 夜雨聆风
夜雨聆风
自动加减张力控制系统使用说明书

一、产品概述
自动加减张力控制系统是专为卷材收放卷加工场景开发的智能张力控制设备,核心功能是实现收卷/放卷过程中张力随卷径变化自动增减调节,解决传统恒张力控制导致的内层材料压皱、变形、卷芯损坏等问题。本系统适配塑胶袋薄膜 纸张 印刷、包装、纺织、钢铁、锂电池、造纸等多行业加工设备,支持手动、自动模式无扰切换,可适配磁粉离合器、磁粉制动器、变频器、力矩电机、伺服电机等多种执行元件,具备稳定可靠的控制精度与适配性。
二、工作原理
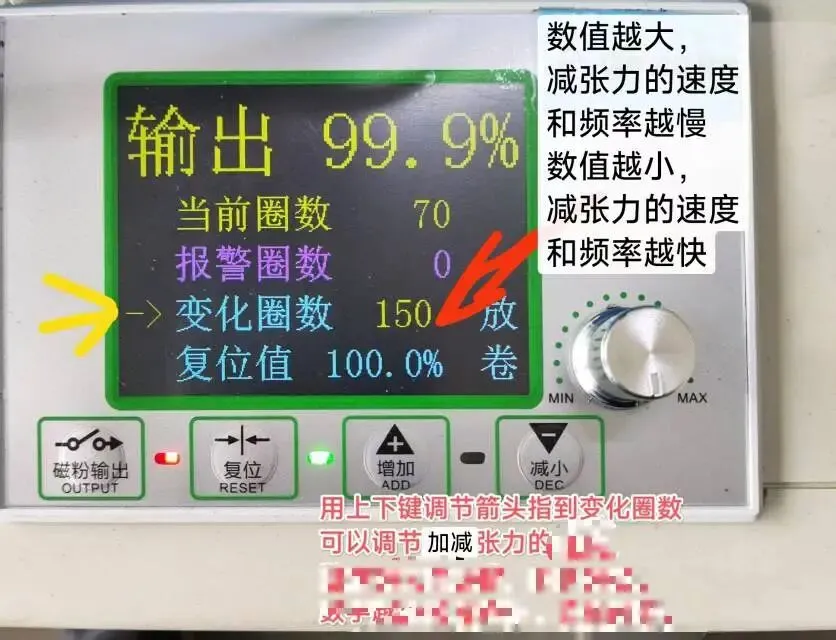
怡佳自动加减张力控制,也叫锥度张力控制,核心逻辑为:在收卷过程中,随着卷材卷径逐渐增大,系统自动按照预设曲线逐步降低张力;在放卷过程中,随着卷材卷径逐渐减小,系统自动按照预设曲线逐步提升张力,始终保持材料张力处于合理范围。
信号采集:通过安装在传动辊上的测速轮或霍尔接近开关采集辊筒转数信号,部分型号支持外接张力传感器实现闭环检测。
运算处理:控制器基于预设的材料最大卷径、材料厚度、锥度初始值与终止值,通过微积分运算实时计算当前卷径,结合锥度控制曲线得到目标张力值。
输出调节:将运算结果转化为控制信号输出至执行元件,动态调整输出转矩,使材料张力始终跟随预设锥度曲线变化,保证收卷紧实均匀,避免材料变形损坏。
三、技术参数
表格
参数项 规格说明
电源电压 AC 220V 50/60Hz
输出规格 DC 24V/4A(MAX)、DC 0-10V、4-20mA
张力控制范围 0-2000Kg
张力分辨率 0.1Kg
锥度设定范围 初始值/终止值00.0-999任意设定
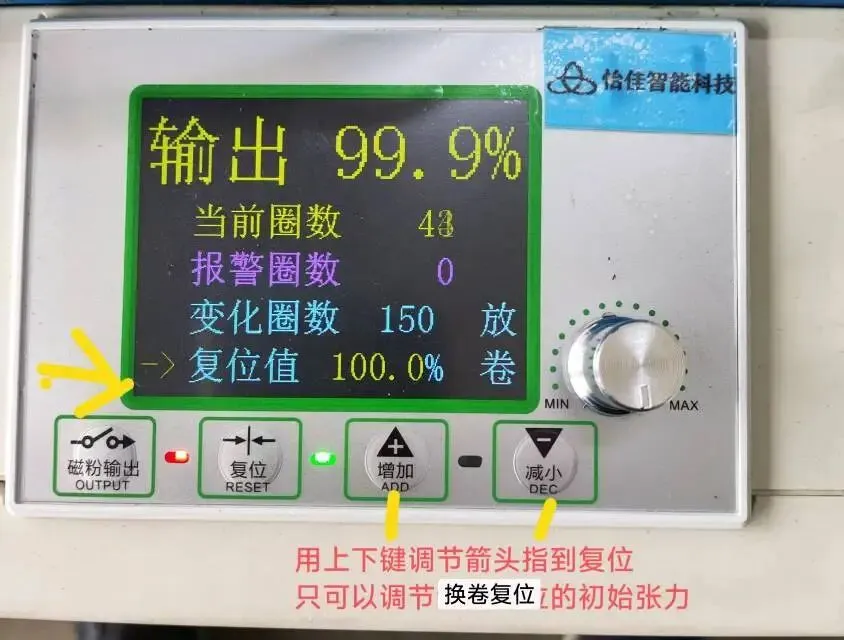
显示方式 中文显示张力值输出百分比,动态显示脉冲次数
控制模式 手动控制、收卷锥度自动控制、放卷锥度自动控制
四、安装与接线
(一)安装要求
本设备采用标准箱式结构,支持面板安装、机架安装等多种方式,安装位置需远离强电磁干扰源,保证通风散热良好。
(二)接线步骤
电源接线:将DC24v电源线接入控制器对应电源端子24V电源输入正1和GND电源输入负2,确认接地良好。(指10位端子)
负载接线:
若负载为磁粉制动器/离合器:
单工位控制将磁粉接PA端子3 PN端子4,(指10位端子)
若负载为变频器、力矩电机:
接8位端子的 单工位控制将控制正极接AD端子1
负极统一接GND端子2
测速元件接线:将测速轮/霍尔接近开关的棕色接24V近开关+(5)
蓝线接GND近接开关-(6)。黑色接X1近接开关信号
扩展功能 跟具客人意愿个性化定制
接线注意事项:弱电线(输入信号线、开关量端子)需远离电源线、动力线等强电线,避免信号干扰;弱电端子禁止接入强电,否则会烧毁设备。
五、参数设定与操作说明
(一)开机检查



开启电源开关后,进入待机状态。
(二)模式设定
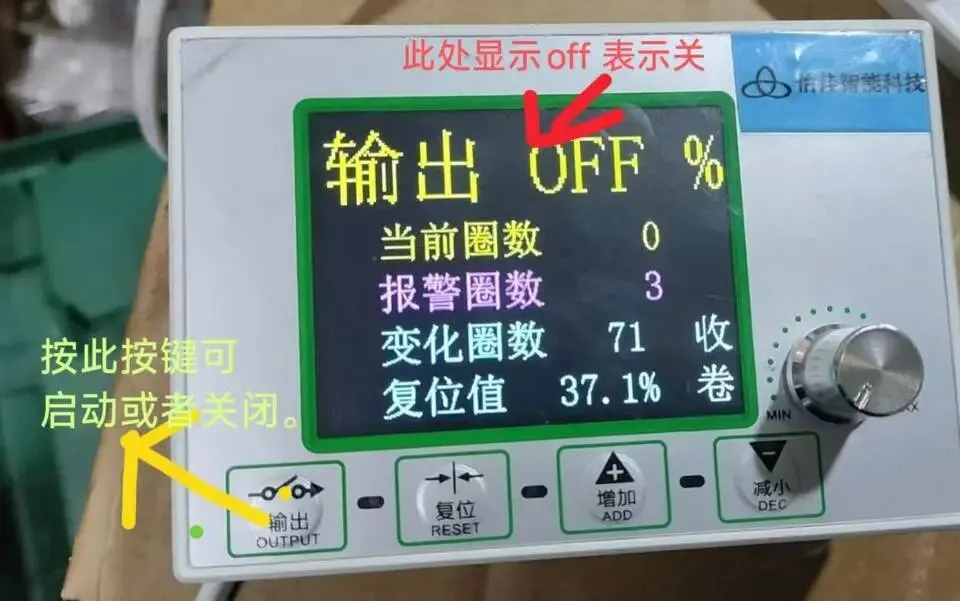
按下

按压此控制键进入手动工作状态。再按一下OFF关机
旋转数码电位器
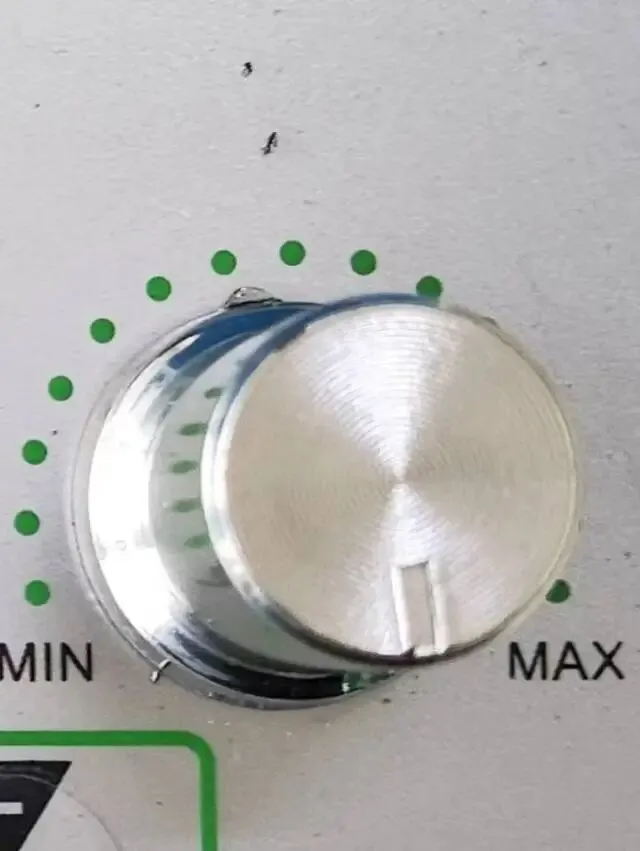
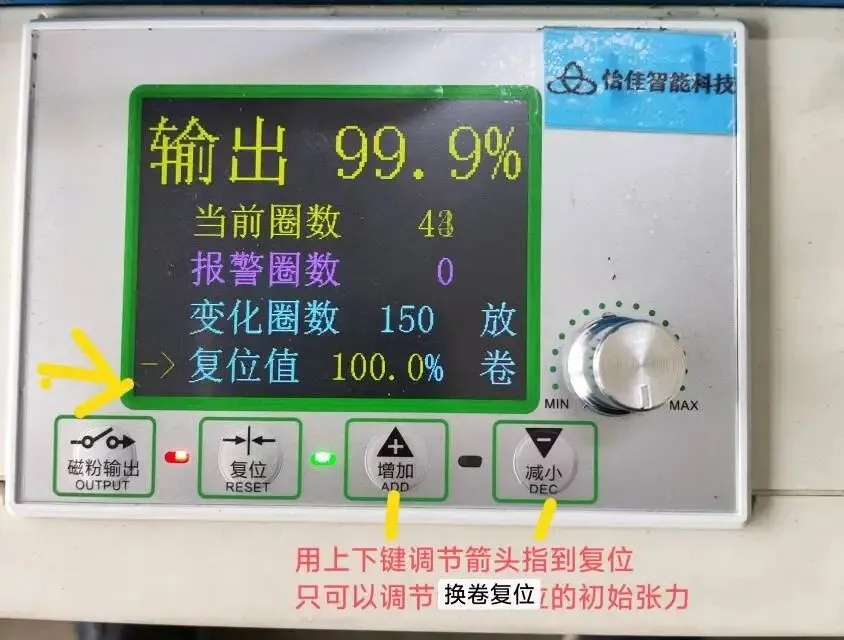
调整张力,观察张力,将张力调整至合适的初始数值,记录当前百分比数值。
(三参数设定


(四)自动运行
参数设定完成后,按下启动控制键,自动指示灯亮起,系统进入自动加减张力控制状态,开始根据卷径变化自动调整张力。运行过程中可实时通过显示屏查看当前张力、输出百分比,光带同步显示张力变化位置。
(五)
六、维护与注意事项
定期检查接线端子松紧




度,避免松动导致接触不良。
保持设备表面清洁,避免粉尘、油污进入机箱内部影响电路性能。
设备长期停机需断开电源,存放于干燥通风环境。
若出现张力波动常,先检查测速元件安装间隙是否正常(接近开关与检测齿间隙应为2-3mm),再核对参数设定是否正确。
禁止私自拆解设备内部电路,出现故障请联系专业技术人员维修。
七、适用范围
本系统广泛适用于包装印刷(纸张、薄膜)、纺织、钢铁带材、锂电池极片、无纺布、造纸等需要收放卷张力控制的加工设备,可有效提升收卷成型质量,减少材料报废率。
