夜雨聆风
夜雨聆风一、波峰焊流向定义
波峰焊流向又称 PCB 传送方向,指 PCBA 在波峰焊设备内,板面与熔融焊锡料波峰的相对运动方向,为波峰焊工艺核心基准。
流向选型直接决定焊锡与元器件交互状态,影响焊接品质及生产良品率。
以生产经验及实例说明,具体流向要求及避免焊接不良产生。
二、PCBA流向确定基本原则及避坑说明
1. 长边优先原则
特殊特例:若 PCB 短边布设间距≤2.54mm 密脚连接器、排针时,以密脚器件排布方向优先确定过炉流向。
2. 防焊接阴影原则(一般矮前高后布局,设计后DFM时要注意)
2.1.进板上游侧:布置电阻、小电容、二极管、小IC等矮小贴片/直插元件;
2.2.出板下游侧:布置电解电容、大电感、变压器、散热器、高体连接器等高大元件;
2.3.高大元件前置管控:无法后置时,元件与下游引脚间距需≥元件高度的2~3倍,保证焊锡绕流顺畅;
2.4.布局辅助要求:元件两端需同步接触焊料波峰,规避受热不均导致的立碑不良;SOP封装、连接器需平行于传送方向布局,减少脱锡侧引脚数量,防止焊料堆积、连锡。
3. 多引脚器件防连锡布局原则
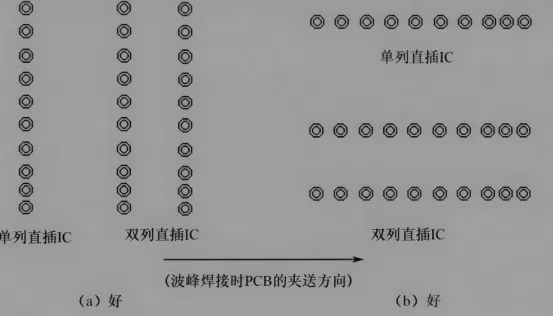
3.1.直插排针、连接器、插座:器件长轴平行过炉流向,引脚垂直流向,实现逐引脚过锡、脱锡顺畅;
3.2.双列直插DIP-IC:长轴平行流向,杜绝末排引脚桥连连锡;
3.3.底面SMD片式元件:长轴垂直流向或45°斜向布局,降低封装体对焊料流动阻挡,减少立碑、连锡缺陷;
3.4.密脚引脚分级管控:
A.引脚中心距≤1.27mm:高密脚,波峰焊高风险器件,引脚出板长度(元件插入后,元件引脚超出PCB面的长度)管控0.8~1.5mm,不出现焊接问题越短越好;
B.引脚中心距2.0~2.54mm:偏密脚,需重点工艺管控;
C.引脚中心距>2.54mm:普通引脚,无密脚焊接风险;
D.引脚中心距≤2.0mm:判定为密脚连接器,流向及布局需专项优化。
4. 排气与热平衡设计原则
4.1.大铜皮、大面积接地区域:布置在过炉下游;上游预留小铜皮区域,保障预热均匀、助焊剂充分活化;
4.2.多层板接地/电源层连通焊接孔:增设隔热结构设计,减少焊接热量损耗,满足标准焊接温度要求;

4.3.密集通孔、深孔:靠近进板上游布局,利用第一湍流波实现孔内焊料穿透、排气通畅。
5. 设备与治具适配原则
5.1PCB夹持工艺边:常规推荐厚度2mm、宽度10mm,工艺边无任何元器件遮挡,适配波峰焊轨道传送;可参考#一文读懂波峰焊治具结构、设计参数与避坑要点:1.3工艺细节:导向边条。
5.2.V-Cut /邮票孔拼板:整板统一过炉流向,并在工艺边标注流向标识,防止分板开裂;
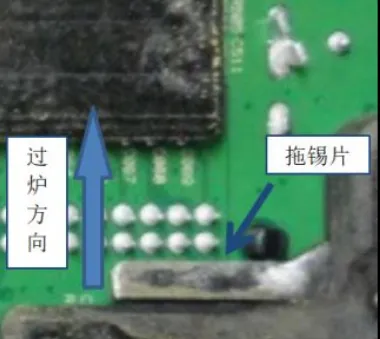
5.3.特殊器件补防:器件本体与流向平行且易连锡区域,空间允许时增设拖锡片;拖锡片采用0.8mm厚马口铁制作,托锡片与焊盘间距保持1mm。