
与制造焊件有关的加工和操作细则性作业文件。
焊接工艺指导书(WWI)
焊工施焊时使用的作业指导书,可保证施工时质量的再现性。
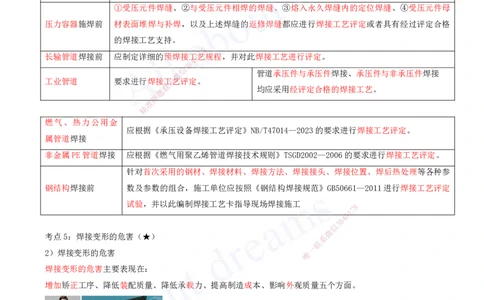
2)焊接工艺评定相关规范使用要求(★★★)
锅炉焊接前 应根据产品焊接接头形式进行焊接工艺评定,并编制焊接作业指导书。
①受压元件焊缝、②与受压元件相焊的焊缝、③熔入永久焊缝内的定位焊缝、④受压元件母
压力容器施焊前 材表面堆焊与补焊,以及上述焊缝的返修焊缝都应进行焊接工艺评定或者具有经过评定合格
的焊接工艺支持。
8
7
长输管道焊接前 应制定详细的预焊接工9 1艺规程,并对此焊接工艺进行评定。
4
8
3
信
微 管道承压件与承压件焊接、承压件与非承压件焊接
工业管道 要求进行焊接工系艺评定。
联
均应采用经评定合格的焊接工艺。
题
押
准
精
燃气、热力公用金
应根据《 承压设备焊接工艺评定》NB/T47014—2023的要求进行焊接工艺评定。
属管道焊接
非金属PE管道焊接 应根据《燃气用聚乙烯管道焊接技术规则》TSGD2002—2006的要求进行焊接工艺评定。
针对首次采用的钢材 、焊接材料、焊接方法、焊接接头、焊接位置、焊后热处理等各种参
钢结构焊接前 数及参数的组合,施工单位应按照《钢结构焊接规范》GB50661—2011进行焊接工艺评定
试验,并以此编制焊接工艺卡 指导现场焊接施工
8
1
7
9
8
4
信
3
微
考点5:焊接变形的危害(★) 系
联
一
2)焊接变形的危害 唯
焊接变形的危害主要表现在:
增加矫正工序、降低装配质量、降低承载力、提高制造成本、影响外观质量五个方面。
考点6:区分破坏性检验和非破坏性检验(★★)
1.焊接检验方法
1)破坏性检验
常用的破坏性检验包括:
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理[、注一:建天、一一造文、化二专造有、安版全权、,消未防经、咨许询可、不检可测转课程发押或题复联印系传QQ/播微]信:3849178
力学性能试验 弯曲试验、拉伸试验、冲击试验、硬度试验、断裂性试验、疲劳试验
化学分析试验 化学成分分析、不锈钢晶间腐蚀试验、焊条扩散氢含量测试
金相试验 宏观组织、微观组织
焊接性试验
2)非破坏性检验
常用的非破坏性检验包括:外观检验,无损检测(渗透检测PT、磁粉检测MT、超声检测UT、射线检测RT)。
8
7
1
9
4
8
3
信
微
系
考点7:无损检测适用范围(★★联★★★)
题
押
见表2.3-2。 准
精
适用范围
检测方法
材料 焊接接头形式 透照厚度(mm)
射线检测 金属材料 对 接接头、角接接头、管板角焊缝等 钢:<38
容器:6~500
超声检测 金属材料 对接接头、T形焊接接头、角接接头和对堆焊层等
管道:6~150
磁粉检测 铁磁性材料 对接接头、T形 焊接接头和角接接头等 —
8
1
7
渗透检测 非多孔性金属材料 不限制
8
4 9 —
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
