 夜雨聆风
夜雨聆风提升效率,降低加工成本,是我们SMT人不变的追求。
其中,将手插元件从波峰焊工艺改为通孔回流焊工艺,是各工厂大力推行的方案。
要实现通孔回流焊接,需要满足以哪些条件呢?
一.最关键是元件耐温的特性
1.1. 手插件通常采用波峰焊、选择性波峰焊或手工焊完成焊接。
1.2.而提到回流焊,则是在贴片后利用回流焊设备来焊接。
1.3.如果还有不明之处,可以参考#大揭秘波峰焊与回流焊详细说明回流焊和波峰焊工艺流程及特点。
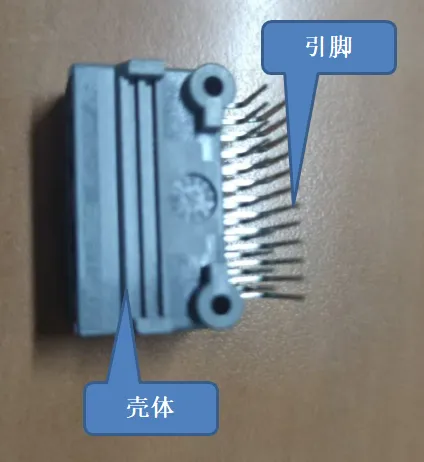
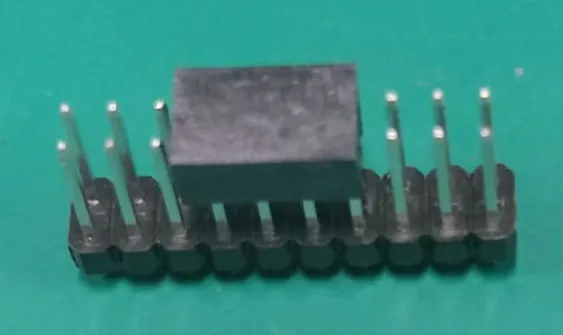
1.4.手插件由壳体和引脚两个主要部分组成
1.5.其中介绍了两种工艺,及焊接要求,其中最重要的是回流焊是整个元件(壳体和引脚)能满足230至260℃,焊接时间40秒左右要求;而波峰焊,选焊和手焊则只要引脚能满足焊接温度255至265℃,焊接时间只有2至3秒的要求,这个温度和时间,热量还不足以完全传递到壳体(无铅焊接壳体实测温度会在150度左右)上面,就完成了焊接。
1.6.要取得耐温要求,没有比元件供应商更了解它的了,可以找供应商要TDS文件;也可以取得实物样品,实际过下回流焊,通过自己实际取得是否能过回流焊的数据信息。
以上是满足通孔回流的主要条件。
下面分享其它影响因素:
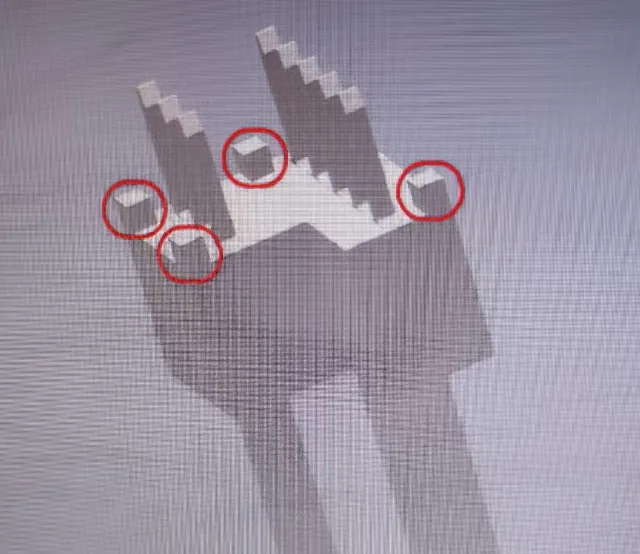
二.连接器PIN针根部,四角垫高0.3毫米
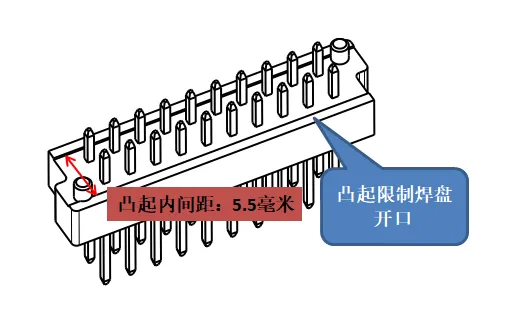
2.1.最好设计:可以从钢网厚度,周边扩孔来保证锡量。
2.2.次之设计:周边有影响锡量的挡条,易少锡,可用阶梯钢网来弥补
2.3.最差设计:没有垫高,插件后,易挤出锡球(满足耐温要求,但是PIN脚底部是平的,无局部抬高处理,会挤压出锡造成锡球)

三.PCB要求
3.1.PIN通孔要求-孔径:比针大0.2~0.3mm,机器贴装;手插则无妨碍,能顺利插入即可。
3.2.PIN通孔壁厚要求-孔壁铜厚:≥25μm;太薄不好上锡,易空洞
3.3.焊盘:大圈焊盘,不要小焊盘(焊盘外径:≥孔径+ 0.6mm)
四.钢网;
最好选择0.15毫米以上,0.2毫米最佳,保证锡量(经验分享)。
开口在不连锡,没有焊接不良时,尽量外扩,满足锡量要求。
五.元件情况
5.1.元件必须有吸取位置
如下面情况则不能实现机贴,有的贴片机可以改善成夹抓,可以抓取元件进行识别贴装。
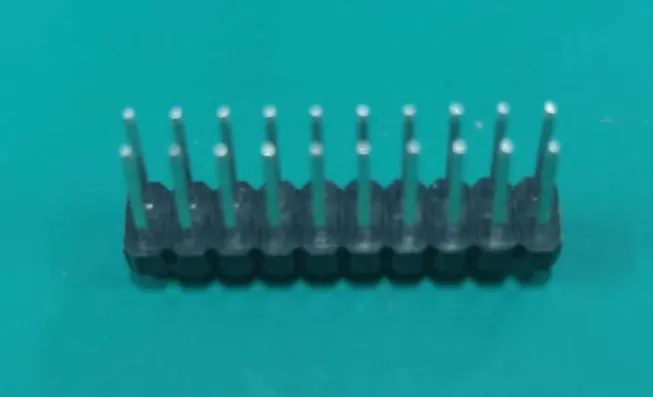
而这种有耐高温的可吸取PAD,可以满足通用设备,吸取贴装
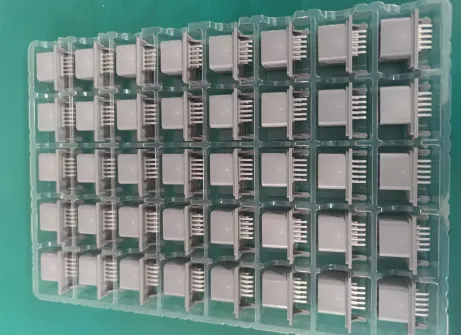
5.2.通常使用多为卷带料及TRAY方式供料,按照自有设备特点,选择合适的供料方式。
常用卷带供料

TRAY供料
六.贴片机吸取条件
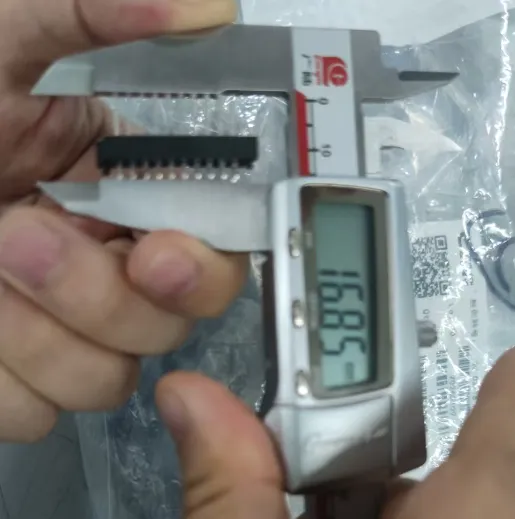
连接器本身较高,对应的贴片机必须能满足吸取高度。
如连接器本身高度16.85毫米,贴片机自身吸取高度必须>16.85毫米 贴装头,才能完成吸取动作。
NPM则只能用贴片头V2,而8吸嘴贴片头则不可以。

七.检验标准
需要满足通孔回流要求,焊盘润湿和孔部填充要求。
7.1.焊盘表面100% 覆盖焊锡,无缩锡、露铜、拉尖、虚焊。
7.2.通孔填充率 ≥ 75%(行业标准)。
7.3.引脚根部无空洞、无缩孔,锡面光亮、爬锡均匀。
#PCB #PCBA #手插件 #回流焊 #波峰焊 #通孔回流
以上是我总结的主要判定及需要考虑的因素,你有什么看法呢,请留言说明。
