夜雨聆风
夜雨聆风





SMT客户稽核时让你说明振动盘上料、管装、托盘装等不同供料方式对贴片质量的影响及管控点?



2020新平台

在深入的SMT客户稽核中,当稽核官的目光从印刷、贴装等核心工序移向更前端的“物料输送”环节时,一个专业且考验细节管理能力的问题常常被提出:“请说明振动盘上料、管装、托盘装等不同供料方式对贴片质量的影响及你们的管控重点?”
这个问题绝非仅仅询问物料包装形式。它拷问的是工厂对工艺输入源头的风险认知、对不同形态物料特性的理解,以及为确保最终焊接质量而建立的前道防错体系。
一份成熟的回答,必须展现一个从“供料原理认知 → 质量风险识别 → 基于标准管控 → 系统性防呆”的完整逻辑链。本文将为您系统梳理,将这关键的“第一公里”管理清晰呈现。
核心理念:供料方式是工艺输入的“咽喉”
在回答之前,需建立核心共识:贴片机如同精密的“机器人厨师”,其烹饪(焊接)出符合 IPC-A-610H(电子组件的可接受性)标准的“菜肴”(焊点),首要条件是获得完好、正确、稳定的“食材”(电子元件)。
振动盘、管装、托盘等供料方式,正是将原始包装的元件,转化为可被贴片头稳定拾取的单一化、定向化、序列化个体的关键接口。这个转换过程的任何波动,都将直接影响拾取的可靠性、精度,并最终传导至焊点的位置准确性和焊接强度。知识库中《抛料信息整理》反复分析的抛料问题,其根源往往始于供料环节。
因此,管理不同供料方式的终极目标,是确保贴片机接收到的每一个元件,都具备一致的、可预测的物理状态(方向、姿态、完好性),从而为形成标准焊点、避免立碑、移位、虚焊等缺陷奠定基础。这完全服务于 IPC-A-610H 中对元件放置、对准和焊点形态的严苛要求。
深度剖析:三种供料方式的影响机制与风险图谱
我们依据对元件干预程度和自动化水平的差异,对三种主流方式进行分析。
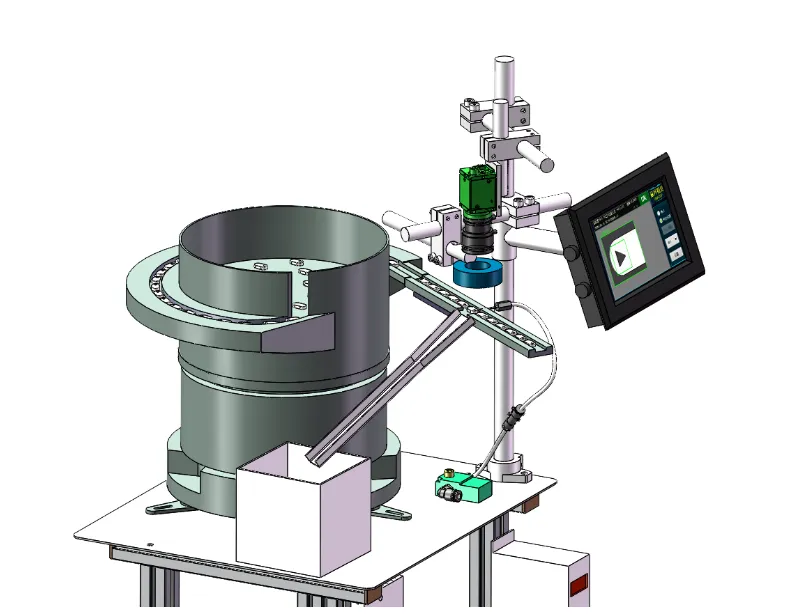
1. 振动盘供料:高效但需警惕“机械能冲击”
振动盘通过电磁铁驱动,使料斗内的散装元件沿特定轨道螺旋上升,并利用轨道上的筛选、定向机构,使元件以统一方向排队输出。
- 优势
:适用于大量、小型的标准元件(如电阻、电容、二极管),自动化程度高,换料便捷。 - 质量影响机制与风险点
: - 元件本体损伤
:持续的振动和元件间的相互碰撞,可能对脆弱的元件(如陶瓷电容、玻璃二极管)造成微裂纹(Crack)。这在知识库《Smt元件识别》、《C3216X7R1H225K 吉利通》等失效分析报告中均有体现,微裂纹在回流焊热应力下会扩展,导致元件断裂或电气失效,严重违反 IPC-A-610H 关于元件完整性的要求。 - 引脚/端电极磨损
:元件的金属化端(如MLCC的端电极)在振动摩擦中可能氧化或污染,影响后续的可焊性。这与《HASL润湿不良案例分析》中强调的焊盘表面状态影响焊接的原理相通。 - 定向可靠性风险
:复杂的定向机构可能失效,导致元件极性方向错误(如二极管)或立式(竖碑)输出。若未被识别检出,将直接导致极性贴反或立碑缺陷。 - 供料稳定性
:轨道堵塞、元件重量差异导致的供料节奏不稳,是造成贴片机吸取失败(抛料) 的主要原因之一。
2. 管装(Stick Tube)供料:保护性好但依赖“精准对接”
元件按固定方向并列排列于长条料管中,通过贴片机或外接的管装供料器,推动元件依次到达吸取位置。
- 优势
:对元件物理保护极佳,几乎无碰撞摩擦,特别适合引脚纤细、易变形、怕静电的IC、晶体管等。 - 质量影响机制与风险点
: - 引脚共面性与变形
:这是管装供料的核心风险。料管尺寸不匹配、或元件在运输中受挤压,可能导致引脚弯曲、不在同一平面。贴片机视觉可能通过,但焊接时个别引脚无法与焊膏接触,形成虚焊(Cold Solder)或开焊(Open)。这直接关联 IPC-A-610H 中对引脚共面性和焊料填充的最低要求。 - 静电放电(ESD)风险
:塑料料管在摩擦中易产生静电,对MOSFET、CMOS IC等静电敏感器件构成威胁。知识库《MAS_ESD_Prsentation_Rev_3.1》详细阐述了ESD控制的必要性。 - 料管适配与对准
:供料器导轨宽度、推进棘爪步距若与料管规格(如JEDEC标准)不符,会导致元件卡滞、推进不到位或角度偏移,引起吸取不良或贴装偏移。 - 物料追溯中断
:料管通常无法像编带一样内置条码,批次追溯更依赖人工标识和记录,管理不善易造成混料。
3. 托盘(Tray)供料:高价值元件的“专属座位”
元件被单独放置在具有矩阵型凹槽的托盘内,由贴片机的托盘供料单元(如《NPM-TT2规格说明书-中文版》、《tray_BGA》所描述)精确定位,供贴片头拾取。
- 优势
:对异形、高价值、超重、易损元件(如QFN、连接器、模块、BGA)提供最佳的个体化保护与支撑。 - 质量影响机制与风险点
: - 托盘精度与变形
:托盘本身制造精度不足,或在回流焊中经历高温后热变形,会导致凹槽位置偏差,使元件拾取坐标产生系统性偏移。这种偏移在贴装BGA、QFN等细间距器件时尤为致命,可能导致桥连(Bridging)或对位不良。 - 吸取位置(Pickup Location)稳定性
:元件在凹槽内若存在晃动空间,或托盘支撑面不平,会导致每次吸取时元件的Z轴高度/倾斜度微小变化,影响贴装压力的一致性,对需要精确控制贴装力的元件(如底部有散热焊盘的QFN)不利。 - 托盘管理复杂性
:空托盘、半载托盘、满载托盘的切换、识别与防错逻辑复杂。若系统管理不当,极易发生吸取空位、重复吸取或跳盘等错误,造成生产中断或物料错误。 - 清洁与污染
:托盘反复使用,凹槽内可能积聚灰尘、助焊剂残留,污染元件底部或引脚,影响焊接。
表1:不同供料方式对贴片质量的核心影响与风险总览
|
|
|
核心质量影响机制 | 主要质量风险点 | 潜在终端缺陷 (关联IPC-A-610H) |
|---|---|---|---|---|
| 振动盘 |
|
机械振动与碰撞 |
2. 电极/引脚磨损氧化。 3. 定向错误导致极性反。 4. 供料不稳导致抛料。 |
|
| 管装 |
|
物理防护与精密对接 |
2. ESD损伤风险。 3. 料管适配不良导致卡料/偏移。 4. 批次追溯困难。 |
|
| 托盘 |
|
个体化定位与支撑 |
2. 吸取高度/姿态波动。 3. 托盘管理逻辑错误(空/跳位)。 4. 托盘槽内污染。 |
|
系统管控:建立覆盖全流程的防御体系
我们的管控绝非单点应对,而是一个覆盖来料检验、程序设定、设备维护、生产监控的体系。
1. 来料验证与上线确认
- 振动盘
:对新引入的振动盘进行DOE(实验设计)验证(参考《DOE培训》方法),测试不同振动频率、幅度下元件的输出良率与损伤率。上线前,检查轨道清洁度、定向机构完好性。 - 管装
:依据 IPC-A-610H 及《SMT元器件焊接强度推力测试标准》相关精神,对引脚器件进行抽样共面性检查(可使用光学投影仪)。检查料管规格是否符合标准(如JEDEC),并进行ESD防护(使用电离风机、接地台车)。 - 托盘
:对关键器件托盘,使用三次元坐标测量仪或高精度相机抽检托盘凹槽的位置精度。建立托盘履历管理制度,记录使用次数、经历的最高温度,对超过寿命或明显变形的托盘进行报废或降级使用。
2. 程序设定与优化
- 通用原则
:无论何种供料方式,必须在贴片程序中对元件进行精确的拾取坐标(X, Y, Z)、吸取高度、贴装高度和视觉识别参数设定。知识库中《YAMAHA贴片机在线编程步骤》、《NPM程序制作》等文件详述了此过程。 - 针对性优化
: - 振动盘
:根据元件重量和尺寸优化供料器抛料控制参数(如吸取真空检测窗口、重试次数),减少因供料不稳导致的抛料。 - 管装
:对于长料管,设置合理的料管末端检测和管装切换逻辑,避免空跑。对于敏感器件,在元件库中启用强功能的视觉检测(如引脚计数、弯曲检测)。 - 托盘
:精确示教每一个托盘吸取位置,而非仅示教一个基准点。对于BGA等,利用《NPM-DGS程序编辑》中的功能,启用托盘翘曲(warpage)补偿(若设备支持)。严格定义托盘的使用区域和拾取顺序,防止逻辑错误。
3. 设备维护与点检
- 振动盘供料器
:定期清洁轨道,检查电磁铁、弹簧等部件,确保振动幅度和频率稳定。这是《设备异常处理保养》中预防性维护的核心。 - 管装供料器
:检查推进齿轮磨损、导轨宽度调节机构,确保动作顺畅无卡滞。每日点检静电消除设备的有效性。 - 托盘供料单元
:定期清洁托盘架定位销、托盘搬运机械手,校准其运动精度。检查托盘识别传感器(如有)是否灵敏可靠。
4. 生产现场监控与反馈
- 首件与巡检
:针对使用特殊供料方式的元件,进行重点首件核对。IPQC巡检时,不仅看贴装结果,还需观察供料器的工作状态(振动是否异常、管装推进是否顺畅、托盘有无报警)。 - 抛料率监控
:实时监控并分析不同供料方式的抛料率数据(《SMT贴片机抛料控制细则》)。将抛料率异常作为触发维护和调查的前导信号。 - 质量追溯闭环
:当炉后发现特定缺陷(如某IC虚焊集中)时,必须反向追溯至对应的供料方式、供料器编号、甚至具体料管/托盘,进行根源分析,并更新管控参数。
表2:针对不同供料方式的系统化管控要点矩阵
|
|
振动盘供料管控要点 | 管装供料管控要点 | 托盘供料管控要点 |
|---|---|---|---|
| 来料与准备 |
2. 检查轨道清洁与定向机构。 |
2. 确认料管规格符合性。 3. ESD防护措施到位。 |
2. 建立托盘履历与寿命管理。 3. 清洁托盘凹槽。 |
| 程序设定 |
|
2. 启用强视觉检测(引脚计数等)。 |
2. 启用翘曲补偿功能(如适用)。 3. 严谨设定托盘使用区域与顺序。 |
| 设备维护 |
|
|
|
| 生产监控 |
|
|
|
| 追溯与改善 |
|
|
|
稽核应答:展现系统性思维与闭环管理
面对稽核官,应如此系统性阐述与展示:
- 认知层面
:“我们认识到供料方式是影响贴片工艺输入稳定的首要环节。不同的方式各有利弊:振动盘效率高但存在机械冲击风险;管装保护性好但依赖精密对接和ESD防护;托盘则是对高价值器件的精准保障,但管理复杂。我们的管控体系正是基于对这些风险特性的深度理解而建立的。” - 体系呈现
:“这是一套覆盖物料流全过程的闭环管理。例如,对于管装IC,我们从来料会抽检引脚共面性(展示《SMT元器件焊接强度推力测试标准》中的相关理念);在程序设定中,会启用强视觉检测功能(演示程序界面);在生产中,其所在的供料器是IPQC的重点巡检点(出示巡检记录表);一旦炉后出现该IC虚焊,我们能快速追溯到具体料管批次并启动分析。” - 数据驱动
:“我们依赖数据监控。对所有供料方式的实时抛料率进行看板管理(展示数据看板)。例如,当某振动盘的抛料率连续超出管控线,系统会自动触发维护工单,我们会检查其轨道和定向机构,这往往是预防批量贴装问题的前兆。” - 标准锚定
:“我们所有的管控目标,最终都指向确保贴装的元件能形成符合 IPC-A-610H 标准的焊点。无论是防止振动导致裂纹、管装引脚变形,还是控制托盘精度偏差,都是为了满足标准中对‘元件放置准确’、‘焊点润湿良好’、‘元件本体无损伤’这些最根本的要求。”
总结而言,卓越的供料方式管理,是从深刻理解“振动、管、盘”的物理特性开始,通过一套横跨来料、编程、设备、生产、追溯的精细化、数据化管控网络,将各种供料形式固有的质量风险降至最低。 它向客户证明的,不仅是你们会操作各种供料器,更是你们拥有一套预防为主、数据驱动、闭环纠错的体系化能力,确保从“喂料”这第一公里开始,工艺就行驶在稳定、可靠的快车道上,为终端产品的高质量与高可靠性构筑了坚实的第一道防线。


不断地学习和进步
才能遇见更优秀的自己
中国1000万SMT人
最喜欢的微信公众号推荐给您:
一个聚千万人脉的SMT圈子


免责声明:本公号转载的文章、图片、音频视频文件等资料的版权归版权所有人所有,转载目的在于传递更多信息,并不代表本公众号赞同其观点和对其真实性负责。原作者认为其作品不宜供大家浏览,或不应无偿使用,请及时与我们联系,以迅速采取措施,避免给双方造成不必要的损失。