
文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2.3.2 焊焊接接方方法法和和焊焊接接工工艺艺
1.焊接方法
焊接是利用加热、加压或二者并用的方法,将两种或两种以上的同种或异种材料,通过原子或分子之间的结合或扩散连接
成一体的工艺过程。按照焊接过程中金属所处的状态及工艺特点,焊接可分为熔化焊、压力焊及钎焊三种。
1)熔化焊
(2)熔化焊可以分为:电弧焊、电渣焊、气焊、电子束焊、激光焊等。最常见的电弧焊又可以进一步分为:焊条电弧
焊、气体保护焊、埋弧焊及等离子焊等。
2)压力焊
(1)压力焊是指通过对焊件施加压力(加热或不加热)来完成焊接的方法。
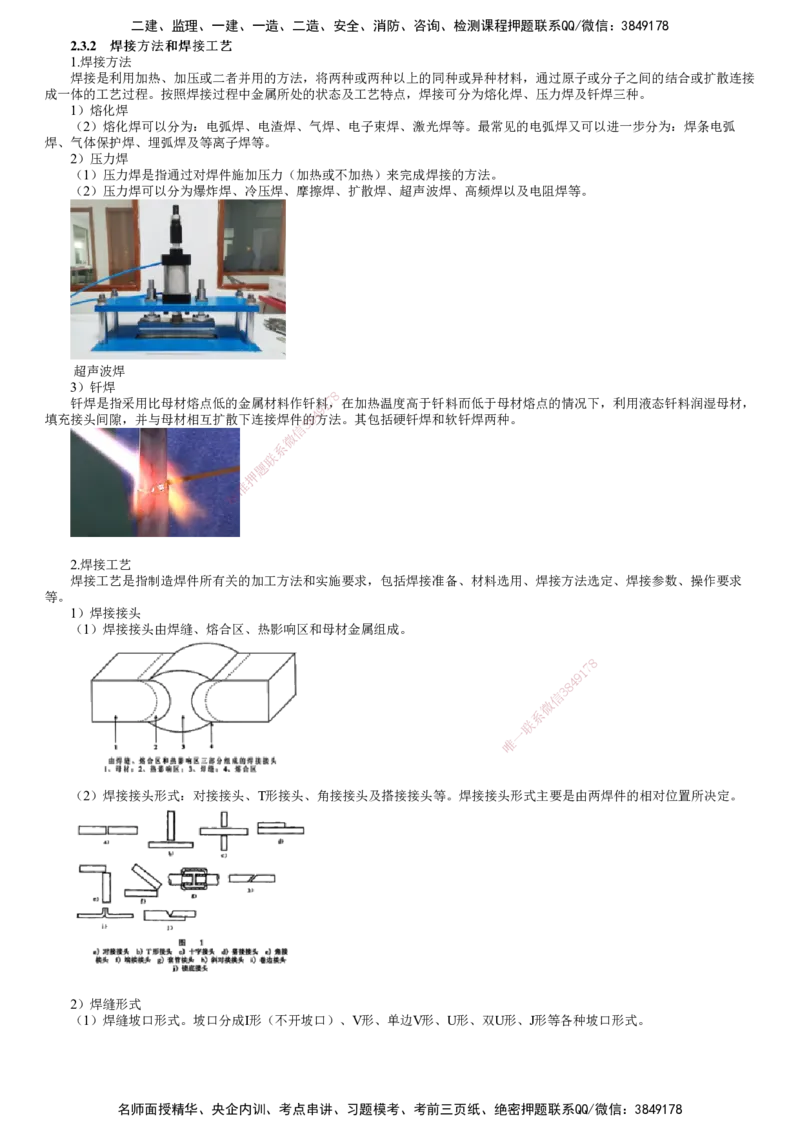
(2)压力焊可以分为爆炸焊、冷压焊、摩擦焊、扩散焊、超声波焊、高频焊以及电阻焊等。
超声波焊
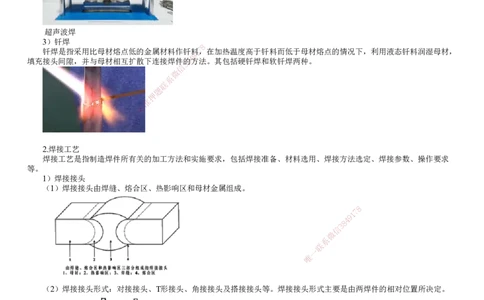
3)钎焊
8
钎焊是指采用比母材熔点低的金属材料作钎料1 7,在加热温度高于钎料而低于母材熔点的情况下,利用液态钎料润湿母材,
9
4
填充接头间隙,并与母材相互扩散下连接焊件的8方法。其包括硬钎焊和软钎焊两种。
3
信
微
系
联
题
押
准
精
2.焊接工艺
焊接工艺是指制造焊件所有关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、焊接参数、操作要求
等。
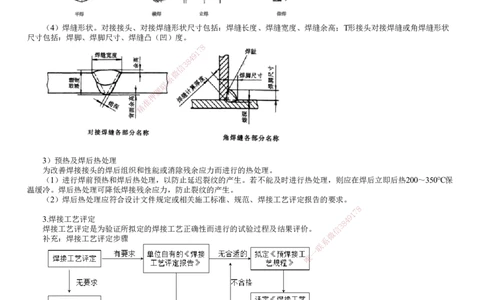
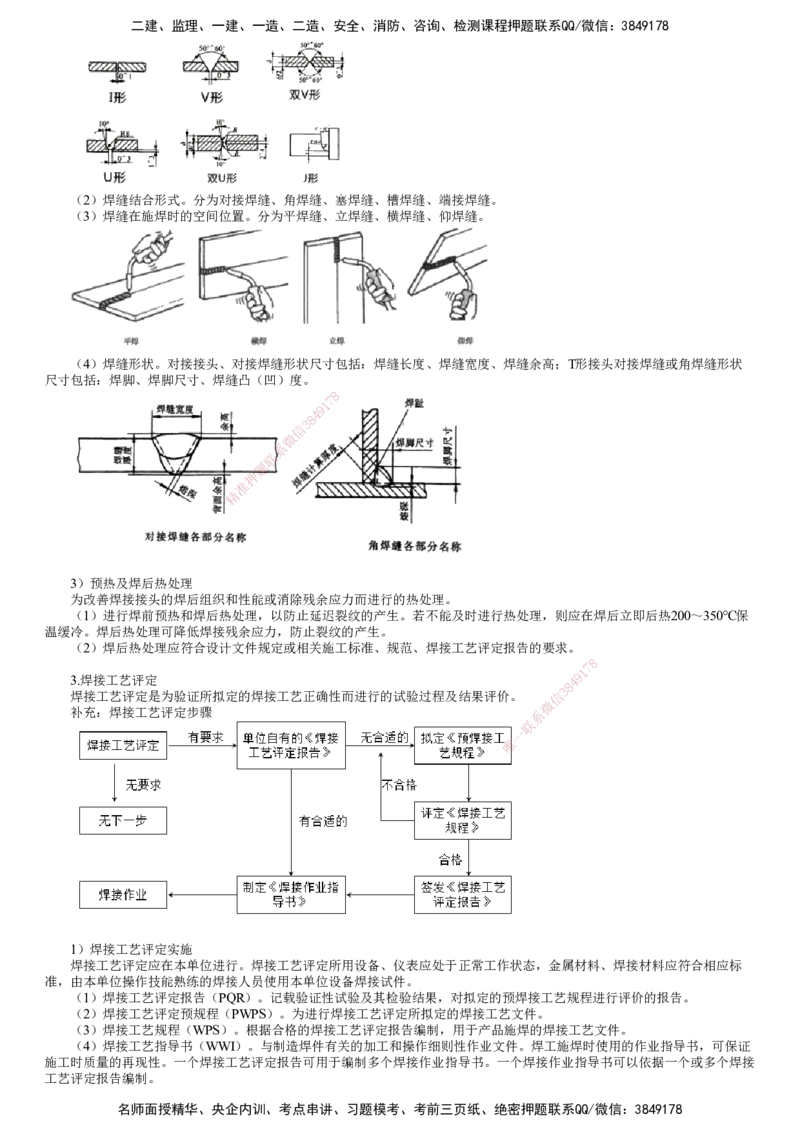
1)焊接接头
(1)焊接接头由焊缝、熔合区、热影响区和母材金属组成。
8
7
1
9
4
8
3
信
微
系
联
一
唯
(2)焊接接头形式:对接接头、T形接头、角接接头及搭接接头等。焊接接头形式主要是由两焊件的相对位置所决定。
2)焊缝形式
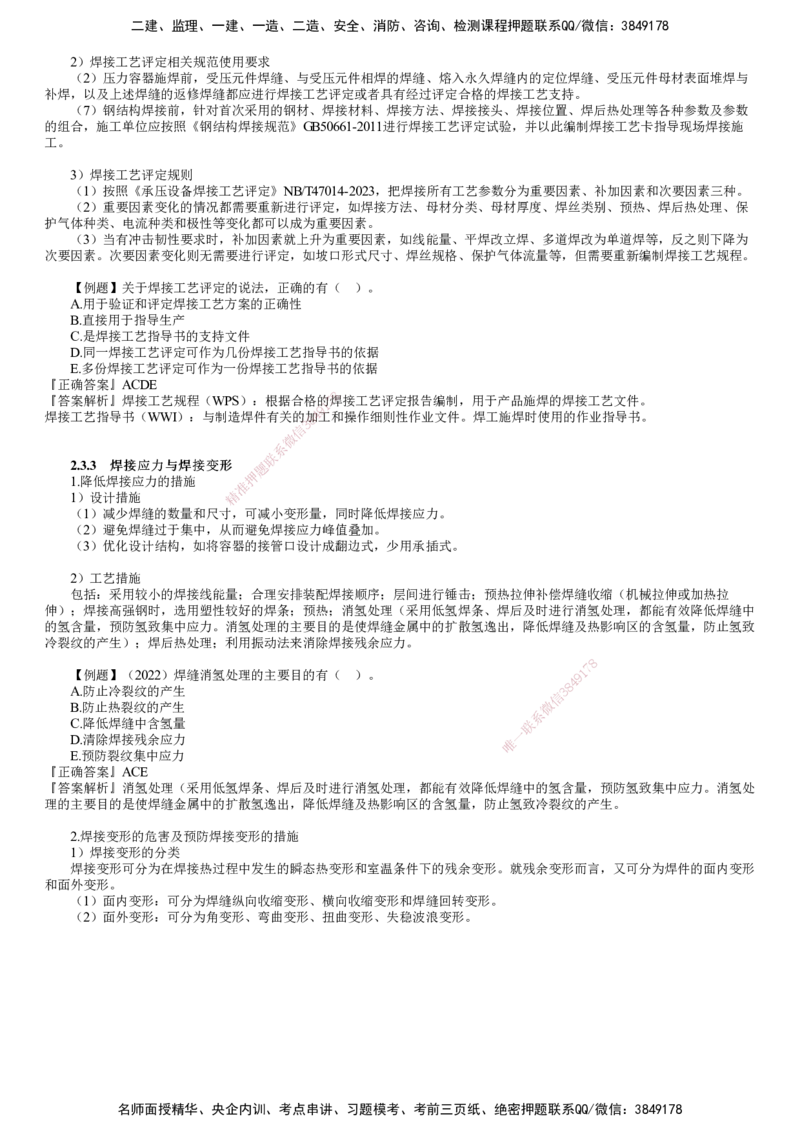
(1)焊缝坡口形式。坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种坡口形式。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
(2)焊缝结合形式。分为对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊缝。
(3)焊缝在施焊时的空间位置。分为平焊缝、立焊缝、横焊缝、仰焊缝。
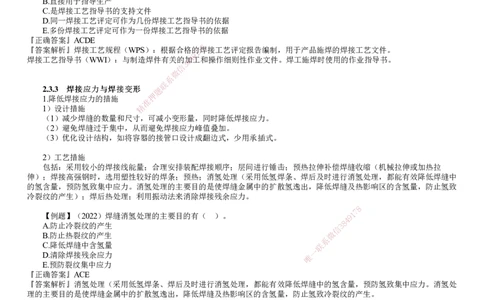
(4)焊缝形状。对接接头、对接焊缝形状尺寸包括:焊缝长度、焊缝宽度、焊缝余高;T形接头对接焊缝或角焊缝形状
尺寸包括:焊脚、焊脚尺寸、焊缝凸(凹)度。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
3)预热及焊后热处理
为改善焊接接头的焊后组织和性能或消除残余 应力而进行的热处理。
(1)进行焊前预热和焊后热处理,以防止延迟裂 纹的产生。若不能及时进行热处理,则应在焊后立即后热200~350℃保
温缓冷。焊后热处理可降低焊接残余应力,防止裂纹的产生。
(2)焊后热处理应符合设计文件规定或相关施工标准 、规范、焊接工艺评定报告的要求。
8
1
7
3.焊接工艺评定
8
4 9
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验 过程及结果评价。 信
3
微
补充:焊接工艺评定步骤 系
联
一
唯
1)焊接工艺评定实施
焊接工艺评定应在本单位进行。焊接工艺评定所用设备、仪表应处于正常工作状态,金属材料、焊接材料应符合相应标
准,由本单位操作技能熟练的焊接人员使用本单位设备焊接试件。
(1)焊接工艺评定报告(PQR)。记载验证性试验及其检验结果,对拟定的预焊接工艺规程进行评价的报告。
(2)焊接工艺评定预规程(PWPS)。为进行焊接工艺评定所拟定的焊接工艺文件。
(3)焊接工艺规程(WPS)。根据合格的焊接工艺评定报告编制,用于产品施焊的焊接工艺文件。
(4)焊接工艺指导书(WWI)。与制造焊件有关的加工和操作细则性作业文件。焊工施焊时使用的作业指导书,可保证
施工时质量的再现性。一个焊接工艺评定报告可用于编制多个焊接作业指导书。一个焊接作业指导书可以依据一个或多个焊接
工艺评定报告编制。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2)焊接工艺评定相关规范使用要求
(2)压力容器施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位焊缝、受压元件母材表面堆焊与
补焊,以及上述焊缝的返修焊缝都应进行焊接工艺评定或者具有经过评定合格的焊接工艺支持。
(7)钢结构焊接前,针对首次采用的钢材、焊接材料、焊接方法、焊接接头、焊接位置、焊后热处理等各种参数及参数
的组合,施工单位应按照《钢结构焊接规范》GB50661-2011进行焊接工艺评定试验,并以此编制焊接工艺卡指导现场焊接施
工。
3)焊接工艺评定规则
(1)按照《承压设备焊接工艺评定》NB/T47014-2023,把焊接所有工艺参数分为重要因素、补加因素和次要因素三种。
(2)重要因素变化的情况都需要重新进行评定,如焊接方法、母材分类、母材厚度、焊丝类别、预热、焊后热处理、保
护气体种类、电流种类和极性等变化都可以成为重要因素。
(3)当有冲击韧性要求时,补加因素就上升为重要因素,如线能量、平焊改立焊、多道焊改为单道焊等,反之则下降为
次要因素。次要因素变化则无需要进行评定,如坡口形式尺寸、焊丝规格、保护气体流量等,但需要重新编制焊接工艺规程。
【例题】关于焊接工艺评定的说法,正确的有( )。
A.用于验证和评定焊接工艺方案的正确性
B.直接用于指导生产
C.是焊接工艺指导书的支持文件
D.同一焊接工艺评定可作为几份焊接工艺指导书的依据
E.多份焊接工艺评定可作为一份焊接工艺指导书的依据
『正确答案』ACDE
『答案解析』焊接工艺规程(WPS):根据合格的7 8 焊接工艺评定报告编制,用于产品施焊的焊接工艺文件。
1
9
焊接工艺指导书(WWI):与制造焊件有关的8加4工和操作细则性作业文件。焊工施焊时使用的作业指导书。
3
信
微
系
联
2.3.3 焊焊接接应应力力与与焊焊接接变变形形 题
1.降低焊接应力的措施 押
准
1)设计措施 精
(1)减少焊缝的数量和尺寸, 可减小变形量,同时降低焊接应力。
(2)避免焊缝过于集中,从而避免焊接应力峰值叠加。
(3)优化设计结构,如将容器的接 管口设计成翻边式,少用承插式。
2)工艺措施
包括:采用较小的焊接线能量;合理安排装 配焊接顺序;层间进行锤击;预热拉伸补偿焊缝收缩(机械拉伸或加热拉
伸);焊接高强钢时,选用塑性较好的焊条;预热; 消氢处理(采用低氢焊条、焊后及时进行消氢处理,都能有效降低焊缝中
的氢含量,预防氢致集中应力。消氢处理的主要目的是 使焊缝金属中的扩散氢逸出,降低焊缝及热影响区的含氢量,防止氢致
冷裂纹的产生);焊后热处理;利用振动法来消除焊接残余应力。
8
【例题】(2022)焊缝消氢处理的主要目的有( )。 9 1
7
A.防止冷裂纹的产生
信
3 8
4
B.防止热裂纹的产生 微
系
C.降低焊缝中含氢量 联
一
D.清除焊接残余应力
唯
E.预防裂纹集中应力
『正确答案』ACE
『答案解析』消氢处理(采用低氢焊条、焊后及时进行消氢处理,都能有效降低焊缝中的氢含量,预防氢致集中应力。消氢处
理的主要目的是使焊缝金属中的扩散氢逸出,降低焊缝及热影响区的含氢量,防止氢致冷裂纹的产生。
2.焊接变形的危害及预防焊接变形的措施
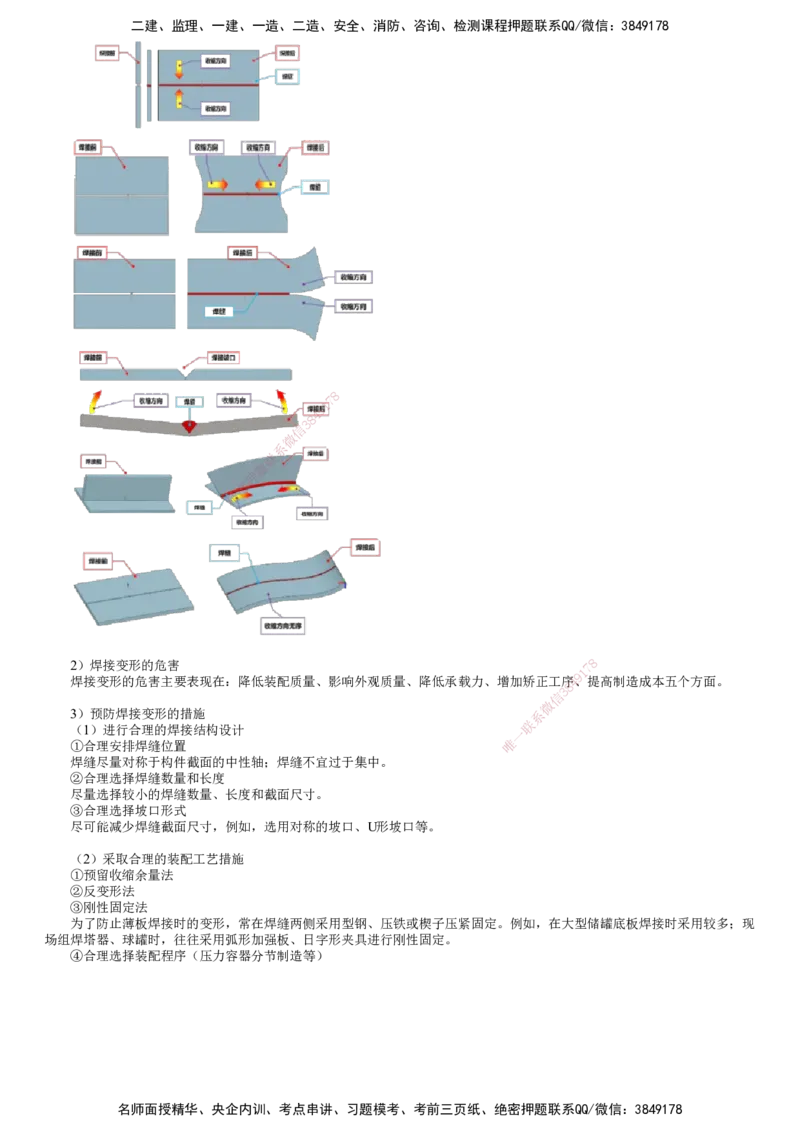
1)焊接变形的分类
焊接变形可分为在焊接热过程中发生的瞬态热变形和室温条件下的残余变形。就残余变形而言,又可分为焊件的面内变形
和面外变形。
(1)面内变形:可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形。
(2)面外变形:可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
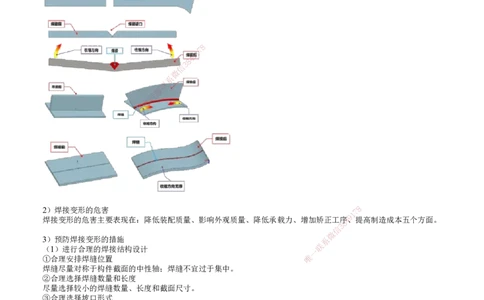
2)焊接变形的危害
1
7 8
9
焊接变形的危害主要表现在:降低装配质量、影响外观质量 、降低承载力、增加矫正工序
8
4、提高制造成本五个方面。
信
3
微
3)预防焊接变形的措施 系
(1)进行合理的焊接结构设计
一
联
①合理安排焊缝位置 唯
焊缝尽量对称于构件截面的中性轴;焊缝不宜过于集中。
②合理选择焊缝数量和长度
尽量选择较小的焊缝数量、长度和截面尺寸。
③合理选择坡口形式
尽可能减少焊缝截面尺寸,例如,选用对称的坡口、U形坡口等。
(2)采取合理的装配工艺措施
①预留收缩余量法
②反变形法
③刚性固定法
为了防止薄板焊接时的变形,常在焊缝两侧采用型钢、压铁或楔子压紧固定。例如,在大型储罐底板焊接时采用较多;现
场组焊塔器、球罐时,往往采用弧形加强板、日字形夹具进行刚性固定。
④合理选择装配程序(压力容器分节制造等)
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
(3)采取合理的焊接工艺措施
①合理的焊接方法。尽量用气体保护焊等热源集中的焊接方法。不宜用焊条电弧焊,特别不宜选用气焊。
②合理的焊接线能量。尽量减小焊接线能量的输入能有效地减小变形。
③合理的焊接顺序和方向。例如:储罐底板焊接顺序采用:先焊中幅板、边缘板对接焊缝外300mm长;待焊接完壁板和边
缘板角焊缝后,再焊接边缘板剩余对接焊缝;最后焊接中幅板和边缘板的环焊缝。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
