 夜雨聆风
夜雨聆风
在钣金折弯加工中,Z形折弯是常用的成型工艺,由两次反向折弯构成,和普通L形折弯工艺相近,但受模具结构限制,加工要求更高,存在专属的最小折弯高度限制。在实际生产中,折弯边高度过小会出现折不到位、板材变形、模具磕碰等问题,因此掌握Z形折弯最小折弯高度,是保障钣金加工合格率的关键。
相较于基础的L形折弯,Z形折弯的最小折弯边尺寸更大。核心原因是Z形折弯需要双向折弯成型,下模的结构、模口间距和侧边尺寸会形成硬性干涉,而L形折弯仅为单次单向折弯,模具限制更少,这也是两种折弯工艺最小尺寸的核心区别。
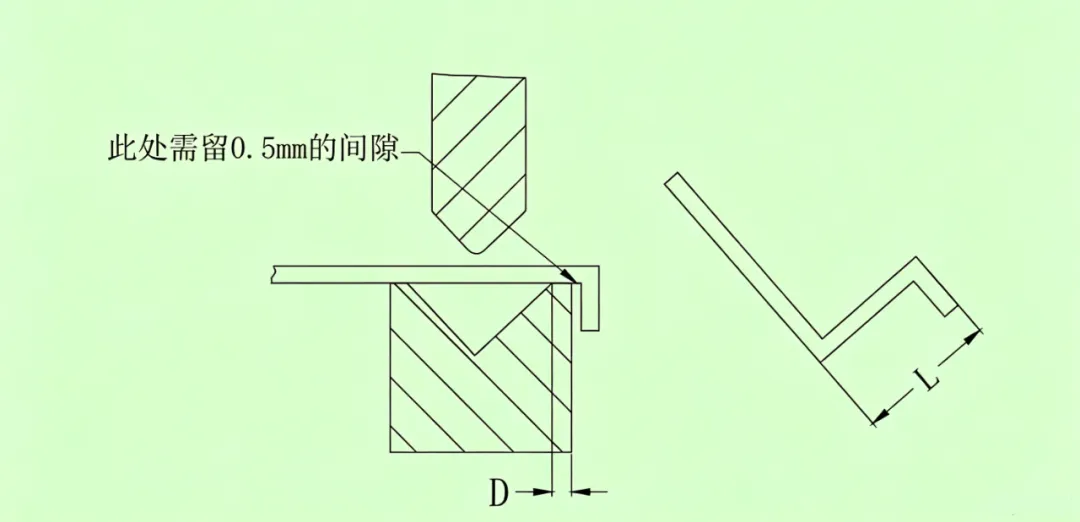
行业内有固定的Z形折弯最小折弯边计算公式,可精准测算加工极限尺寸,公式为:Lmin=(B+4)÷3+D+0.5+T。公式中,Lmin代表Z形折弯的最小折弯高度,B为折弯下模的最小模宽,D是下模模口到侧边的结构尺寸,该尺寸常规大于5mm,T为钣金板材厚度,同时加工时需预留0.5mm安全间隙,避免板材与模具硬性接触产生划痕、变形。
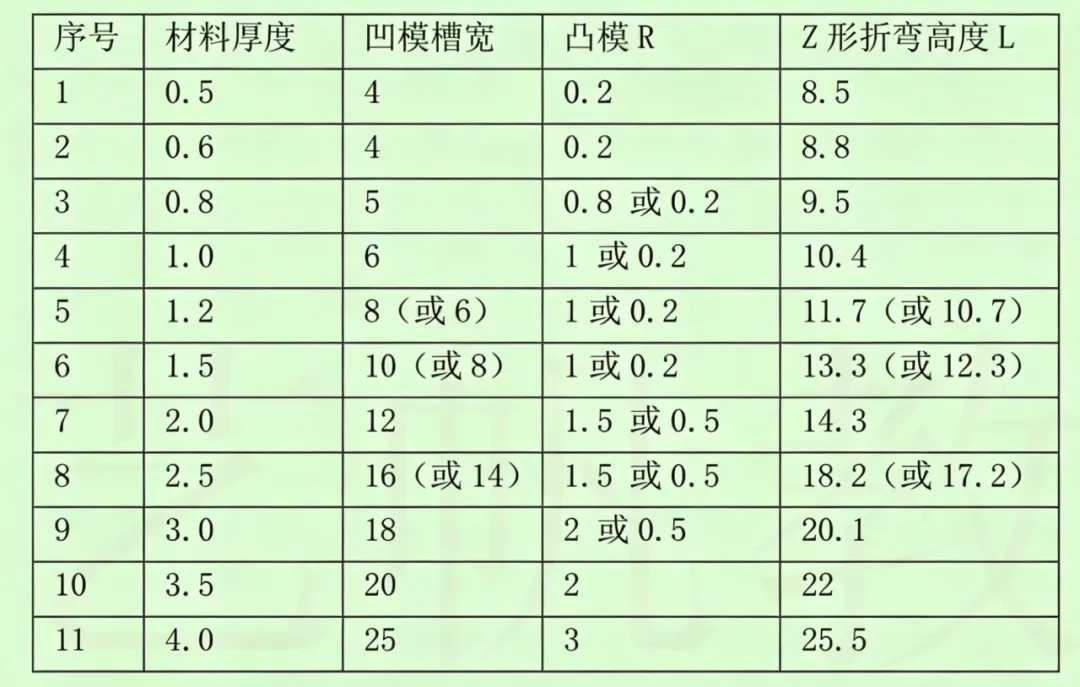
为适配批量加工需求,行业整理了不同板厚对应的Z形折弯最小尺寸参考表,操作人员可根据板材厚度直接对照取值,简化测算流程。实际加工中,需严格遵循最小高度标准,若折弯边小于计算值,会出现折弯角度偏差、板材拉伸变形、模具损坏等问题。
综上,Z形折弯最小高度由模具结构、板厚、加工间隙共同决定。加工时结合公式测算与标准参数表取值,规避尺寸极限问题,既能保证钣金成型精度,又能提升加工效率、降低报废率,是钣金折弯加工不可或缺的工艺依据。
钣金干货点击下方阅读原文
