夜雨聆风
夜雨聆风各位领导同事好:
我是质量经理背锅侠,现在由我做上周质量部周度工作总结汇报,本次汇报分为6大模块(PPT见文末):

一、本周工作概述
1.1 部门工作总体情况
质量部围绕“质量第一、持续改进”工作方针,全面开展各项质量管控工作。
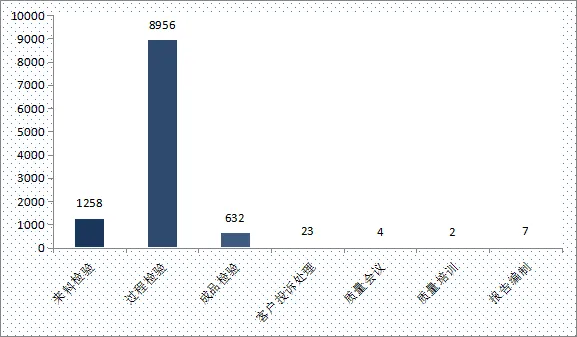
本周共完成来料检验批次1258批,过程检验点位检查8956次,成品检验出货632批,处理客户投诉23起,组织质量分析会议4次,开展质量培训2场,编制质量报告7份。整体质量指标完成情况良好,但仍有部分环节需要持续改进。
本周各项工作完成情况分布如下图所示:
1.2 关键质量指标完成情况
本周KPI完成情况如下表所示。
指标名称 | 目标值 | 本周实际 | 上周对比 | 达成情况 |
来料合格率 | 95.0% | 94.51% | -0.32% | 未达成 |
过程不良率 | 5.0% | 5.44% | -0.23% | 达成 |
成品一次交检合格率 | 97.0% | 96.8% | +0.5% | 达成 |
客户投诉率 | 3.0% | 2.85% | -0.35% | 达成 |
退货率 | 0.5% | 0.32% | -0.08% | 达成 |
投诉处理及时率 | 95.0% | 82.6% | -5.2% | 未达成 |
客户满意度 | 4.5分 | 4.2分 | -0.1分 | 未达成 |
1.3 重点工作回顾
1.3.1 来料质量控制
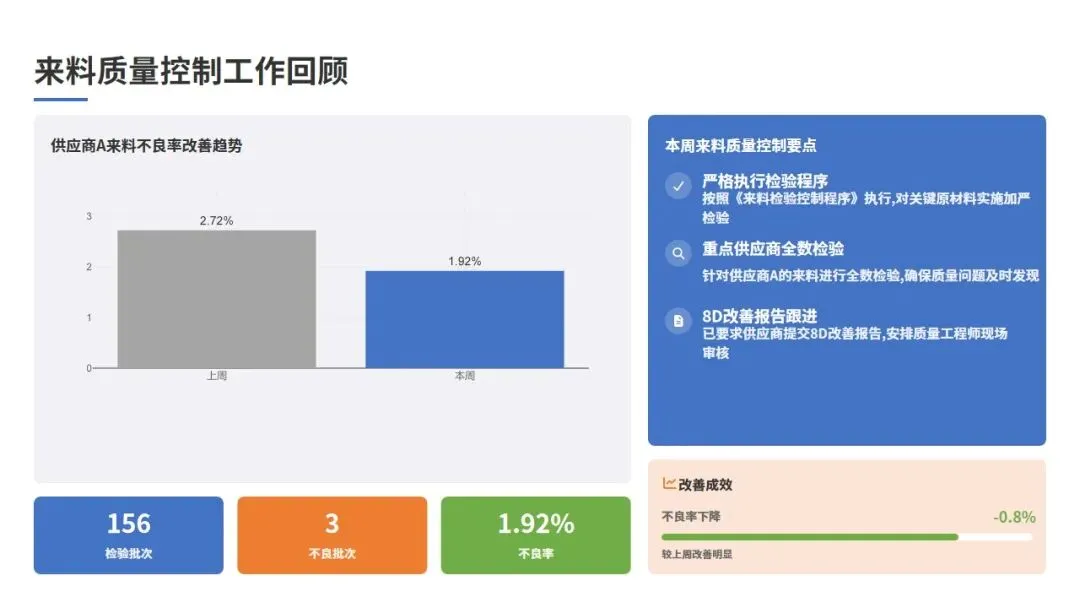
来料检验严格按照《来料检验控制程序》执行,对关键原材料实施加严检验。
针对上周发现的供应商A批次原材料尺寸超差问题,本周对该供应商的来料进行了全数检验,共检验批次156批,发现不良品3批,不良率1.92%,较上周下降0.8个百分点。SQE已与供应商沟通,要求其提交8D改善报告,并进行现场审核。
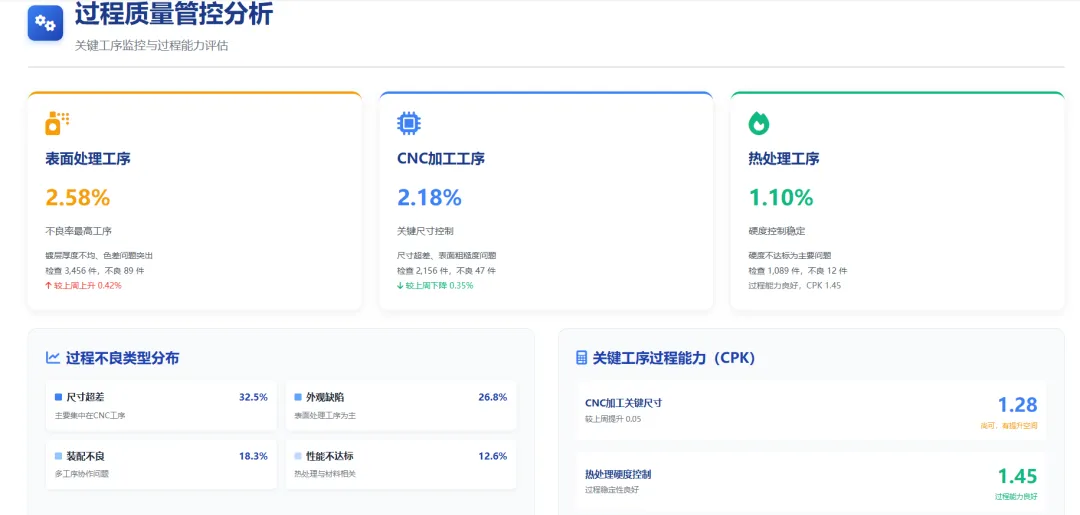
1.3.2 过程质量管控
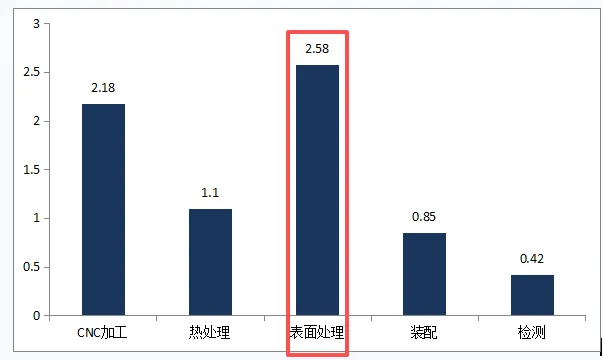
重点加强关键工序(CNC加工、热处理、表面处理)的质量监控。
CNC加工工序共检验2,156件,发现不良品47件,不良率2.18%,主要问题为尺寸超差和表面粗糙度不合格;热处理工序检验1,089件,发现不良品12件,不良率1.10%,主要为硬度不达标;表面处理工序检验3,456件,发现不良品89件,不良率2.58%,主要为镀层厚度不均和色差问题。
1.3.3 成品质量把关
共完成出货检验632批,合计15,680件产品。一次交检合格率为96.8%,较上周提升0.5个百分点。返工返修产品486件,主要问题为外观缺陷(划痕、磕碰)和包装不规范。对于返工产品,已全部按照《返工控制程序》进行处理,并进行了重新检验。
1.3.4 客户服务与投诉处理
本周共收到客户投诉23起,其中外观质量问题8起,尺寸问题6起,性能问题5起,包装问题3起,其他问题1起。已处理完成19起,处理及时率为82.6%,较上周下降5.2个百分点。未完成的4起投诉中,2起正在等待客户提供更多信息,2起正在进行原因分析和改善措施制定。客户满意度调查结果显示,本周平均满意度为4.2分(满分5分),较上周下降0.1分。

二、质量数据分析
本章对本周各项质量数据进行全面、深入的分析,通过横向与纵向对比,挖掘数据背后的深层次问题,为质量改进提供数据支撑和决策依据。
2.1 来料检验数据分析

2.1.1 来料检验总体情况
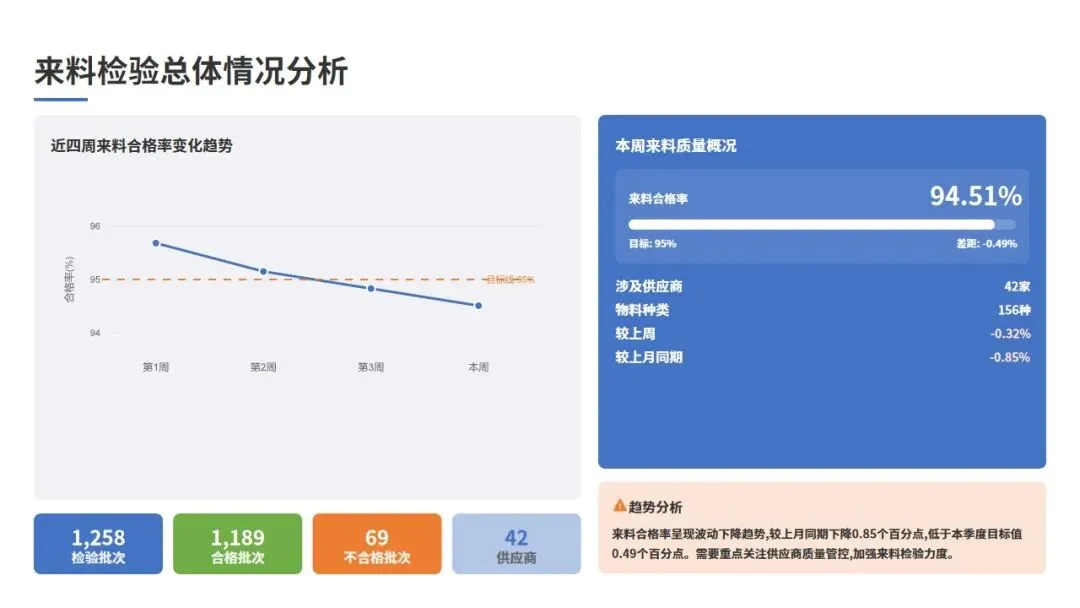
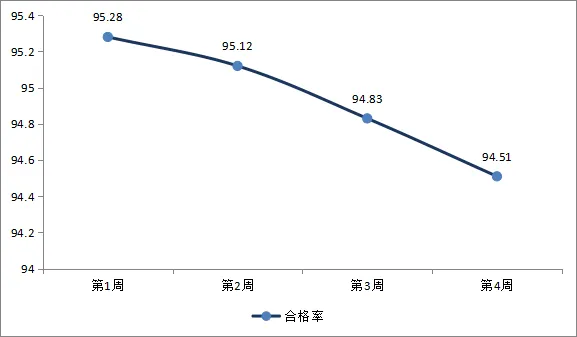
本周共完成来料检验1258批次,涉及供应商42家,物料种类156种。检验合格批次1189批,不合格批次69批,来料合格率为94.51%,较上周下降0.32个百分点,较上月同期下降0.85个百分点,较本季度目标值(95%)低0.49个百分点。
近四周来料合格率变化趋势如下图所示:
2.1.2 供应商来料质量分析
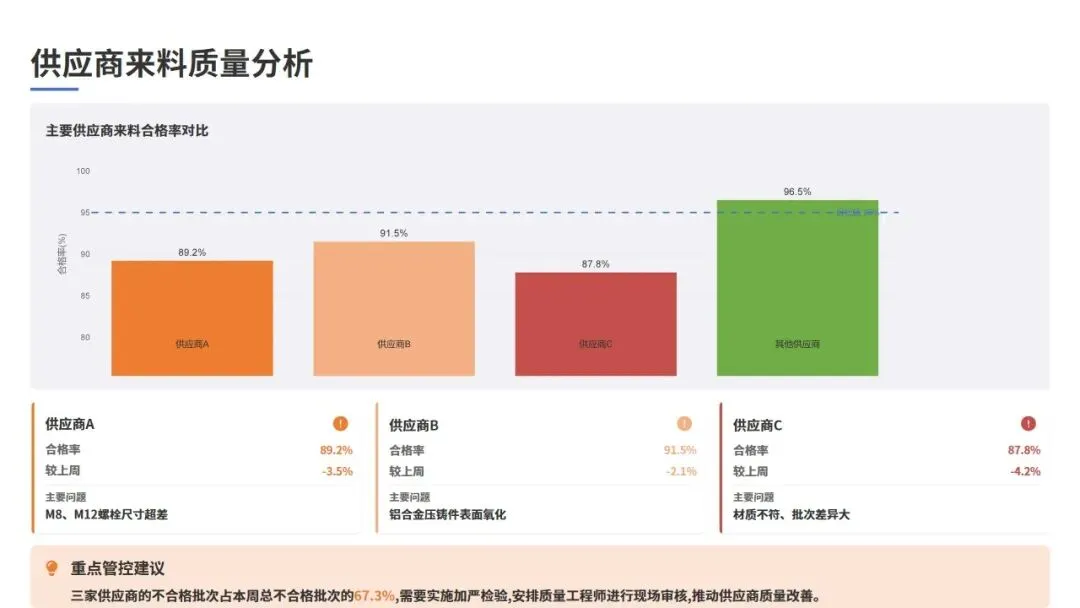
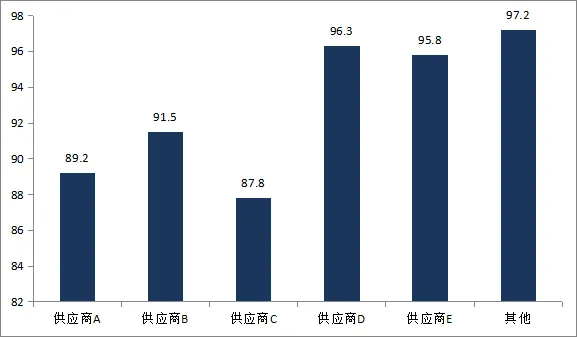
从供应商维度分析,本周来料质量问题主要集中在以下几家供应商:供应商A(合格率89.2%,较上周下降3.5%)、供应商B(合格率91.5%,较上周下降2.1%)、供应商C(合格率87.8%,较上周下降4.2%)。这三家供应商的不合格批次占本周总不合格批次的67.3%。
主要供应商来料合格率对比情况如下图所示:
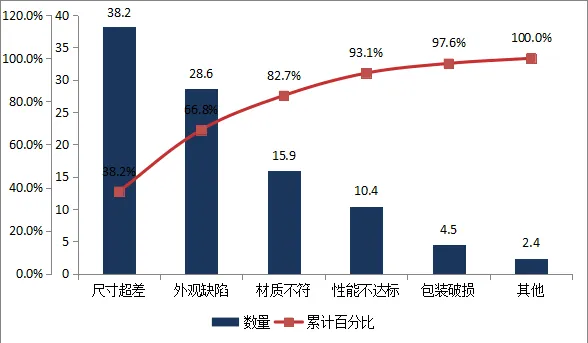
2.1.3 来料不合格类型分析
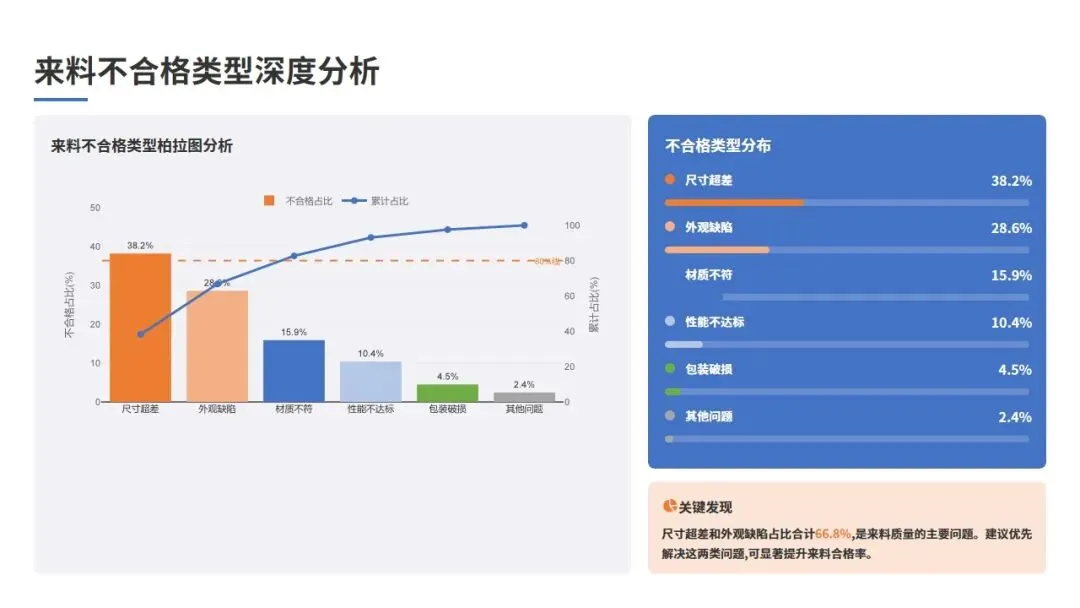
本周来料不合格问题主要集中在以下几个方面:尺寸超差(占不合格总数的38.2%)、外观缺陷(占28.6%)、材质不符(占15.9%)、性能不达标(占10.4%)、包装破损(占4.5%)、其他问题(占2.4%)。
2.1.4 来料质量问题深度剖析
通过对本周来料质量数据的深入分析,发现以下深层次问题:
第一,供应商A的尺寸超差问题主要集中在M8和M12两种规格的螺栓上,经调查发现是其模具磨损未及时更换导致,反映出供应商的过程控制能力不足;
第二,外观缺陷问题中,有62%来自供应商B的铝合金压铸件,主要是表面氧化和流痕问题,与供应商的压铸工艺参数控制不稳定有关;
第三,材质不符问题虽然占比不高,但涉及安全性能,需要高度重视,本周发现的2起材质问题均为供应商未按指定牌号供货,存在供应商管理漏洞。
2.2 过程检验数据分析
2.2.1 过程检验总体情况
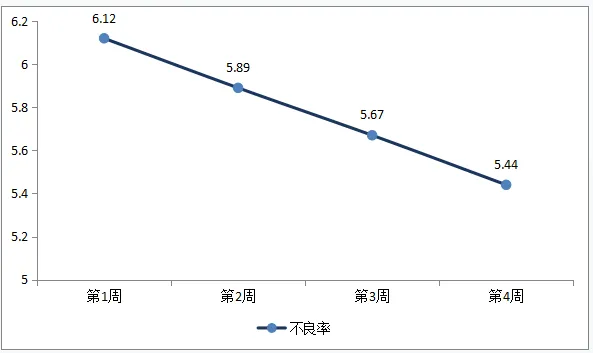
本周过程检验共完成检查8,956次,涉及生产工单186个,检查工序点156个。检查发现不良点位487个,过程不良率为5.44%,较上周下降0.23个百分点,较上月同期下降0.67个百分点,过程质量呈持续改善趋势。
近四周过程不良率变化趋势如下图所示:
2.2.2 工序不良率分析
从工序维度分析,本周不良率最高的三个工序分别是:表面处理工序(不良率2.58%)、CNC加工工序(不良率2.18%)、热处理工序(不良率1.10%)。与上周相比,CNC加工工序不良率下降0.35个百分点,改善明显;但表面处理工序不良率上升0.42个百分点,需要重点关注。
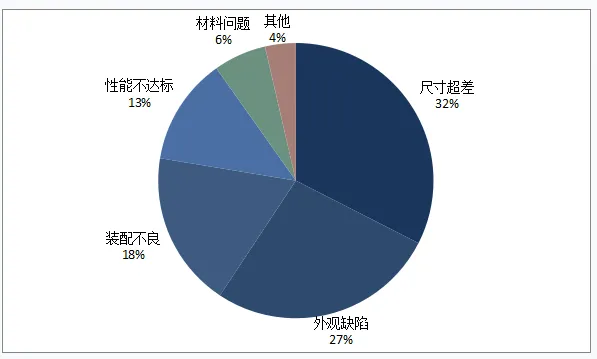
2.2.3 过程不良类型分析
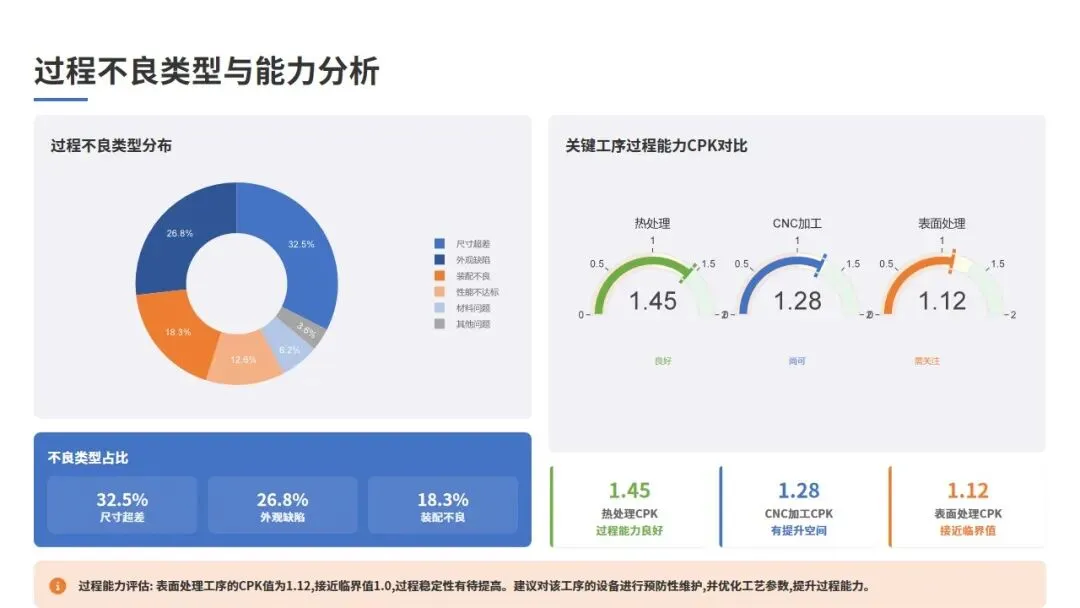
本周过程不良类型分布如下:尺寸超差(占不良总数的32.5%)、外观缺陷(占26.8%)、装配不良(占18.3%)、性能不达标(占12.6%)、材料问题(占6.2%)、其他问题(占3.6%)。其中,尺寸超差问题主要集中在CNC加工工序,外观缺陷主要集中在表面处理工序。
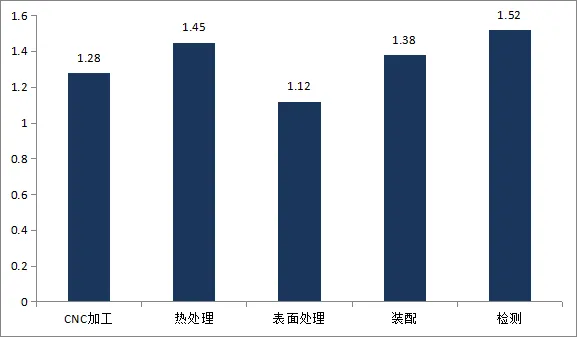
2.2.4 过程能力分析
本周对关键工序的过程能力进行了统计分析。
CNC加工工序的关键尺寸CPK平均值为1.28,较上周提升0.05,过程能力尚可但有提升空间;热处理工序的硬度控制CPK为1.45,过程能力良好;
表面处理工序的镀层厚度CPK为1.12,接近临界值,需要加强过程监控。
从数据分析可以看出,表面处理工序的过程稳定性有待提高,建议对该工序的设备进行预防性维护,并优化工艺参数。
2.3 成品检验数据分析

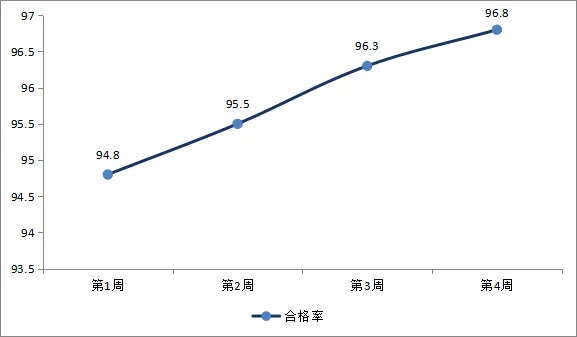
2.3.1 成品检验总体情况
本周成品检验共完成出货检验632批,合计15,680件产品。一次交检合格批次612批,不合格批次20批,一次交检合格率为96.8%,较上周提升0.5个百分点,较上月同期提升1.2个百分点,成品质量持续改善。
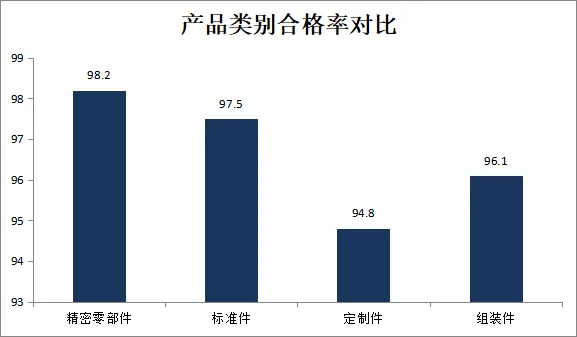
2.3.2 产品类别质量分析
从产品类别分析,本周各类产品的一次交检合格率如下:精密零部件(合格率98.2%)、标准件(合格率97.5%)、定制件(合格率94.8%)、组装件(合格率96.1%)。其中,定制件合格率相对较低,主要原因为客户需求变更频繁,工艺文件更新不及时。
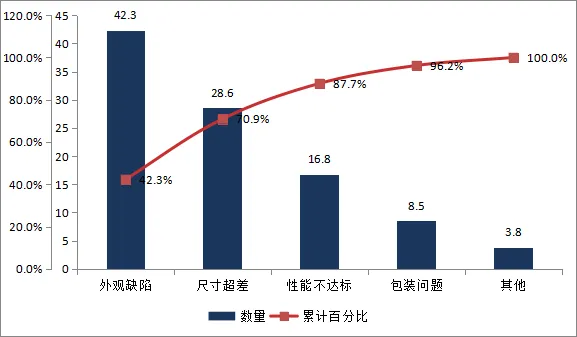
2.3.3 成品不合格分析
本周成品不合格问题主要集中在以下几个方面:外观缺陷(占不合格总数的42.3%)、尺寸超差(占28.6%)、性能不达标(占16.8%)、包装问题(占8.5%)、其他问题(占3.8%)。外观缺陷中,划痕、磕碰问题占比较高,需要加强成品防护和包装管理。
成品不合格类型柏拉图分析如下图所示:
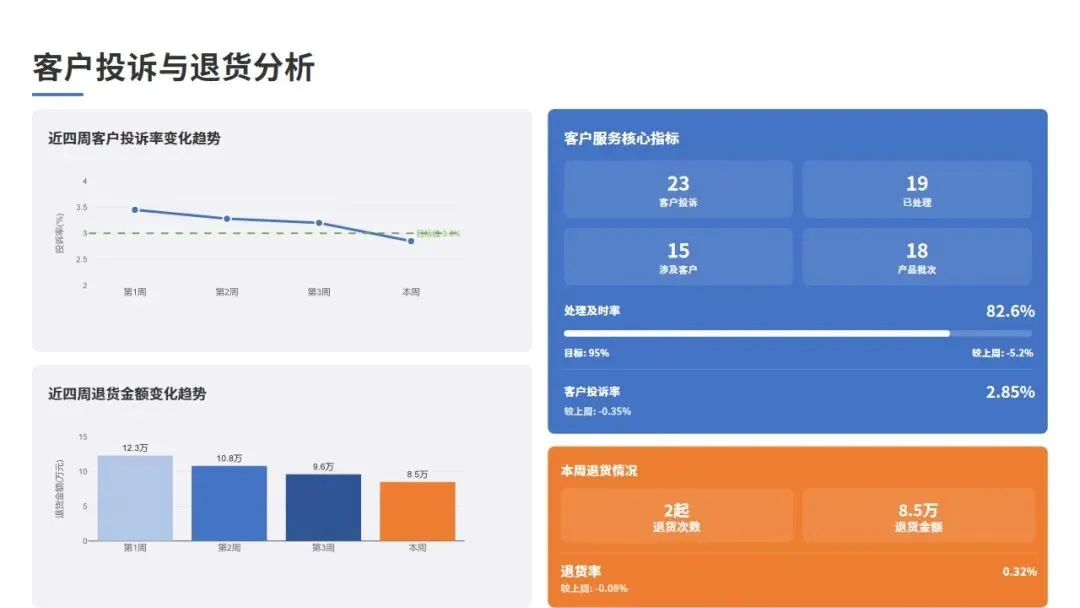
2.4 客户投诉与退货分析
2.4.1 客户投诉总体情况
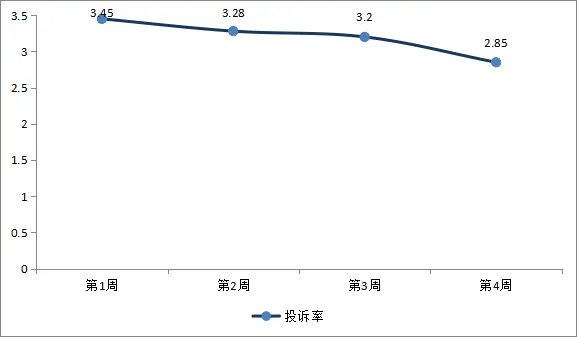
本周共收到客户投诉23起,涉及客户15家,产品批次18批。已处理完成19起,处理及时率为82.6%,较上周下降5.2个百分点。客户投诉率(投诉批次/出货批次)为2.85%,较上周下降0.35个百分点。
近四周客户投诉率变化趋势如下图所示:
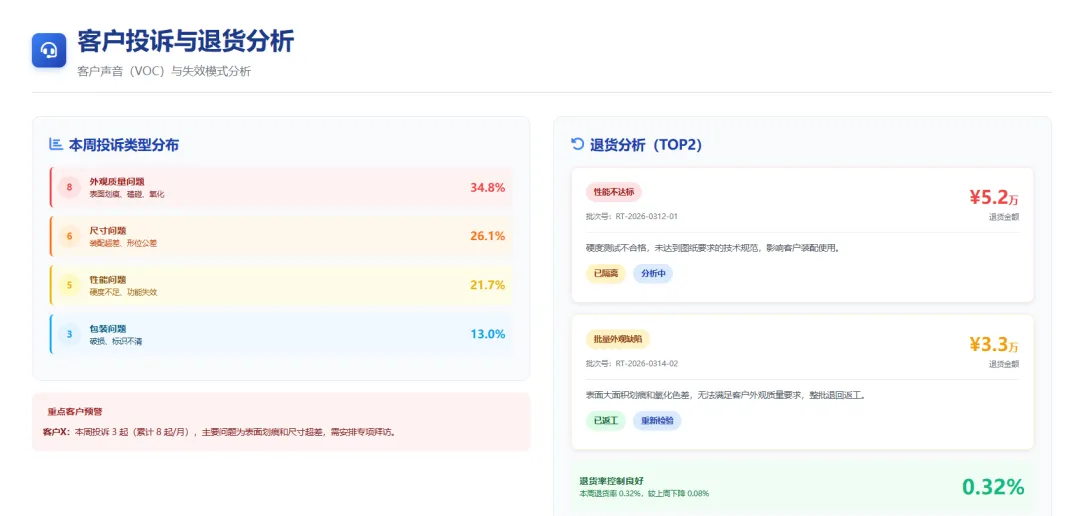
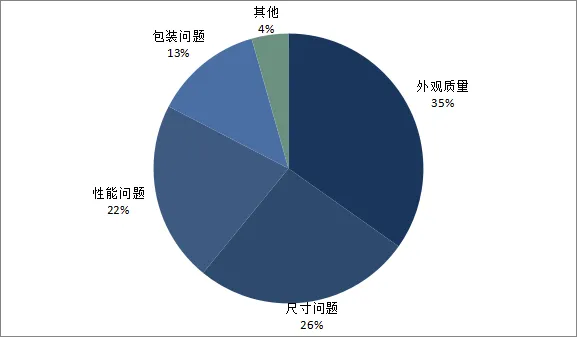
2.4.2 客户投诉类型分析
从投诉类型分析,本周客户投诉主要集中在:外观质量问题(8起,占34.8%)、尺寸问题(6起,占26.1%)、性能问题(5起,占21.7%)、包装问题(3起,占13.0%)、其他问题(1起,占4.4%)。
2.4.3 重点客户投诉分析
本周重点客户投诉情况如下:客户X投诉3起,主要问题为产品表面划痕和尺寸超差;客户Y投诉2起,主要问题为产品性能不达标;客户Z投诉2起,主要问题为包装破损导致产品损坏。针对重点客户的投诉,已安排质量工程师进行专项跟踪,并制定了针对性的改善措施。
客户投诉类型分布如下图所示:
2.4.4 退货分析
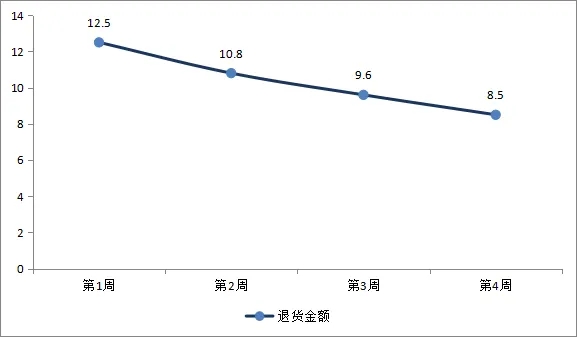
本周共发生客户退货2起,退货金额约8.5万元。
退货原因分别为:产品性能不达标(1起,金额5.2万元)、批量外观缺陷(1起,金额3.3万元)。
已按照《客户退货处理程序》进行处理,对退货产品进行了隔离、分析和返工/报废处理。退货率为0.32%,较上周下降0.08个百分点。
近四周退货金额变化趋势如下图所示:
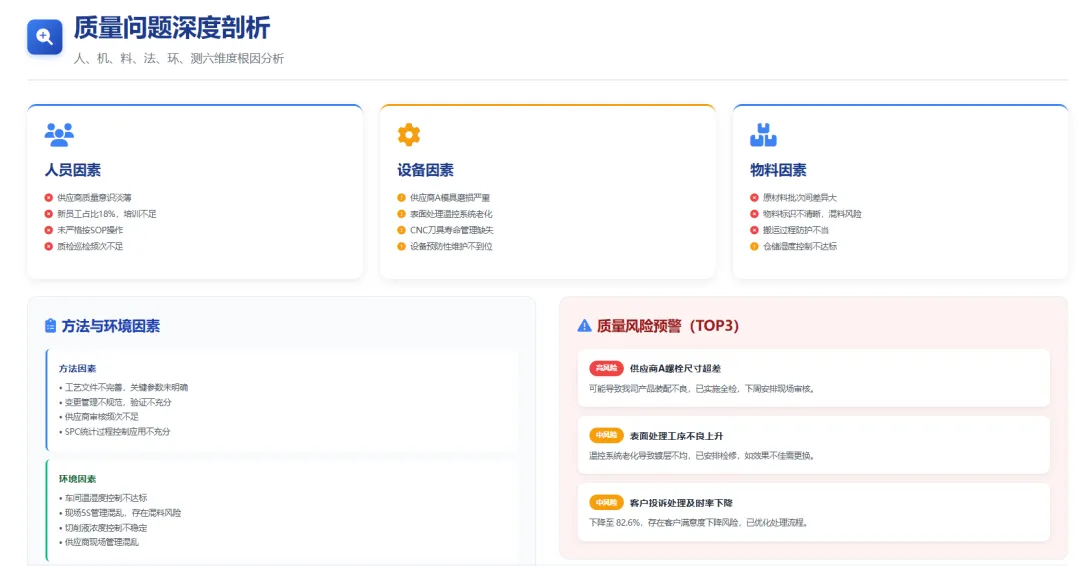
三、质量问题深度剖析
本章对本周发现的主要质量问题进行深度剖析,从人、机、料、法、环、测六个维度进行根因分析,识别问题的根本原因,为制定有效的改进措施提供依据。
3.1 主要质量问题汇总
本周共记录质量问题156项,其中来料质量问题69项,过程质量问题87项(含成品检验发现的问题)。按照严重程度和影响范围,将问题分为A类(严重)、B类(一般)、C类(轻微)三个等级。A类问题8项,B类问题45项,C类问题103项。
序号 | 问题描述 | 问题等级 | 涉及数量 | 责任部门 | 处理状态 |
1 | 供应商A螺栓尺寸超差 | A类 | 156件 | 采购部/IQC | 处理中 |
2 | 表面处理镀层不均 | A类 | 89件 | 生产部 | 处理中 |
3 | 客户X产品表面划痕 | B类 | 23件 | 生产部/包装 | 已关闭 |
4 | CNC加工尺寸偏差 | B类 | 47件 | 生产部 | 处理中 |
5 | 热处理硬度不达标 | B类 | 12件 | 生产部 | 已关闭 |
6 | 包装破损 | C类 | 15件 | 包装组 | 已关闭 |
... | 其他问题 | - | - | - | - |
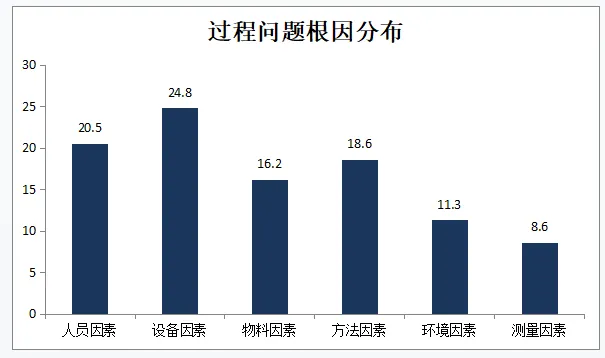
3.2 问题根因分析
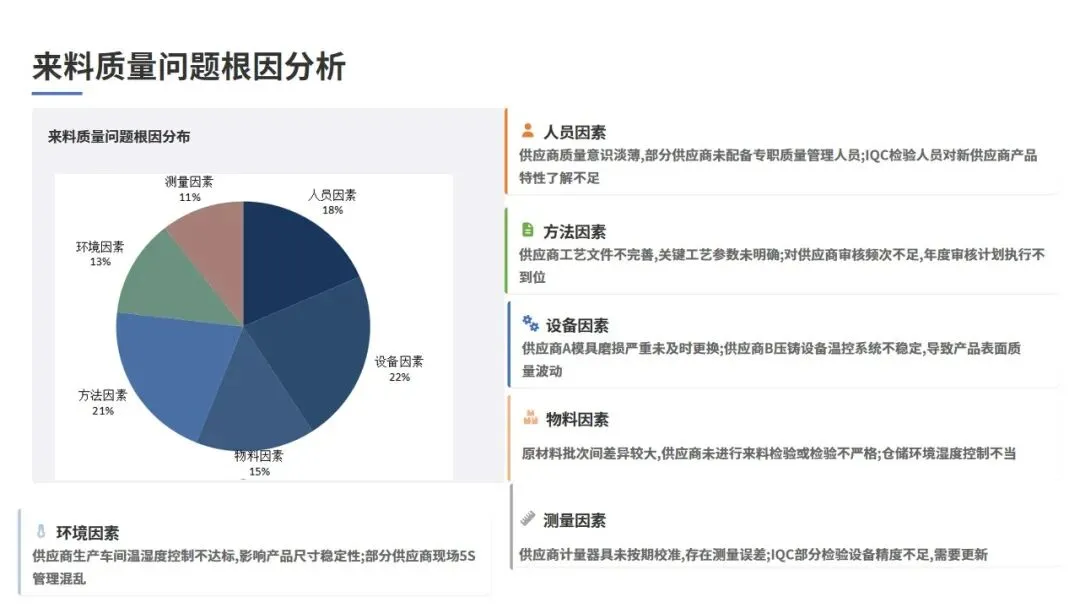
3.2.1 来料质量问题根因分析
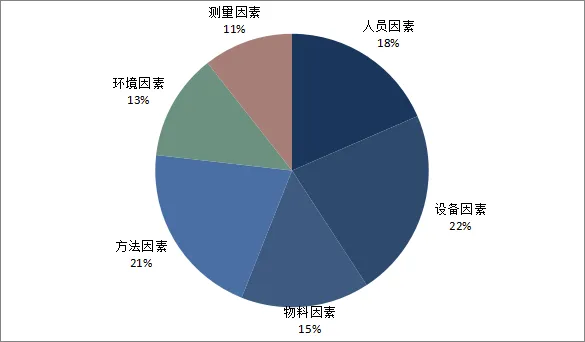
通过对本周69项来料质量问题的系统分析,运用鱼骨图和5Why分析法,识别出以下根本原因:
(1)人员因素:供应商质量意识淡薄,部分供应商未配备专职质量管理人员;我公司IQC检验人员对新供应商的产品特性了解不足,检验方法存在偏差。
(2)设备因素:供应商A的模具使用时间过长,磨损严重,未及时更换;供应商B的压铸设备温控系统不稳定,导致产品表面质量波动。
(3)物料因素:部分原材料批次间差异较大,供应商未进行来料检验或检验不严格;仓储环境湿度控制不当,导致部分材料受潮。
(4)方法因素:供应商的工艺文件不完善,关键工艺参数未明确;我公司对供应商的审核频次不足,年度审核计划执行不到位。
(5)环境因素:供应商生产车间温湿度控制不达标,影响产品尺寸稳定性;部分供应商现场5S管理混乱,存在混料风险。
(6)测量因素:供应商的计量器具未按期校准,存在测量误差;我公司IQC的部分检验设备精度不足,需要更新。
来料质量问题根因分布如下图所示:
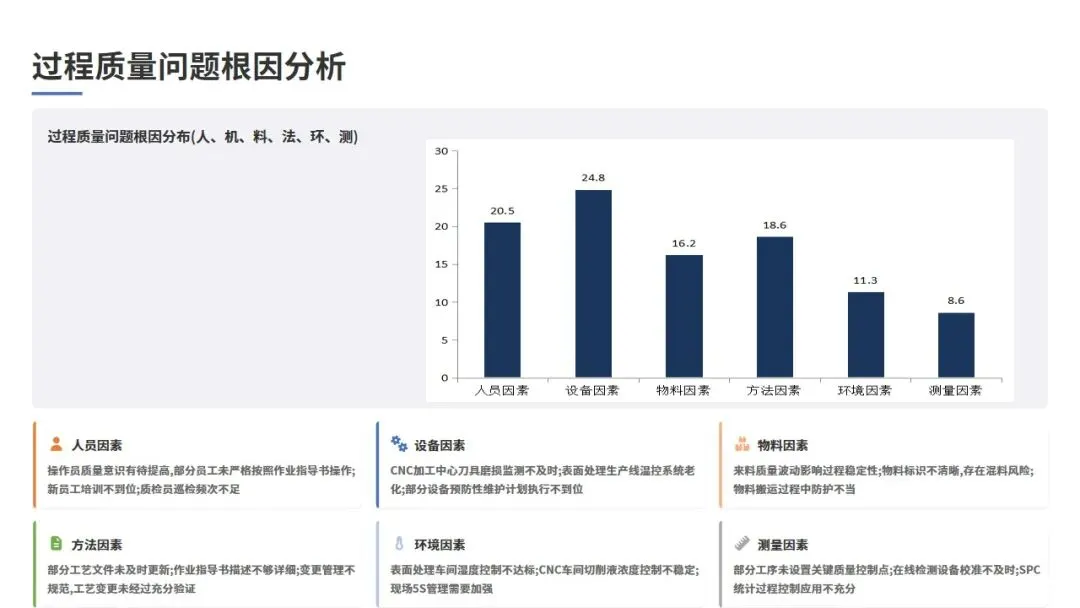
3.2.2 过程质量问题根因分析
通过对本周87项过程质量问题的深入分析,识别出以下关键根因:
(1)人员因素:操作员质量意识有待提高,部分员工未严格按照作业指导书操作;新员工培训不到位,对工艺要求理解不深入;质检员巡检频次不足,未能及时发现异常。
(2)设备因素:CNC加工中心的刀具磨损监测不及时,导致尺寸超差;表面处理生产线的温控系统老化,温度波动较大;部分设备预防性维护计划执行不到位。
(3)物料因素:来料质量波动影响过程稳定性,特别是供应商A的原材料尺寸偏差较大;物料标识不清晰,存在混料风险;物料搬运过程中防护不当,导致磕碰。
(4)方法因素:部分工艺文件未及时更新,与实际操作存在偏差;作业指导书描述不够详细,关键控制点未明确;变更管理不规范,工艺变更未经过充分验证。
(5)环境因素:表面处理车间湿度控制不达标,影响镀层质量;CNC车间切削液浓度控制不稳定,影响加工精度;现场5S管理需要加强。
(6)测量因素:部分工序未设置关键质量控制点,过程监控不足;在线检测设备校准不及时,存在测量误差;SPC统计过程控制应用不充分。
过程质量问题根因分布如下图所示:
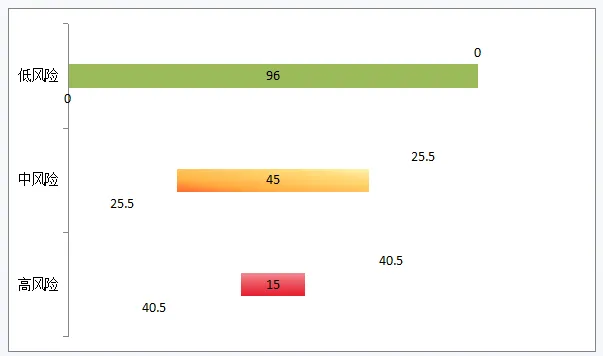
3.3 质量风险预警⭐⭐⭐
3.3.1 来料质量风险
根据本周数据分析,以下来料质量风险需重点关注:
(1)供应商A的M8、M12规格螺栓尺寸超差风险较高,可能导致我司产品装配不良;
(2)供应商B的铝合金压铸件表面质量问题频发,可能影响产品外观质量;
(3)供应商C的材质稳定性存在隐患,存在批次间差异较大的风险。建议对以上三家供应商实施加严检验,并安排质量工程师进行现场审核。
3.3.2 过程质量风险
过程质量方面,以下风险需要重点关注:
(1)表面处理工序的不良率呈上升趋势,从上周的2.16%上升至本周的2.58%,主要原因是生产线温控系统老化,需要尽快安排维修或更换;(2)CNC加工工序虽然不良率有所下降,但尺寸超差问题仍占比较高,需要加强刀具管理和过程监控;
(3)新员工比例较高(占操作员总数的18%),操作技能和质量意识需要持续提升。
3.3.3 客户投诉风险
客户投诉方面,以下风险需要重点关注:
(1)客户X近期投诉频次增加,本月已累计投诉8起,需要安排专项客户拜访,了解客户需求变化,及时解决问题;
(2)外观质量问题占客户投诉总数的34.8%,需要加强成品防护和包装管理;
(3)客户投诉处理及时率下降至82.6%,存在客户满意度下降的风险,需要优化投诉处理流程,提高响应速度。
质量风险等级分布如下图所示:
四、质量改进措施
针对本周发现的质量问题和识别的风险,质量部制定了系统的改进措施,按照PDCA循环原则,确保改进措施的有效实施和持续优化。
4.1 已实施的改进措施
4.1.1 来料质量改进措施
(1)对供应商A实施加严检验:本周对供应商A的来料进行了全数检验,共检验156批,发现不良品3批,不良率1.92%,较上周下降0.8个百分点。已要求供应商提交8D改善报告,并安排质量工程师于下周进行现场审核。
(2)更新供应商管理档案:对本周出现质量问题的供应商进行了重新评估,更新了供应商质量档案,调整了检验频次和抽样方案。将供应商A、B、C列入重点监控名单,实施月度质量评审。
(3)优化IQC检验方法:针对近期频发的尺寸超差问题,对IQC检验人员进行了专项培训,统一了检验方法和判定标准。新增了三坐标测量设备的使用培训,提高了检验精度。
4.1.2 过程质量改进措施
(1)CNC加工工序改进:加强了刀具寿命管理,建立了刀具更换预警机制,当刀具加工数量达到设定值时自动提醒更换。本周CNC加工工序不良率下降0.35个百分点,改善效果明显。
(2)表面处理工序改进:对生产线温控系统进行了检修和校准,优化了工艺参数,将镀液温度控制精度从±3℃提高到±1℃。虽然本周不良率仍有上升,但预计下周将看到改善效果。
(3)强化过程巡检:增加了关键工序的巡检频次,从每小时1次增加到每小时2次。建立了巡检问题快速响应机制,发现问题后30分钟内必须采取纠正措施。
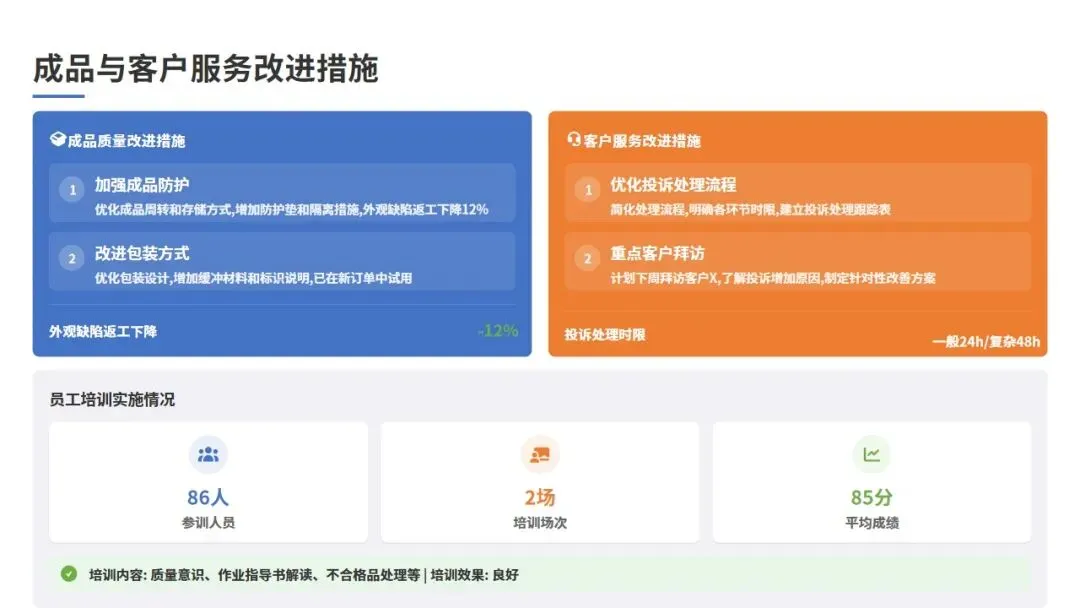
(4)员工培训:本周组织了2场质量培训,培训内容涵盖质量意识、作业指导书解读、不合格品处理等,参训人员共计86人。培训后进行考核,平均成绩85分,培训效果良好。
4.1.3 成品质量改进措施
(1)加强成品防护:优化了成品周转和存储方式,增加了防护垫和隔离措施,减少了搬运过程中的磕碰风险。本周外观缺陷导致的返工数量较上周下降12%。
(2)改进包装方式:针对客户反馈的包装问题,优化了包装设计,增加了缓冲材料和标识说明。已在新订单中开始试用新包装方案,后续将评估效果。
4.1.4 客户服务改进措施
(1)优化投诉处理流程:简化了客户投诉处理流程,明确了各环节的处理时限,要求一般投诉24小时内响应,复杂投诉48小时内给出初步方案。建立了投诉处理跟踪表,确保每起投诉都有专人跟进。
(2)重点客户拜访:计划下周对客户X进行专项拜访,了解客户近期投诉增加的原因,听取客户意见和建议,制定针对性的改善方案,提升客户满意度。
改进措施实施进度安排如下图所示:
4.2 改进效果评估
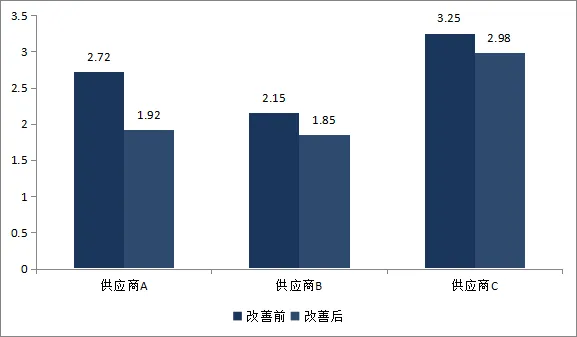
4.2.1 来料质量改善效果
通过本周实施的改进措施,来料质量呈现以下改善趋势:供应商A的来料不良率从上周的2.72%下降至本周的1.92%,改善幅度29.4%;供应商B的来料不良率从上周的2.15%下降至本周的1.85%,改善幅度14.0%;供应商C的来料不良率虽然仍有波动,但已安排专项审核,预计下周将看到改善效果。
主要供应商来料不良率改善效果对比如下图所示:
4.2.2 过程质量改善效果
过程质量改善方面,本周取得以下成效:CNC加工工序不良率从上周的2.53%下降至本周的2.18%,改善幅度13.8%;成品一次交检合格率从上周的96.3%提升至本周的96.8%,提升0.5个百分点;虽然表面处理工序不良率有所上升,但已采取纠正措施,预计下周将改善。
4.2.3 客户满意度改善效果
客户服务方面,本周客户投诉率从上周的3.20%下降至本周的2.85%,下降10.9%;退货金额从上周的9.6万元下降至本周的8.5万元,下降11.5%。虽然客户投诉处理及时率有所下降,但已优化处理流程,预计下周将改善。
改进项目 | 改善前 | 改善后 | 改善幅度 | 评价 |
供应商A不良率 | 2.72% | 1.92% | -29.4% | 显著改善 |
供应商B不良率 | 2.15% | 1.85% | -14.0% | 改善 |
CNC不良率 | 2.53% | 2.18% | -13.8% | 改善 |
成品合格率 | 96.3% | 96.8% | +0.5% | 持续改善 |
客户投诉率 | 3.20% | 2.85% | -10.9% | 改善 |
退货金额 | 9.6万 | 8.5万 | -11.5% | 改善 |
五、下周工作计划
根据本周工作总结和质量分析,制定下周详细的工作计划,明确工作目标、责任人和完成时限,确保各项工作有序推进。
5.1 重点工作安排
5.1.1 来料质量控制
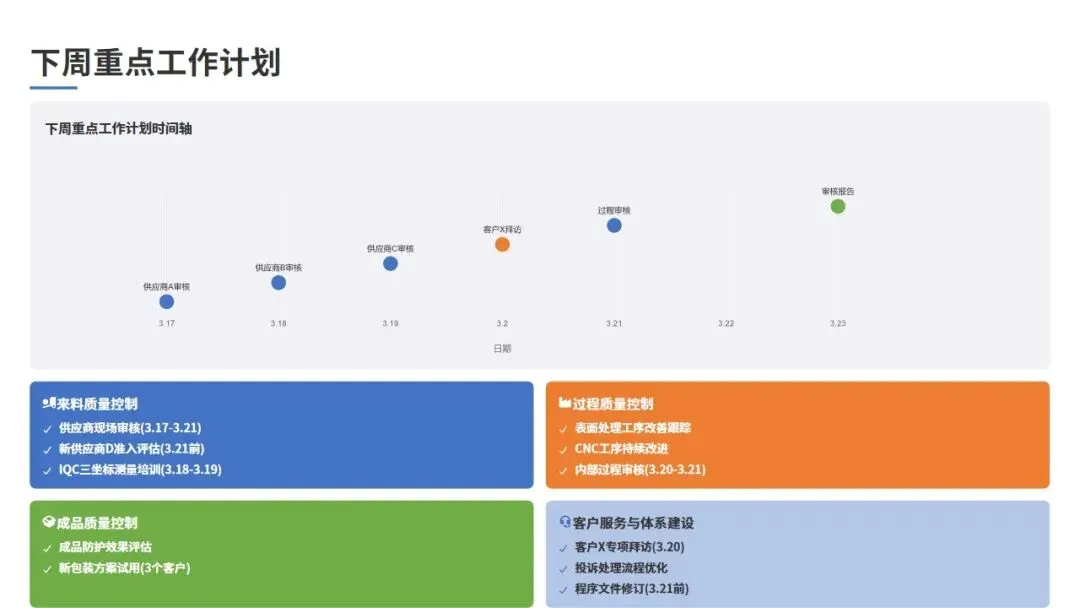
(1)供应商现场审核:下周安排质量工程师对供应商A、B、C进行现场审核,审核内容包括质量管理体系、生产过程控制、检验能力等。审核时间:供应商A(4月13-14日)、供应商B(4月15日)、供应商C(4月16-17日)。
(2)新供应商评估:完成供应商D的准入评估,包括样品检验、现场审核、质量体系评审等,预计4月18日前完成评估报告。
(3)IQC能力提升:组织IQC检验人员进行三坐标测量设备操作培训,提高检验精度和效率,培训时间4月18-19日。
5.1.2 过程质量控制
(1)表面处理工序改善跟踪:跟踪温控系统检修效果,收集改善后的质量数据,评估改善措施的有效性。如效果不理想,考虑更换温控系统。
(2)CNC工序持续改进:继续加强刀具管理,收集刀具寿命数据,优化刀具更换标准。开展操作员技能提升培训,重点讲解尺寸控制要点。
(3)过程审核:组织内部过程审核,审核范围包括CNC加工、热处理、表面处理三个工序,审核时间4月16-17日,4月19日前完成审核报告。
5.1.3 成品质量控制
(1)成品防护效果评估:评估本周实施的成品防护措施效果,统计外观缺陷返工数量变化,如效果良好则全面推广。
(2)新包装方案试用:在3个客户订单中试用新包装方案,收集客户反馈,评估包装改进效果。
5.1.4 客户服务
(1)重点客户拜访:4月15日拜访客户X,了解客户需求和意见,汇报近期质量改善措施,提升客户满意度。
(2)投诉处理流程优化:完成投诉处理流程优化,建立投诉处理跟踪机制,确保处理及时率达到95%以上。
5.1.5 质量体系建设
(1)内审员培训:组织3名内审员参加外部培训,提升审核能力,培训时间4月18-19日。
(2)程序文件修订:完成《来料检验控制程序》《不合格品控制程序》的修订,完善相关流程和要求,4月19日前完成文件审批。
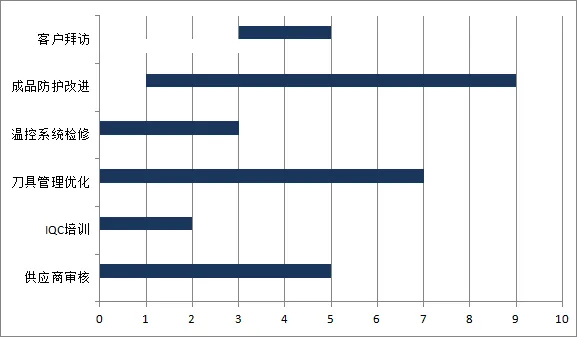
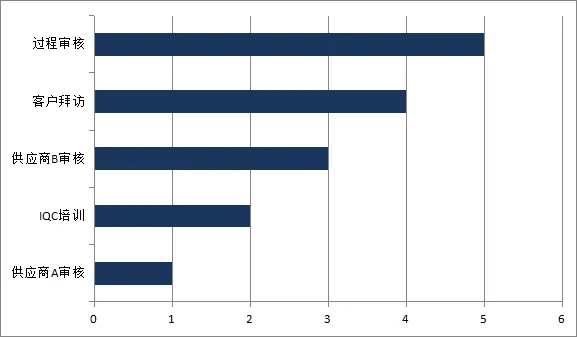
下周重点工作计划时间轴如下图所示:
5.2 质量目标设定
根据公司年度质量目标和本周质量状况,制定下周质量目标如下:
指标名称 | 本周实际 | 下周目标 | 目标说明 |
来料合格率 | 94.51% | 95.0% | 通过供应商审核和加严检验实现 |
过程不良率 | 5.44% | 5.0% | 通过表面处理工序改善实现 |
成品一次交检合格率 | 96.8% | 97.0% | 持续改进,稳步提升 |
客户投诉率 | 2.85% | 2.5% | 加强成品防护和包装管理 |
投诉处理及时率 | 82.6% | 95.0% | 优化处理流程,提高响应速度 |
客户满意度 | 4.2分 | 4.4分 | 加强客户沟通和问题解决 |
5.3 关键绩效指标(KPI)监控
下周将继续加强对关键质量指标的监控,每日统计、每周分析,及时发现异常并采取纠正措施。重点监控以下指标:来料合格率、过程不良率、成品一次交检合格率、客户投诉率、退货率、客户投诉处理及时率、客户满意度等。
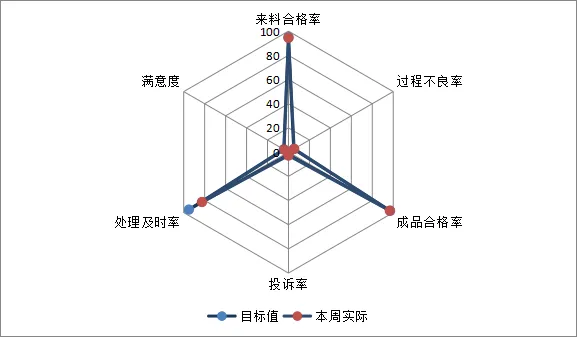
关键质量指标监控雷达图如下图所示:
六、资源需求与协调
为确保下周各项工作计划的顺利实施,需要公司各部门的支持与配合。本章列明质量部的资源需求和协调事项,请相关部门予以支持。
6.1 人力资源需求
(1)供应商审核:需要2名质量工程师参与供应商现场审核,审核时间3-4天,请生产部和采购部配合安排。
(2)过程审核:需要3名内审员参与内部过程审核,审核时间2天,请各生产车间配合安排。
(3)培训支持:需要86名操作员参加质量培训,培训时间2小时,请各车间协调生产安排,确保参训率。
6.2 设备资源需求
(1)三坐标测量设备:需要安排设备维护人员进行设备校准,确保测量精度,请设备部协调安排,时间4月17日。
(2)表面处理温控系统:如本周检修后效果不理想,需要更换新的温控系统,请设备部准备备件,预计费用3.5万元。
(3)刀具管理系统:需要IT部门协助开发刀具寿命管理模块,实现刀具使用数据的自动采集和预警功能,预计开发周期2周。
6.3 物料资源需求
(1)新包装材料:需要采购部协助采购新包装材料样品,用于新包装方案试用,预计费用0.8万元。
(2)防护材料:需要增加成品防护材料(防护垫、隔离膜等),请采购部协助采购,预计费用1.2万元。
6.4 跨部门协调事项
序号 | 协调事项 | 责任部门 | 完成时间 | 备注 |
1 | 供应商审核配合 | 采购部/生产部 | 4.14-4.19 | 安排车辆和接待 |
2 | 三坐标设备校准 | 设备部 | 4.17 | 确保测量精度 |
3 | 温控系统维修 | 设备部 | 4.17-3.19 | 准备备件 |
4 | 员工培训安排 | 人力资源部/车间 | 4.18 | 协调生产安排 |
5 | 包装材料采购 | 采购部 | 4.16-4.18 | 采购样品 |
6 | 费用预算审批 | 财务部 | 4.14 | 审核6.9万元预算 |
6.5 费用预算
下周质量改进工作预计需要费用如下:供应商审核差旅费0.6万元、设备维修/更换费3.5万元、培训费用0.3万元、包装材料费0.8万元、防护材料费1.2万元、其他费用0.5万元,合计6.9万元。请财务部审核并安排预算。
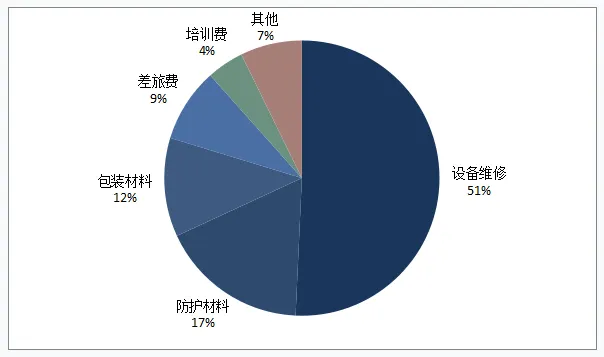
下周费用预算分布如下图所示:
七、总结与展望
7.1 本周工作总结
本周质量管理部在公司领导的正确指导和各部门的大力支持下,圆满完成了各项质量管控工作。通过全体员工的共同努力,公司产品质量总体稳定,部分质量指标持续改善。
本周工作的主要亮点包括:
(1)来料质量控制方面,通过对重点供应商实施加严检验,供应商A和B的来料不良率分别下降29.4%和14.0%,改善效果显著;
(2)过程质量控制方面,CNC加工工序不良率下降13.8%,成品一次交检合格率提升至96.8%,创近四周新高;
(3)客户服务方面,客户投诉率下降10.9%,退货金额下降11.5%,客户满意度保持在较高水平。
本周工作存在的不足包括:
(1)表面处理工序不良率有所上升,需要加强改善措施的执行和跟踪;
(2)客户投诉处理及时率下降至82.6%,需要优化处理流程;
(3)部分新员工操作技能和质量意识有待提升,需要加强培训。
7.2 下周工作展望
下周质量管理部将继续围绕“质量第一、持续改进”的工作方针,重点开展以下工作:
(1)完成三家重点供应商的现场审核,推动供应商质量改善;
(2)跟踪表面处理工序改善效果,确保不良率下降;
(3)优化客户投诉处理流程,提高处理及时率;
(4)加强员工质量培训,提升全员质量意识;
(5)完成程序文件修订,完善质量管理体系。
7.3 长期质量规划
展望未来,质量管理部将继续深化质量管理体系建设,推进质量数字化转型,提升质量管理水平。具体规划如下:
(1)推进质量数字化:引入SPC统计过程控制系统,实现关键质量参数的实时监控和预警;建设质量大数据平台,实现质量数据的自动采集、分析和可视化展示。
(2)强化供应商管理:建立供应商分级管理体系,实施差异化管理策略;推进供应商质量能力提升计划,帮助关键供应商提升质量管理水平。
(3)深化过程控制:全面推行精益生产理念,减少过程变异和浪费;建立防错机制,从源头预防质量问题的发生。
(4)提升客户满意度:建立客户质量档案,实施个性化质量管理;定期开展客户满意度调查,持续改进客户服务质量。
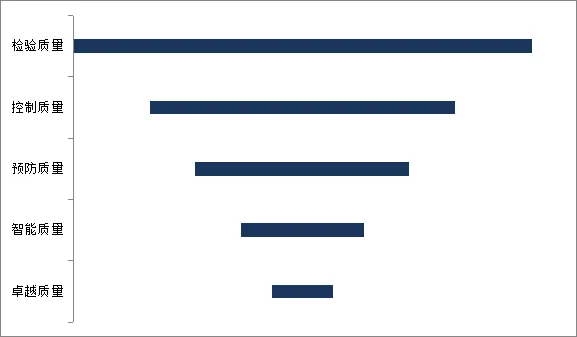
质量发展规划金字塔如下图所示:
7.4 结语
质量是企业的生命线,是企业核心竞争力的重要组成部分。质量管理部将继续秉持“精益求精、追求卓越”的质量理念,以高度的责任心和使命感,扎实做好各项质量管理工作,为公司产品质量的持续提升和企业的长远发展贡献力量。
感谢公司领导对质量工作的关心和支持,感谢各部门对质量工作的配合与协助。质量管理部全体员工将以更加饱满的热情、更加务实的作风、更加有力的措施,推动公司质量管理工作再上新台阶!