 夜雨聆风
夜雨聆风基于MAGMA软件模拟的高压内缸铸造工艺研发
罗植文,周催佰,程亚军
(四川金镭重工有限公司,四川 内江 642450)
摘 要:介绍了一种超临界汽轮机高压汽缸工艺的研发。该汽缸进汽腔室狭小,整体壁厚大,易粘砂烧结和夹渣聚集。根据铸件的复杂结构和严格的质量检验要求,通过建立基于MAGMA软件的铸造工艺数值模型,系统分析了浇注系统设计和工艺参数对铸件质量的影响规律。使用MAGMA软件模拟铸件的凝固和充型过程,提前发现生产中易产生的缺陷,并采取针对性的措施,利用MAGMA软件模拟分析和优化工艺方案,显著提升了工艺的稳定性。经生产验证,工艺研发成功,MAGMA软件模拟技术对工艺缺陷分析准确有效。
关键词:高压内缸;粘砂;铸造工艺;MAGMA;数值模型
高压内缸广泛应用于超临界、超超临界火力发电汽轮机、大型压缩机等设备,需要在高温、高压工况下长期服役。其结构复杂、壁厚差异大、材料铸造性差,容易产生缩松、缩孔、热裂、组织不均匀等严重缺陷。高压内缸传统工艺的开发依赖经验设计和反复试浇,存在研发周期长、资源消耗大、质量风险不可控等弊端。采用数值模拟技术,通过精确复现铸造过程,为工艺优化提供了判定依据。本研究聚焦某型号高压内缸铸件,利用MAGMA 软件构建高保真仿真模型,深入分析铸造缺陷的形成机理,并据此开展系统性工艺优化,以期提升铸件质量和工艺可靠性。
1 产品基本参数及技术要求
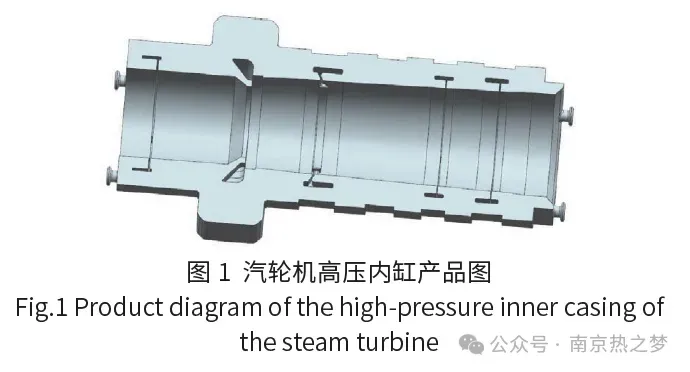
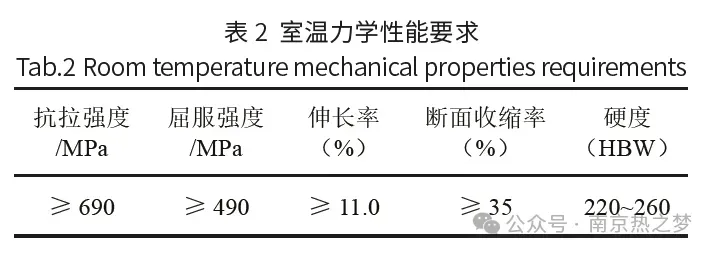
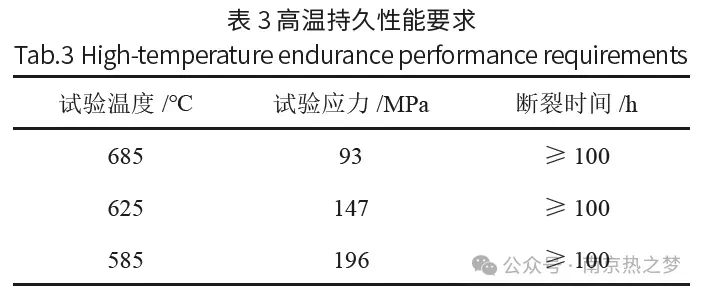
目标铸件为某型汽轮机高压内缸的上半,如图1 所示,其材质为ZG12Cr10Mo1NiWVNbN,质量9.2t,具体化学成分见表1,力学性能见表2,高温持久性能见表3。最大轮廓尺寸3070mm×1540mm×855mm,最大壁厚470mm,最小壁厚167mm,具有狭窄的内腔结构和法兰凸台。

该钢种高温强度要求较高,但凝固区间宽、热裂倾向大、体收缩率高,铸造工艺性挑战巨大。NDT探伤要求:内缸前后端面及中分面法兰深度25mm以内要求为UT1级,其余深度为UT2级;所有表面要求MT1级。尺寸公差要求不超DCTG 12级。
2 铸件结构分析
2.1 铸造难点
采用三维软件创建铸件模型,通过不同截面分析铸件的结构和热节分布,再利用MAGMA软件对热节和缩松的分布进行确认,最终确定出以下几个铸造难点:
(1)如图2所示,热节主要分布在进汽腔室附近和定位搭子连接处,该汽缸整体壁厚较大,最小值为167mm,最大值为327mm,冷铁的激冷效果被削弱,使得补缩工艺的设计变得繁杂。

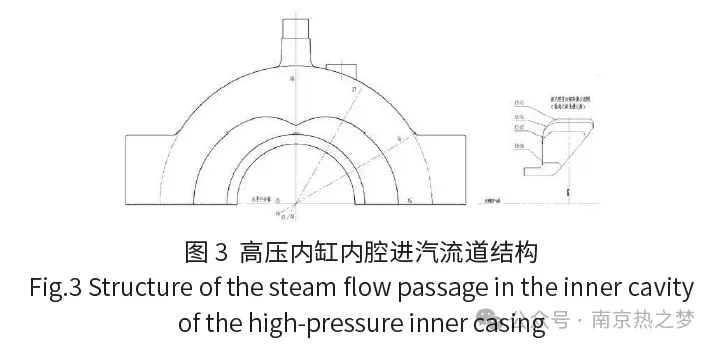
(2)如图3所示,汽缸的进汽流道为蜗壳形状的半封闭结构,高压蒸汽需经进汽流道调整压力和流向后经过动叶片推动转子旋转。进汽流道最小截面尺寸仅为25mm×45mm,该区域最大壁厚为495mm,热节大导致粘砂风险很大。流道表面清洁度要求很高,但进汽腔室型线复杂,易出现夹渣缺陷,故此为最大难点。
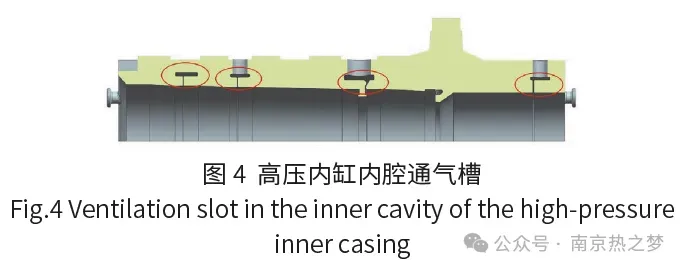
(3)如图4所示,汽缸的内腔存在4处通气槽。通气槽与内腔连通处的宽度仅10mm,4处通气槽圆周方向宽度最大仅为35mm,对应汽缸外壁厚度达到120mm,该区域极易发生粘砂且无法清理。同时,各通气槽处的砂芯厚度很薄且圆周跨度大,砂芯容易发生变形、漂芯和错位等问题。
2.2 解决措施
针对上述问题,铸造工艺初步确定采用以下几点措施:
(1)设计选择中分面朝下,汽缸背部朝上的浇注位置,该方案有以下几点优势:① 铸件背部设置保温冒口,分区明显,补缩通道畅通,通过与冒口相连接来确保铸件背部定位搭子的质量;② 铸件采用底注式浇注系统,底部浇口铺设均匀,浇注时钢液上升平缓,可以减少夹渣缺陷的产生;③ 减少了所需冒口与冷铁的数量,缩短了造型时间,提高了生产效率,也减少了切割冒口时产生裂纹的风险。
(2)铸件进汽流道砂芯全部使用碱酚醛铬铁矿砂制备,以降低流道粘砂和夹渣缺陷的风险,利用较大的芯头固定在下箱,通过增加受力面积,来减少漂芯、错位等现象。
(3)在进汽流道砂芯内部铺设薄壁金属管,并向金属管内持续通入压缩空气,来降低进汽流道砂芯的温度,降低粘砂风险。
(4)因汽缸整体壁厚较大,易烧结、粘砂。为减少粘砂及烧结缺陷的产生,保证铸件内腔的质量,背部通孔及内腔的通气槽需全部铸实,后序加工开槽,随炉制作4个焊件进行焊接成形。
(5)4处通气槽无法通过铸造成形,在通气槽与内腔连接的一侧开设半环,所有通气槽通过加工成形,探伤合格后采用单边焊双边成形的方案来焊接半环。
3 铸造工艺设计
3.1 造型方案的确定
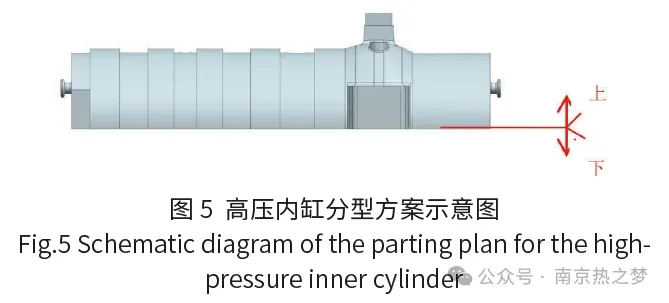
根据汽缸结构特点及初步工艺方案,选择两箱造型方案,如图5所示。明冒口和铸件本体全部位于上箱,模型芯头和浇注系统位于下箱;分型、分模面设计时考虑模具的整体性,尽量减少分模。
3.2 冒口与冷铁的设计
冒口应根据铸件的结构和热节位置进行设计。尽量用一个冒口同时补缩几个热节,对于低处的热节或同一水平面上离冒口较远的热节可设置补贴或冷铁,以保证顺序凝固和补缩通道畅通[1]。冒口所能提供的补缩液量应大于或者等于铸件的液态收缩、凝固收缩和型腔扩大量之和,即要有足够的金属液来补充铸件的收缩和型腔扩大的体积[2]。
根据铸件的结构特点和质量要求,结合分型面的位置,为了实现铸件在浇注后各个补缩区域能顺序凝固,通过MAGMA软件模拟分析,确定铸件的热节位置和模数,并利用模数法计算铸件热节模数;再通过两者的对比,确定准确的热节部位和模数,在3处热节较大的位置设置明冒口,通过放置冷铁来减小中分面法兰面的模数;计算各个冒口之间的补缩距离,并放置分区冷铁形成补缩的末端区,来增加明冒口的补缩效率。
冒口选择补缩效率高的保温冒口,补缩效率按照20%计算。通过模数法计算铸件不同区域的模数。
根据M冒口≥1.2M件,确定冒口的型号。
根据M2≥1.05~1.1M1,计算补贴的尺寸,确保缸壁及法兰的补缩梯度。
根据补缩液量需求,确定冒口的高度。
冒口的缩孔体积等于冒口的补缩效率与冒口初始体积的乘积,也等于冒口与铸件凝固体收缩所产生的收缩体积[3]:
VCmax=(η-ε)/ε×VR (1)
式(1)中:η—— 冒口的补缩效率,%;
VR—— 冒口中的初始体积,dm3;
ε—— 铸件体收缩率,%。
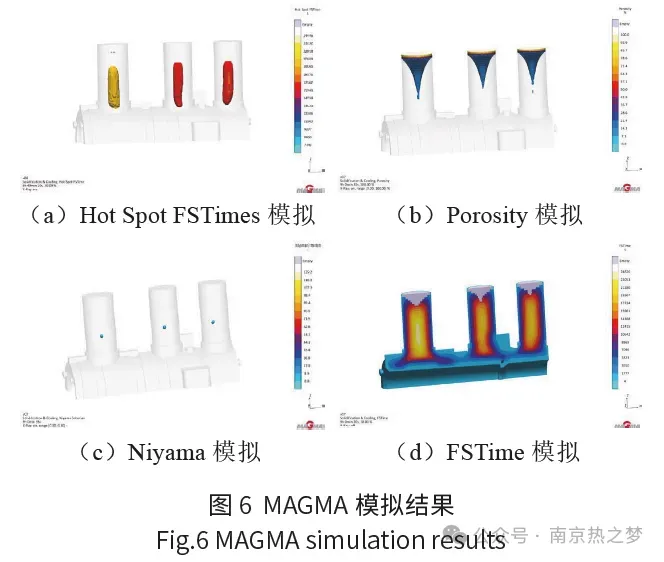
再次利用MAGMA软件对凝固过程进行模拟分析,根据Hot Spot FSTimes、Porosity、Niyama、和FSTime判断,对工艺方案进行优化,最终的工艺方案模拟结果显示:冒口补缩能力充足,补贴补缩梯度设置合理,铸件本体无缩孔、疏松倾向,如图6 所示。
3.3 浇注系统的设计
浇注系统是大型铸钢件工艺设计的重要组成部分。浇注系统的设计原则是尽量缩短钢液流程,以减少钢液对型腔的冲刷。将内浇口设置在壁厚冒口下,既可以提高冒口的补缩能力,又能将型砂产生的大量气体从冒口处及时排除[4],而好的浇注系统既可以提高铸件的表面质量和内在质量,还可以减少产生裂纹的倾向。
该高压汽缸铸件采用单包底注开放式浇注系统。浇道截面积比ΣS水口∶ΣS直∶ΣS横∶ΣS内=1∶1.2∶2∶5,又依据“二分法”原则设计内浇道和横浇道的数量,使得钢液尽可能均匀进流。
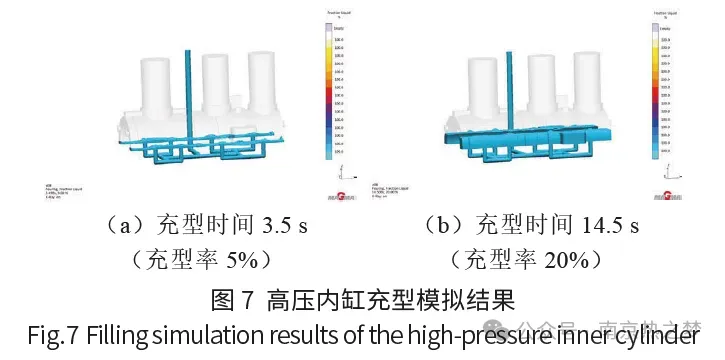
采用浇注系统设计软件计算浇注参数,计算结果如下:浇注质量15.6t,采用1个ϕ100mm 的滑动水口,8个ϕ80mm 的内浇口。内浇口平均出流速度0.56m/s,浇注时间98s,平均液面上升速度1.08m/min。
利用MAGMA软件对钢液充型过程进行模拟,充型过程中钢液平稳快速上升,无紊流、飞溅和卷气现象,如图7 所示,浇注系统设计合理。
3.4 砂芯的设计
该高压内缸采用中分面朝下的造型方案,整个铸件主体与冒口均在上箱,主芯和进汽流道砂芯主体也位于上箱,合箱后只能通过3 处明冒口观察砂芯的位置,无法有效测量和控制下芯尺寸。
因此,主芯和进汽流道芯在下箱设置下沉式定位芯头,上、下箱分型面采用箱锥进行定位,确保砂芯定位准确。主芯两边芯头依靠上箱压住,进汽流道芯两端设置扁平型芯头,芯头上端面与分型面平齐,并根据砂箱尺寸增大芯头的尺寸,以增加砂芯的稳定性,防止漂芯、砂芯倾倒等问题。在芯头的一端做防错切角定位,保证进汽腔室砂芯位置的准确,如图8所示。

3.5 防粘砂、夹渣设计
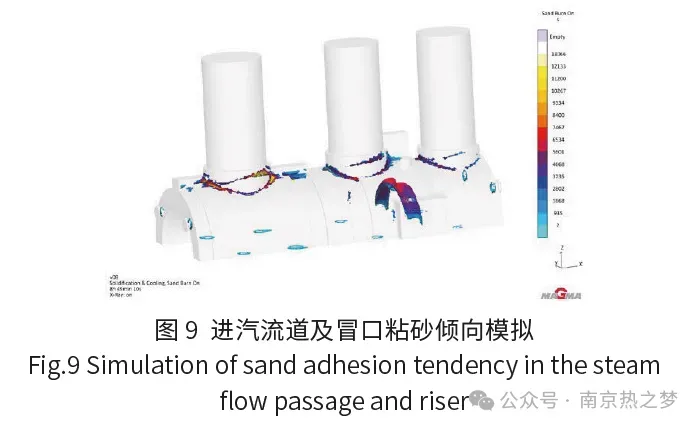
该高压内缸铸件进汽流道空间狭小且汽缸缸壁壁厚大,浇注完成后流道砂芯会被型腔内的钢液长时间高温烘烤,易形成粘砂。由于铸件整体壁厚较厚、热节大,因此所需的冒口也大,冒口周边温度较高,容易出现粘砂,MAGMA软件的粘砂倾向分析结果显示,冒口周围与进汽流道存在粘砂倾向,如图9所示。
造型时需要着重考虑冒口颈部周围与进汽流道砂芯部位防粘砂措施。因此,流道砂芯采用碱酚醛铬铁矿砂制作,采用震动紧实,确保砂芯紧实度。冒口颈与铸件本体接触的部位设置圆角R50,增大冒口颈局部砂型与钢液的接触面积,避免局部型砂过热烧结。冒口颈周围铺设厚度大于80mm碱酚醛铬铁矿砂,确保砂型紧实度。
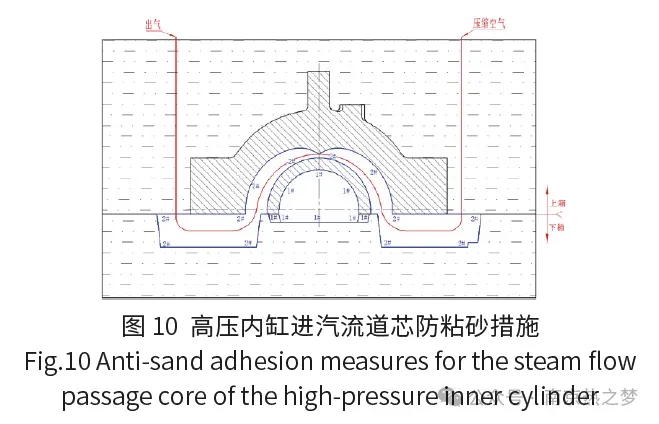
此外,对于进汽流道砂芯,在砂芯内部铺设薄壁金属管,金属管内持续通入压缩空气,来降低进汽流道芯内的砂芯温度,并在两边大芯头部位增加排气绳,加大整个砂芯的排气量,降低粘砂风险,减少流道表面缺陷,提高进汽流道的质量,如图10所示。
在高压内缸铸件背部明冒口覆盖不到的地方设置集渣槽,并与明冒口相连,可以更进一步减少铸件本体产生夹渣缺陷的风险。
4 生产验证
该高压内缸铸件已生产4套,造型过程操作方便,铸件壁厚控制合理,整个缸体经UT探伤检查未发现缩松缺陷,流道未发生粘砂问题。
铸件化学成分、力学性能、流道的表面质量等均符合顾客的规范要求,产品如图11所示。证明该产品造型方案、冒口设计以及浇注系统的设计合理有效,基于MAGMA软件模拟的产品铸造工艺研发获得了成功。
5 结论
综合前期模拟结果以及生产验证结果,得出以下结论:
(1)MAGMA软件的模拟分析对于铸造工艺方案有着很大的辅助作用,可以提前预警和评估出铸件关键部位的缺陷问题。
(2)同类型汽缸可参考采用本研究中的分型方案,有效减少粘砂以及夹渣缺陷的产生,同时也能大大提高造型生产的效率。
(3)采用底注式浇注系统,合理设置内浇口的数量以及水口大小,可以有效控制钢液喷溅、紊流等问题,避免浇注过程钢液二次氧化及卷渣问题。
参考文献
[1] 李新亚. 铸造手册(第5 卷):铸造工艺[M]. 北京:机械工业出版社,2011:30.
[2] 李荣德,米国发. 铸造工艺学[M]. 北京:机械工业出版社,2013:195.
[3] 李晨希. 铸造工艺设计及铸件缺陷控制[M]. 北京:化学工业出版社,2009: 160-161.
[4] 梁德雄,陈山薇. 浅议大型铸钢件浇注系统的设计[J]. 装备制造技术,2009(3):145-146.
论文发表于:铸造工程.2026.01.61-65.
(来源:中铸协铸钢委 南京热之梦)
1、铸造工程师之家所发布未注明原创的文章均转载自网络,本着共享互利的原则,收集整理的资料,经编辑后发送。所有内容仅供学习、研讨、参考之用,不用于任何商业用途!
2、如果您认为铸造工程师之家所发布的内容中图片及文字涉及版权事宜请及时联系告知。接到告知后将会及时进行删除。
3、铸造工程师之家发布注明原创的文章,欢迎各平台转发分享,但请注明转载来源及原作者。
4、铸造工程师之家不对转载内容的真实性负责,并不承担由此引起的法律责任!
