 夜雨聆风
夜雨聆风





汽车行业五大质量工具全面解析
汽车行业五大质量工具全面解析
APQP · PPAP · FMEA · MSA · SPC
这五大工具构成了全球汽车供应链质量管理的共同语言,是每一位汽车人必须掌握的核心利器。
|
导读在全球汽车行业,IATF 16949 质量管理体系是进入 Tier 1 供应商的门槛,而支撑这一体系运转的,正是由 AIAG 推行的五大核心质量工具。它们贯穿产品从概念到量产的全生命周期,读懂它们,才能真正理解汽车质量管理的底层逻辑。 |
── 五大工具详解 ──
|
01 |
事前预防 · 策划阶段 APQP — 产品质量先期策划 Advanced Product Quality Planning |
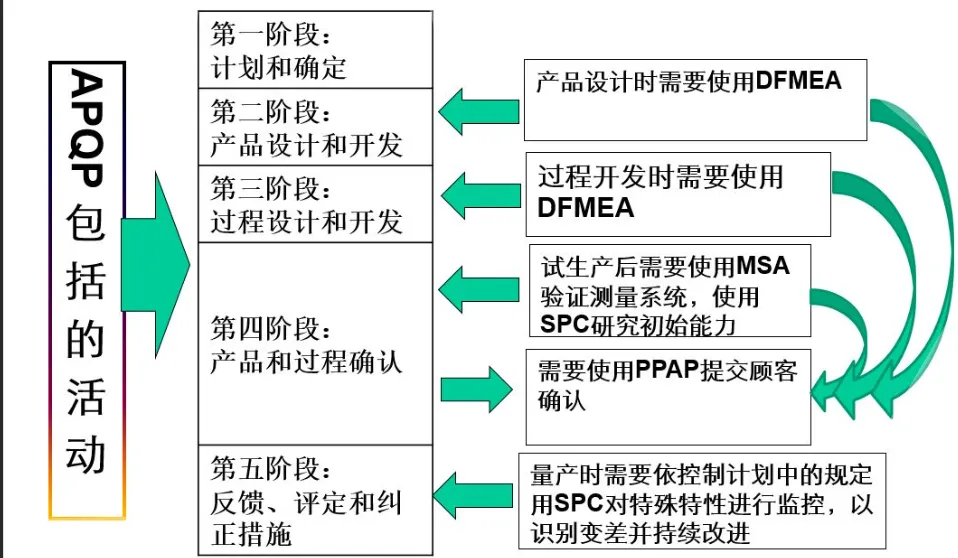
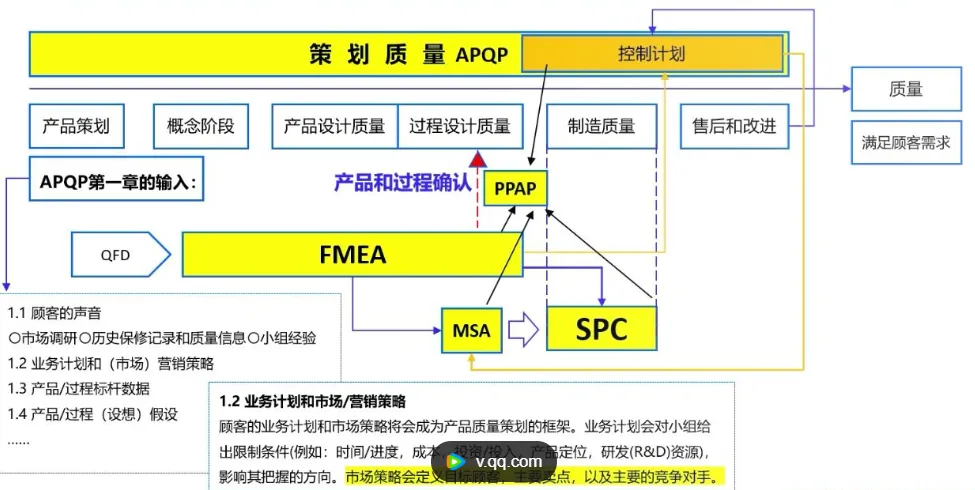
APQP 是五大工具的“总纲”与“时间轴”,规定了从立项到量产各阶段应完成的质量活动与输出物。其核心思想是:将质量问题消灭在设计与策划阶段,而非等到生产或客户端暴露后再补救——预防成本永远低于失败成本。
|
APQP 五大阶段 |
|
|
1 |
计划与确定项目:明确客户需求、设定质量目标、组建跨职能团队(CFT) |
|
2 |
产品设计与开发:完成 DFMEA、设计验证计划(DVP)、工程图纸与规范 |
|
3 |
过程设计与开发:编制过程流程图、PFMEA、控制计划(试生产版) |
|
4 |
产品与过程确认:试生产运行、MSA研究、能力初始研究、PPAP 提交 |
|
5 |
反馈、评定与纠正措施:量产后持续改进,更新控制计划与 FMEA |
|
关键输出物包括控制计划(Control Plan)、FMEA、过程流程图(PFD)。APQP 不是一份报告,而是一套跨部门协作的项目管理框架。主机厂通常要求供应商在 PPAP 提交时同步提供完整的 APQP 文件包。 |
|
02 |
批准程序 · 准入门槛 PPAP — 生产件批准程序 Production Part Approval Process |
PPAP 是供应商向主机厂证明“我具备按图纸要求稳定批量生产该零件能力”的正式程序。它是量产前的最后一道“准入关”,也是供应商与客户之间最重要的质量契约文件。PPAP 分为五个提交等级,等级越高,要求提交的文件越完整。
|
PPAP 核心要素(节选) |
|
|
1 |
设计记录:经客户批准的图纸/3D 数模,所有技术要求清晰可追溯 |
|
2 |
尺寸检验报告:按图纸 100% 检测关键特性,首件报告(FAI) |
|
3 |
初始过程能力研究:Cpk ≥ 1.67(特殊特性)或 ≥ 1.33(一般特性) |
|
4 |
材料与性能试验报告:材质证明(COC)、功能测试、耐久性验证 |
|
5 |
零件提交保证书(PSW):供应商负责人签字确认,正式提交批准 |
|
PPAP 批准状态分为三种:全批准(FC)、临时批准(IC)、拒绝(R)。未获全批准的零件原则上不允许量产供货,临时批准须附带明确的整改计划与截止日期。 |
|
03 |
风险识别 · 失效预防 FMEA — 失效模式与影响分析 Failure Mode and Effects Analysis |
FMEA 是系统性识别并预防潜在失效的结构化方法。汽车行业主要使用 DFMEA(设计FMEA)和 PFMEA(过程FMEA)两种。2019年起,AIAG 与 VDA 联合发布新版 FMEA 手册,以’行动优先级(AP)’取代传统 RPN 评分方式。
|
FMEA 分析三要素(新版 AP 体系) |
|
|
S |
严重度(Severity):失效对客户或最终用户的影响程度,1-10分,10分为最严重(如安全事故) |
|
O |
频度(Occurrence):该失效原因发生的可能性,1-10分,历史数据与过程能力共同决定 |
|
D |
探测度(Detection):现有控制手段探测到失效的能力,1分为必然探测,10分为无法探测 |
|
新版 FMEA 的核心变化:AP(行动优先级)分为 H(高/必须立即采取行动)、M(中/建议采取行动)、L(低/可选择采取行动)。优先关注高严重度项目,而非简单追求降低 RPN 数字。 |
|
04 |
测量可信度 · 数据基础 MSA — 测量系统分析 Measurement System Analysis |
在开始 SPC 控制或判断零件是否合格之前,必须先确认「测量工具本身是否可信」。MSA 正是回答这个问题的科学方法。如果测量系统本身误差过大,所有基于数据的决策都将失去意义——这是许多企业在质量管理中最容易忽视的盲点。
|
MSA 五大特性评价 |
|
|
1 |
偏倚(Bias):测量均值与真实参考值的差异,反映测量系统的准确性 |
|
2 |
重复性(Repeatability):同一人用同一量具多次测量同一零件的变差(量具本身变差) |
|
3 |
再现性(Reproducibility):不同操作者使用同一量具测量同一零件的变差(人员引入变差) |
|
4 |
稳定性(Stability):测量系统随时间的一致性,监测量具漂移与老化 |
|
5 |
线性(Linearity):在量具全量程范围内偏倚的一致性 |
|
GR&R(量具重复性与再现性)是 MSA 最常用的分析方法。判定标准:%GR&R < 10% 为优秀,10%~30% 需视情况判定,> 30% 则测量系统不可接受,必须改进。 |
|
05 |
过程监控 · 持续改进 SPC — 统计过程控制 Statistical Process Control |
SPC 是利用统计学方法实时监控制造过程稳定性的工具,由质量管理之父沃尔特·休哈特发明。其核心思想是:区分“普通原因变差”与“特殊原因变差”,在过程失控之前发出预警,将问题消灭于萌芽状态,而非依靠事后检验。
|
SPC 核心概念 |
|
|
X̄ |
均值控制图(X̄-R 图):监控过程均值的变化,判断过程是否发生系统性偏移 |
|
Cp |
过程能力指数 Cp/Cpk:Cp 衡量过程潜在能力,Cpk 同时考虑均值偏移;量产要求 Cpk ≥ 1.33 |
|
8 |
八种失控判定规则(Nelson 规则):超出控制限、连续趋势、连续单侧等,任一触发即需调查 |
|
σ |
六西格玛目标:过程的 ±6σ 范围在规格限以内,不良率约为 3.4 PPM |
|
SPC 的价值在于”预防”而非”检验”。当控制图发出失控信号时,操作员应立即停线调查,而非继续生产后靠全检来保证质量——后者成本是前者的数十倍。 |
── 五大工具总览 ──
|
APQP 产品质量先期策划 全局框架 · 5大阶段 |
PPAP 生产件批准程序 准入门槛 · 18项要素 |
FMEA 失效模式与影响分析 风险预防 · AP体系 |
MSA 测量系统分析 数据可信 · GR&R研究 |
SPC 统计过程控制 实时监控 · Cpk指数 |
掌握五大核心质量工具,是汽车行业从业者职业发展的重要基石。无论你是质量工程师、项目经理还是供应链负责人,深入理解这五大工具将让你在与主机厂及 Tier 1 的合作中游刃有余。质量不是检验出来的,而是设计和管理出来的——五大工具正是这一理念的最佳实践载体。
往期回顾:
全网最简单的Linux 操作教程——Linux用户和权限(3)
VT System _VT板卡功能使用说明
VN1600系列总线接口设备介绍驱动安装说明 ———(包括1610\1640A\1630A\1670)
第四讲 CAPL基础—-使用CANoe的Diagnostics工具进行诊断