
文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
2.3.3 焊接应力与焊接变形
1. 减少焊接应力的措施
【18年单选、15、21年多选、17年案例】
1)设计措施
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
(2)避免焊缝过于集中,从而避免焊接应力峰值叠加。
(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
2)工艺措施
(1)采用较小的焊接线能量
(2)合理安排装配焊接顺序 8
7
1
9
4
8
(3)层间进行锤击。焊信后3用小锤轻敲焊缝及其邻近区域,使金属晶粒间的应力得以释
微
系
放,能有效地减少焊接联残余应力从而降低焊接应力。
题
押
【补充】焊接准时由焊接能源输入给单位长度焊缝上的热量,又称为焊接线能量。【19
精
年多选】
线能量的计算公式:q=IU/v
式中:
I—焊接电流 A;
U—电弧电压 V;
8
7
1
v —焊接速度 cm/s; 4 9
8
3
信
微
q—线能量 J/cm。
系
联
一
线能量综合了焊接电流、电弧电压和焊接速度三大焊接工唯艺参数对焊接热循环的影
响。
【19多选题】下列参数中,影响焊条电弧焊线能量大小的有( )。
A. 焊机功率(间接影响)
B. 焊接电流
C. 电弧电压
D. 焊接速度
E. 焊条直径(间接影响)
【答案】BCD
(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)。对于那些阻碍焊接区自由伸缩
1
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
的部位,采用预热或机械方式,使之与焊接区同时拉伸(膨胀)和同时压缩(收缩),就能
减小焊接应力,这种方法称为预热拉伸补偿法。
(5)焊接高强钢时,选用塑性较好的焊条。
(6)预热【21年多选】
(7)消氢处理
消氢处理的温度一般为300~350℃,保温2~6h后冷却。
(8)焊后热处理
利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐
减少,塑性变形逐渐增加而使应力降低。
(9)利用振动法来消除焊接残8余应力。构件承受变载荷应力达到一定数值,经过多次
7
1
9
4
8
振动后,结构中的残余应力信逐3渐降低,即利用振动的方法可以消除部分焊接残余应力。
微
系
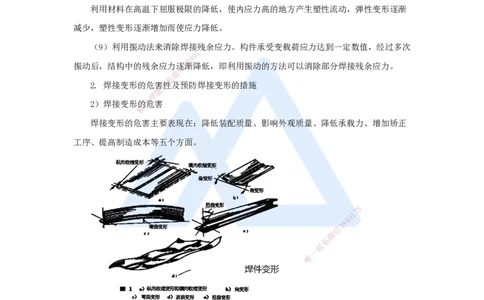
2. 焊接变形的危害联性及预防焊接变形的措施
题
押
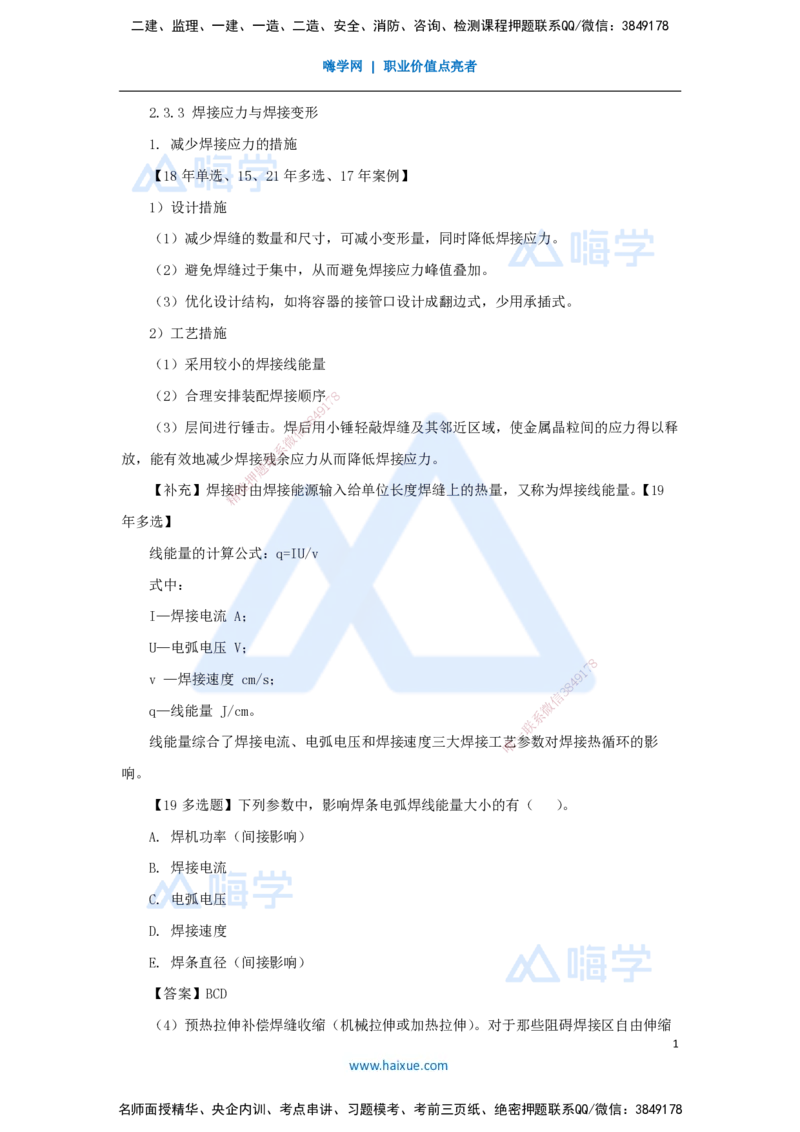
2)焊接变形的准危害
精
焊接变形的危害 主要表现在:降低装配质量、影响外观质量、降低承载力、增加矫正
工序、提高制造成本等五个方面。
8
1
7
9
8
4
信
3
微
系
联
一
唯
3)预防焊接变形的措施【21年多选】
(1)进行合理的焊接结构设计
① 合理安排焊缝位置:焊缝尽量与构件截面的中性轴对称;焊缝不宜过于集中。
② 合理选择焊缝数量和长度:在保证结构有足够承载力的前提下,应尽量选择较小的
焊缝数量、长度和截面尺寸。
③ 合理选择坡口形式:尽可能减少焊缝截面尺寸,例如,选用对称的坡口、U形坡口
等。
2
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
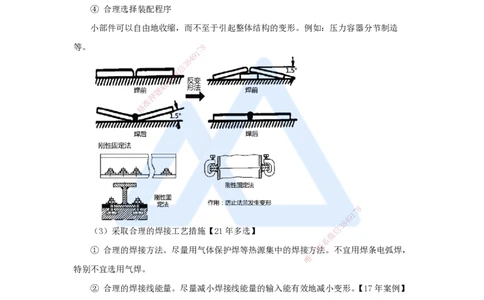
(2)采取合理的装配工艺措施
① 预留收缩余量法。为了防止构件焊接以后发生尺寸缩短,可将预计发生缩短的尺寸
在焊前预留出来。为了保证预留的准确,应将估算、经验和实测三者相结合起来。
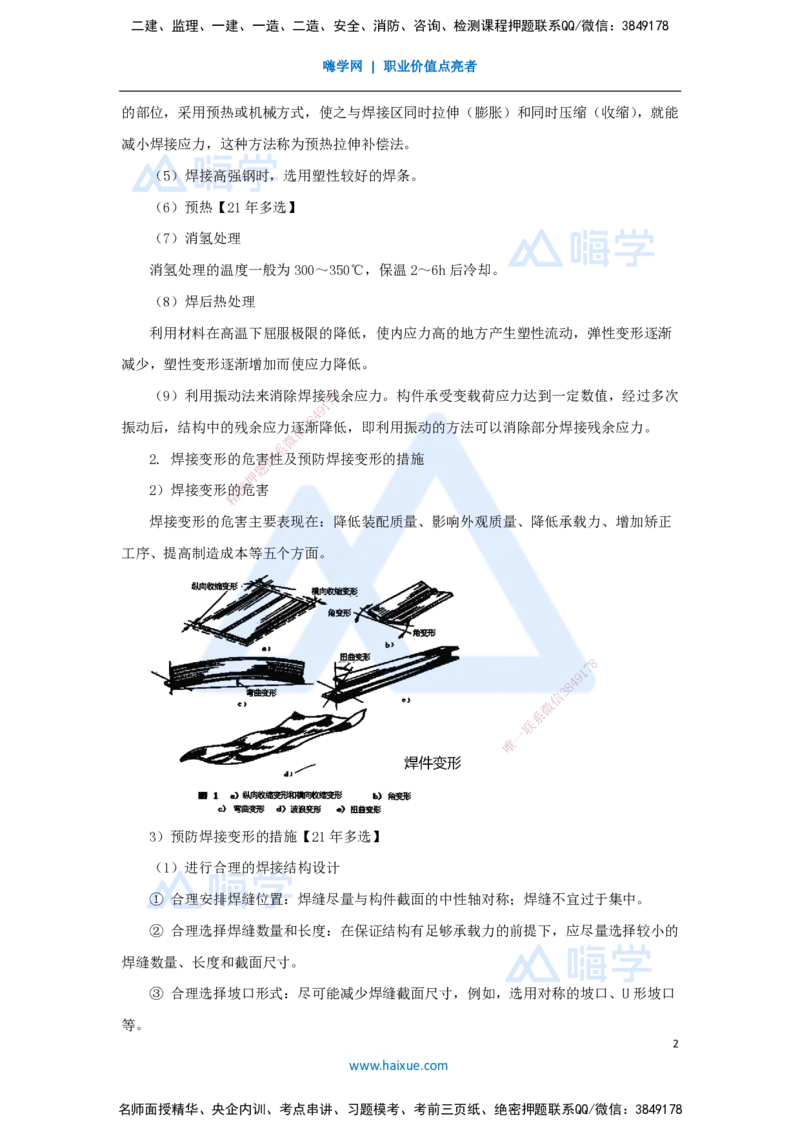
② 反变形法【21年多选】
③ 刚性固定法
例如:在大型储罐底板焊接时采用较多;现场组焊塔器、球罐时,往往采用弧形加强
板、日字形夹具进行刚性固定。
④ 合理选择装配程序
小部件可以自由地收缩,而不至于引起整体结构的变形。例如:压力容器分节制造
等。 8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
(3)采取合理的焊接工艺措施【21年多选】 信
3
微
系
① 合理的焊接方法。尽量用气体保护焊等热源集 中的焊接方一
联
法。不宜用焊条电弧焊,
唯
特别不宜选用气焊。
② 合理的焊接线能量。尽量减小焊接线能量的输入能有效地减小变形。【17年案例】
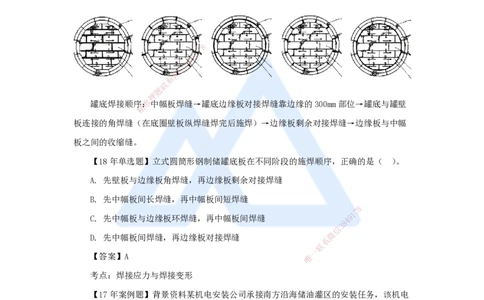
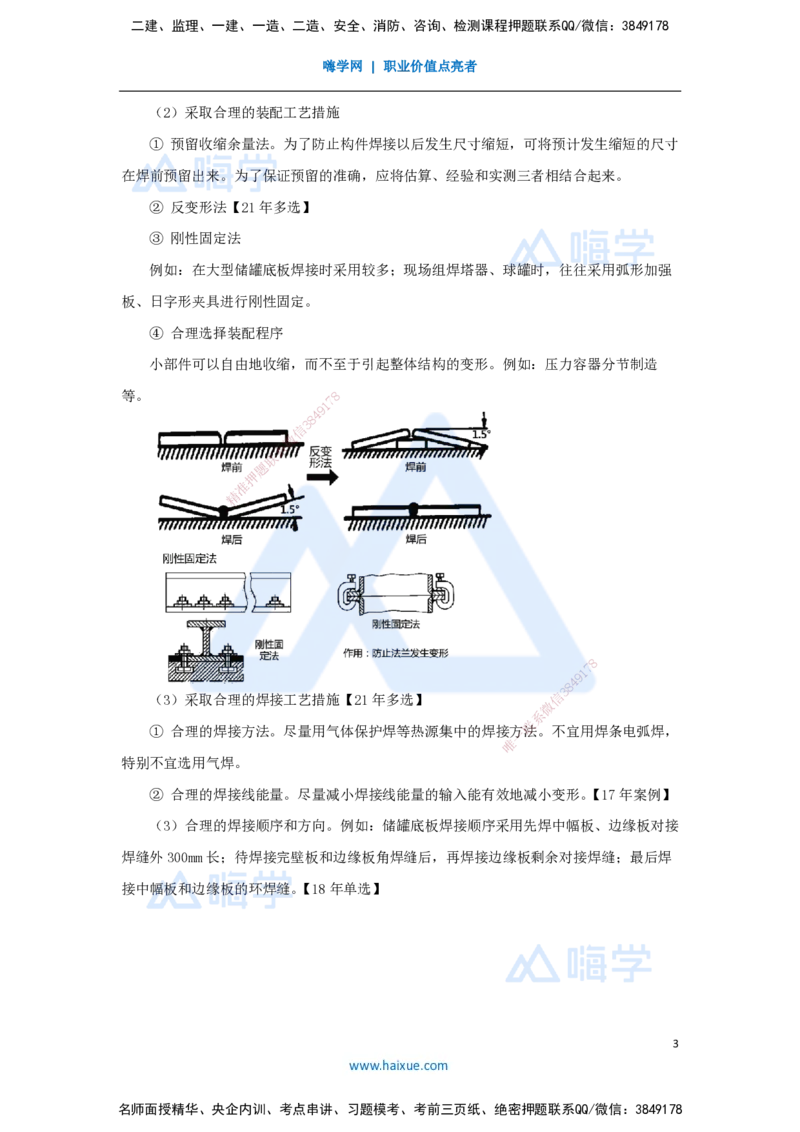
(3)合理的焊接顺序和方向。例如:储罐底板焊接顺序采用先焊中幅板、边缘板对接
焊缝外300mm长;待焊接完壁板和边缘板角焊缝后,再焊接边缘板剩余对接焊缝;最后焊
接中幅板和边缘板的环焊缝。【18年单选】
3
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
8
7
1
9
4
8
3
信
微
系
联
题
押
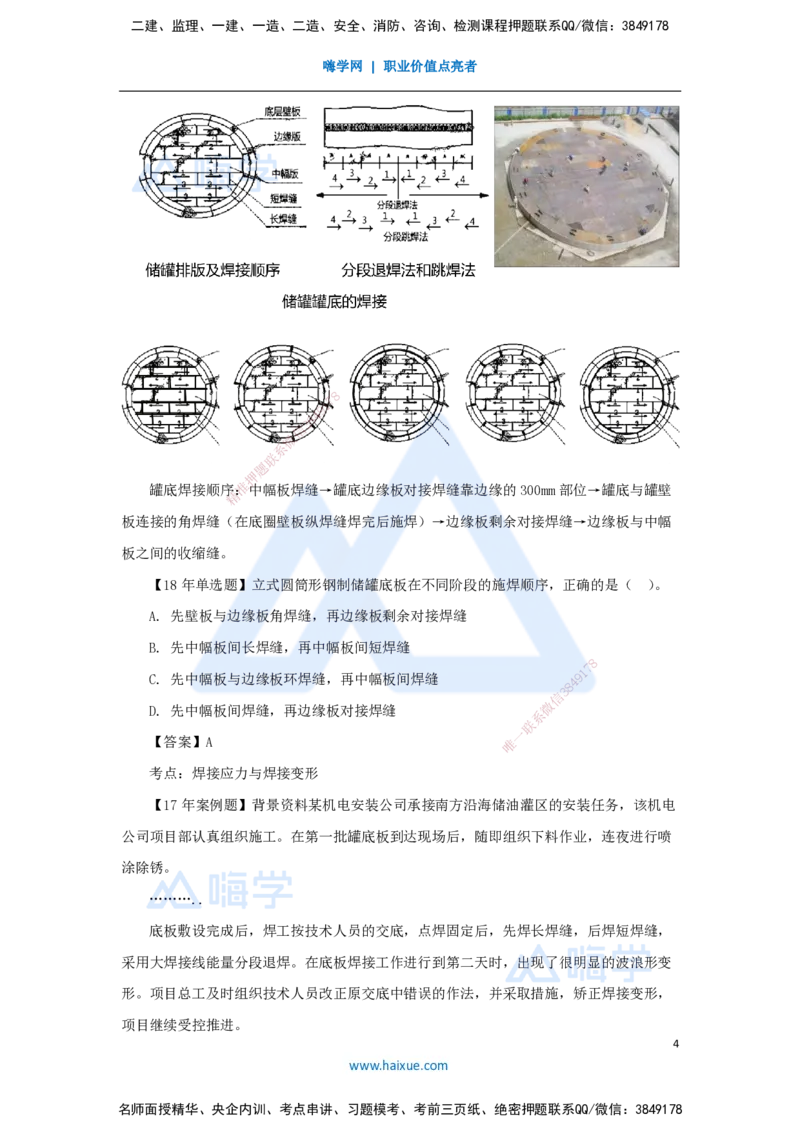
罐底焊接顺序准:中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁
精
板连接的角焊缝(在 底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅
板之间的收缩缝。
【18年单选题】立式圆筒 形钢制储罐底板在不同阶段的施焊顺序,正确的是( )。
A. 先壁板与边缘板角焊缝,再 边缘板剩余对接焊缝
B. 先中幅板间长焊缝,再中幅板间短 焊缝
8
1
7
C. 先中幅板与边缘板环焊缝,再中幅板间 焊缝
8
4 9
信
3
微
D. 先中幅板间焊缝,再边缘板对接焊缝
系
联
一
【答案】A 唯
考点:焊接应力与焊接变形
【17年案例题】背景资料某机电安装公司承接南方沿海储油灌区的安装任务,该机电
公司项目部认真组织施工。在第一批罐底板到达现场后,随即组织下料作业,连夜进行喷
涂除锈。
………..
底板敷设完成后,焊工按技术人员的交底,点焊固定后,先焊长焊缝,后焊短焊缝,
采用大焊接线能量分段退焊。在底板焊接工作进行到第二天时,出现了很明显的波浪形变
形。项目总工及时组织技术人员改正原交底中错误的作法,并采取措施,矫正焊接变形,
项目继续受控推进。
4
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
【问题】指出技术人员底板焊接中的错误之处,并纠正。
【答案】1)不宜采用大的焊接线能量:应采用较小的焊接线能量;
2)先焊长焊缝、后焊短焊缝的顺序不对;应该先焊短焊缝、后焊长焊缝。
【21年多选题】下列预防焊接变形的措施中,属于焊接工艺措施的有( )。
A. 用热源集中的焊接方法
B. 焊前装配采用反变形法(装配工艺)
C. 应尽量减小焊接线能量
D. 焊前应对坡口两侧预热(降低焊接应力的措施,不属于工艺措施)
E. 多名焊工相同方向施焊
【答案】ACE 8
7
1
9
4
8
2.3.4 焊接质量检验 信 3
微
系
1. 焊缝检验方法 联
题
押
1)破坏性检验准
精
常用的破坏性检 验包括:力学性能试验(弯曲试验、拉伸试验、冲击试验、硬度试
验、断裂性试验、疲劳试验)、化学分析试验(化学成分分析、不锈钢晶间腐蚀试验、焊条
扩散氢含量测试)、金相试验( 宏观组织、微观组织)、焊接性试验。
2)非破坏性检验
常用的非破坏性检验包括:外观检验 、无损检测(渗透检测PT、磁粉检测MT、超声检
8
1
7
测UT、射线检测RT)。
8
4 9
信
3
微
【补充】焊接部位无损探伤(很多高校开设的课程)
系
联
一
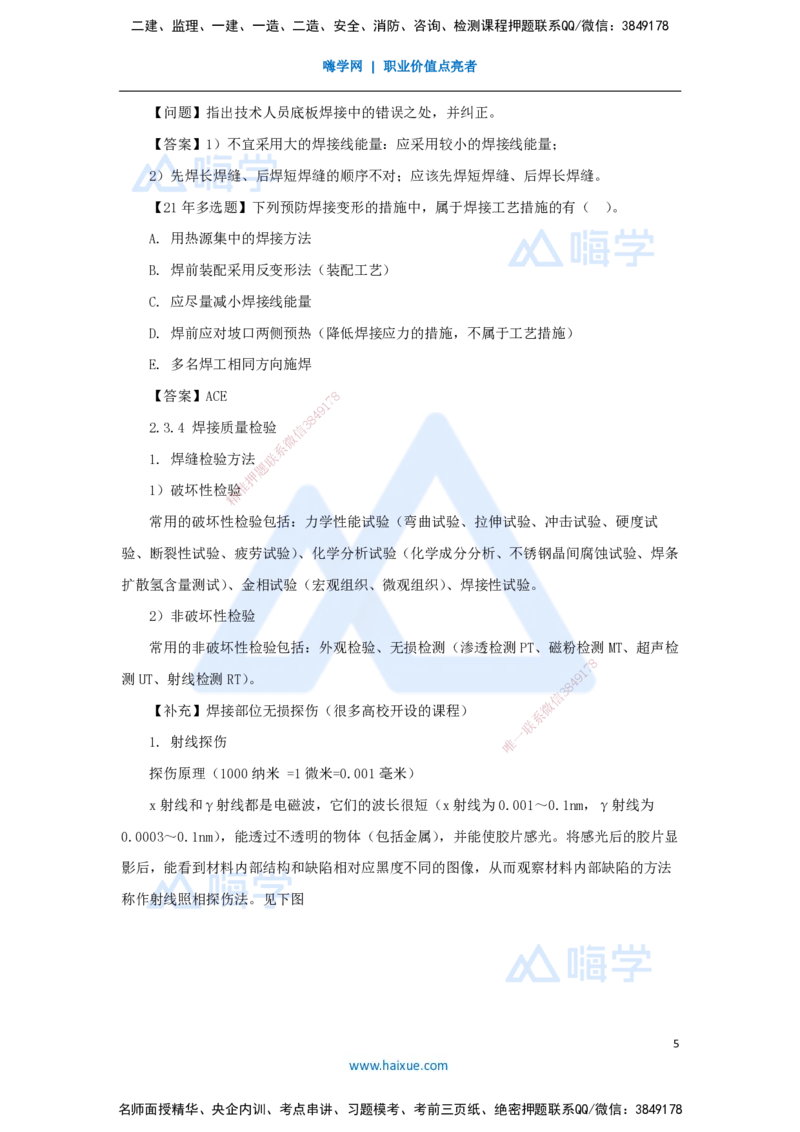
1. 射线探伤 唯
探伤原理(1000纳米 =1微米=0.001毫米)
x射线和γ射线都是电磁波,它们的波长很短(x射线为0.001~0.1nm,γ射线为
0.0003~0.1nm),能透过不透明的物体(包括金属),并能使胶片感光。将感光后的胶片显
影后,能看到材料内部结构和缺陷相对应黑度不同的图像,从而观察材料内部缺陷的方法
称作射线照相探伤法。见下图
5
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
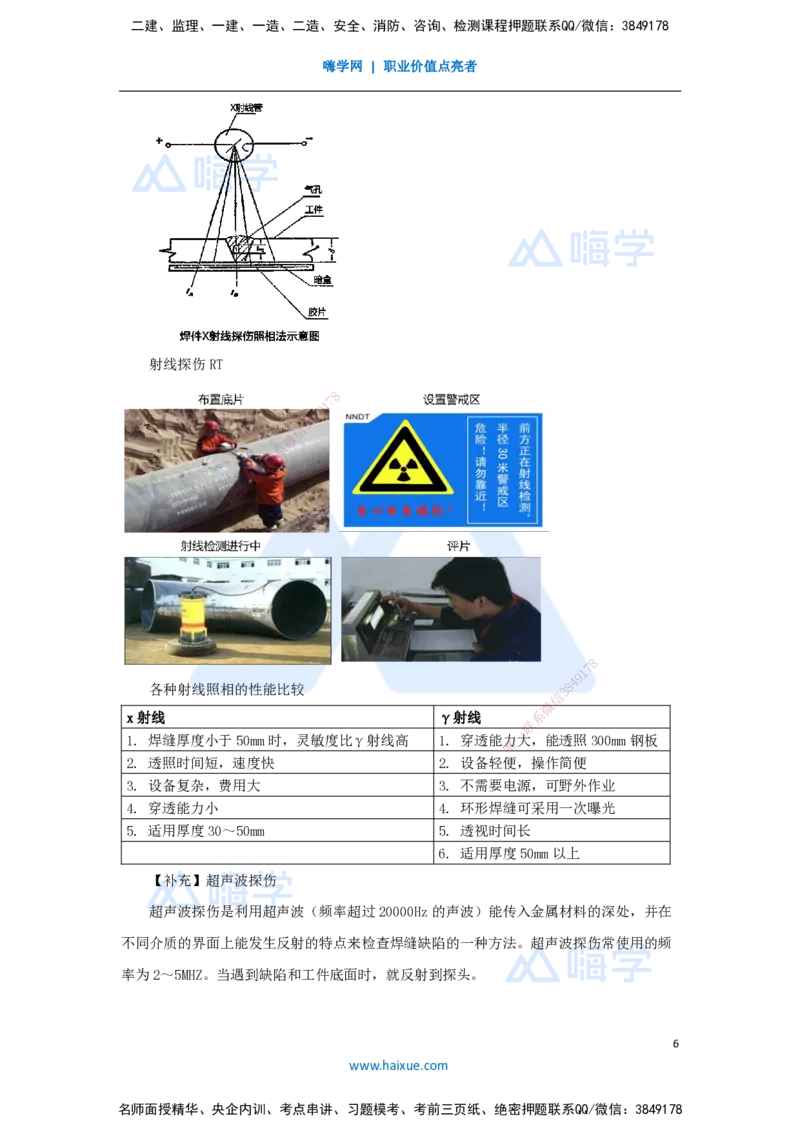
射线探伤RT
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
各种射线照相的性能比较
信
3 8
4
微
x射线 γ 射线 系
联
一
1. 焊缝厚度小于50mm时,灵敏度比γ射线高 1. 穿 透能
唯
力大,能透照300mm钢板
2. 透照时间短,速度快 2. 设备 轻便,操作简便
3. 设备复杂,费用大 3. 不需要电源,可野外作业
4. 穿透能力小 4. 环形焊缝可采用一次曝光
5. 适用厚度30~50mm 5. 透视时间长
6. 适用厚度50mm以上
【补充】超声波探伤
超声波探伤是利用超声波(频率超过20000Hz的声波)能传入金属材料的深处,并在
不同介质的界面上能发生反射的特点来检查焊缝缺陷的一种方法。超声波探伤常使用的频
率为2~5MHZ。当遇到缺陷和工件底面时,就反射到探头。
6
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
超声波探伤UT
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
【补充】磁粉探伤
磁粉探伤是对铁磁性焊件露 在表面或接近表面的缺陷进行无损探伤的方法。磁粉探伤
是利用被磁化了的焊件在缺陷处产生漏 磁来发现缺陷的。
8
1
7
9
8
4
信
3
微
系
联
一
唯
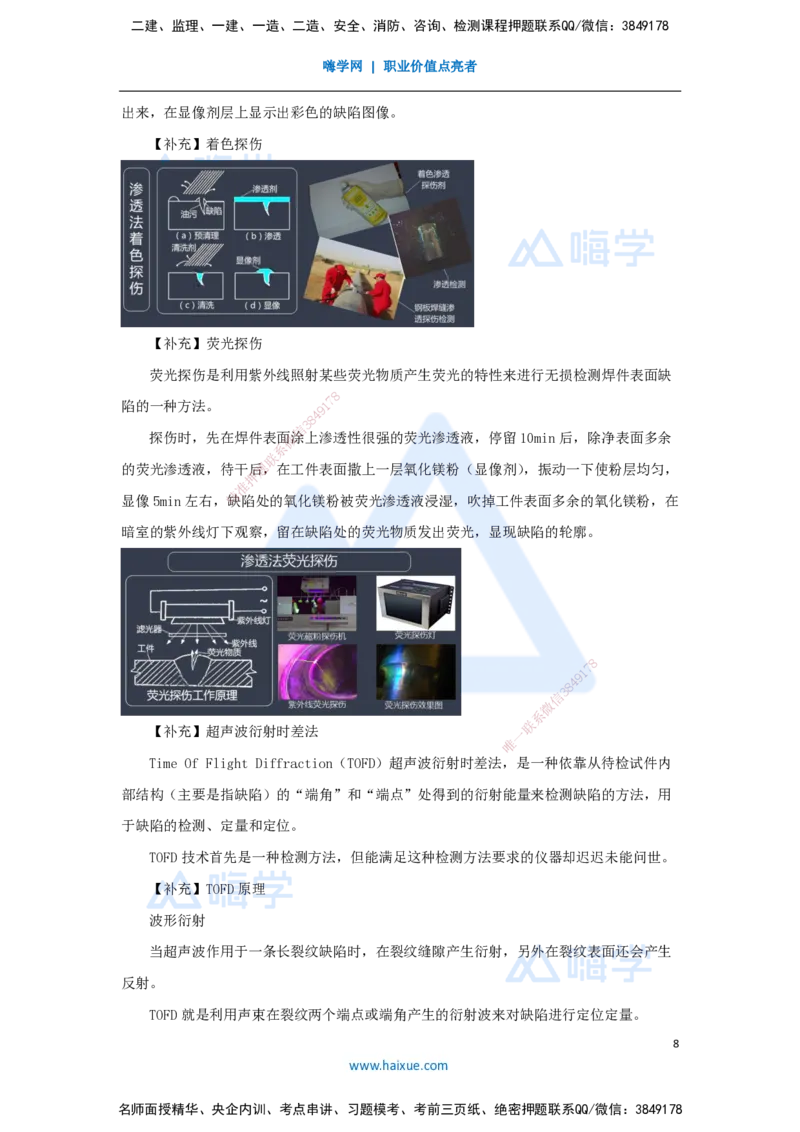
【补充】渗透法探伤
渗透法探伤包括着色探伤和荧光探伤两种。
(1)着色探伤
着色探伤是渗透法表面探伤的一种成本低、使用方便的无损探伤方法。
探伤过程是把焊件表面清理并干燥之后,喷涂一层有强烈色彩的渗透液,待渗入缺陷
一定时间后,把表面多余渗透液清除掉。再喷涂上显像剂,它把渗入缺陷内的渗透液吸附
7
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
出来,在显像剂层上显示出彩色的缺陷图像。
【补充】着色探伤
【补充】荧光探伤
荧光探伤是利用紫外线照射某些荧光物质产生荧光的特性来进行无损检测焊件表面缺
8
7
陷的一种方法。 1
9
4
8
3
信
探伤时,先在焊件表面微涂上渗透性很强的荧光渗透液,停留10min后,除净表面多余
系
联
的荧光渗透液,待干后题,在工件表面撒上一层氧化镁粉(显像剂),振动一下使粉层均匀,
押
准
精
显像5min左右,缺陷处的氧化镁粉被荧光渗透液浸湿,吹掉工件表面多余的氧化镁粉,在
暗室的紫外线灯下观察 ,留在缺陷处的荧光物质发出荧光,显现缺陷的轮廓。
8
1
7
9
8
4
信
3
微
系
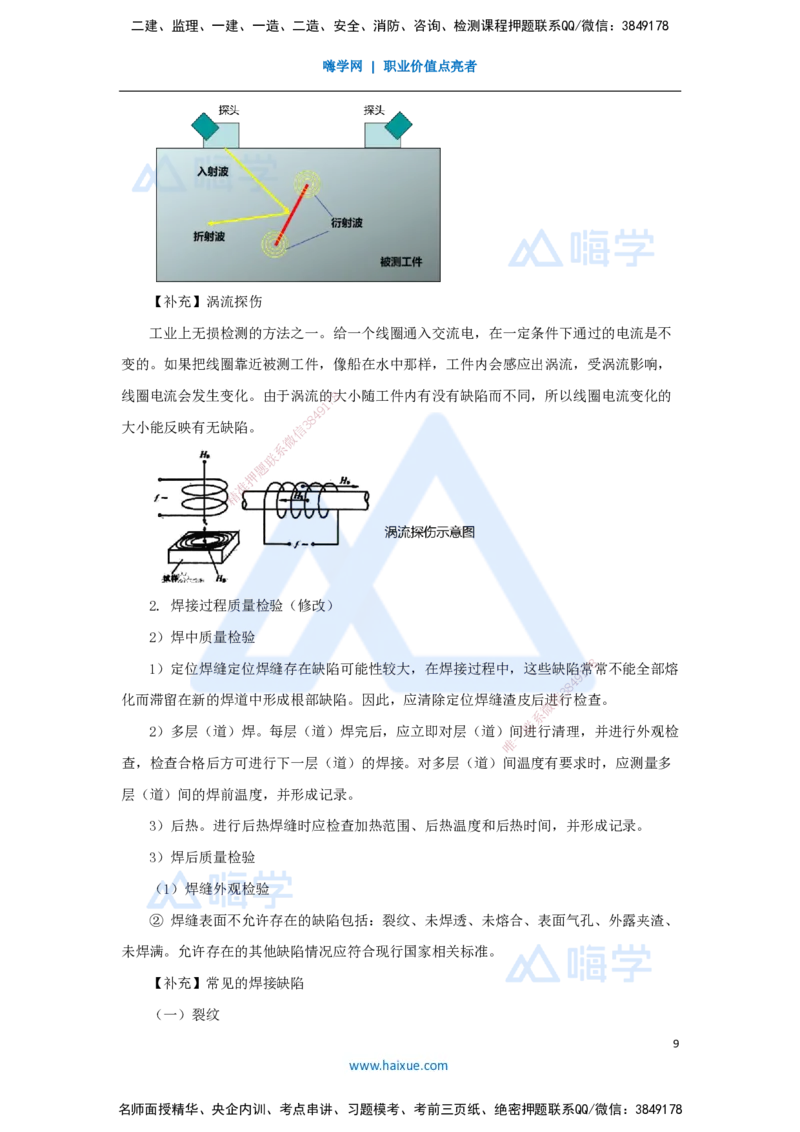
【补充】超声波衍射时差法 一
联
唯
Time Of Flight Diffraction(TOFD)超声波衍射时差 法,是一种依靠从待检试件内
部结构(主要是指缺陷)的“端角”和“端点”处得到的衍射能量来检测缺陷的方法,用
于缺陷的检测、定量和定位。
TOFD技术首先是一种检测方法,但能满足这种检测方法要求的仪器却迟迟未能问世。
【补充】TOFD原理
波形衍射
当超声波作用于一条长裂纹缺陷时,在裂纹缝隙产生衍射,另外在裂纹表面还会产生
反射。
TOFD就是利用声束在裂纹两个端点或端角产生的衍射波来对缺陷进行定位定量。
8
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
【补充】涡流探伤
工业上无损检测的方法之一。给一个线圈通入交流电,在一定条件下通过的电流是不
变的。如果把线圈靠近被测工件,像船在水中那样,工件内会感应出涡流,受涡流影响,
线圈电流会发生变化。由于涡流的8大小随工件内有没有缺陷而不同,所以线圈电流变化的
7
1
9
4
8
大小能反映有无缺陷。 信 3
微
系
联
题
押
准
精
2. 焊接过程质量检验(修改)
2)焊中质量检验
8
1)定位焊缝定位焊缝存在缺陷可能性较 大,在焊接过程中,这些缺陷
1
常7常不能全部熔
9
8
4
化而滞留在新的焊道中形成根部缺陷。因此,应 清除定位焊缝渣皮后进信
3
行检查。
微
系
2)多层(道)焊。每层(道)焊完后,应立即对 层(道)间一
联
进行清理,并进行外观检
唯
查,检查合格后方可进行下一层(道)的焊接。对多层(道 )间温度有要求时,应测量多
层(道)间的焊前温度,并形成记录。
3)后热。进行后热焊缝时应检查加热范围、后热温度和后热时间,并形成记录。
3)焊后质量检验
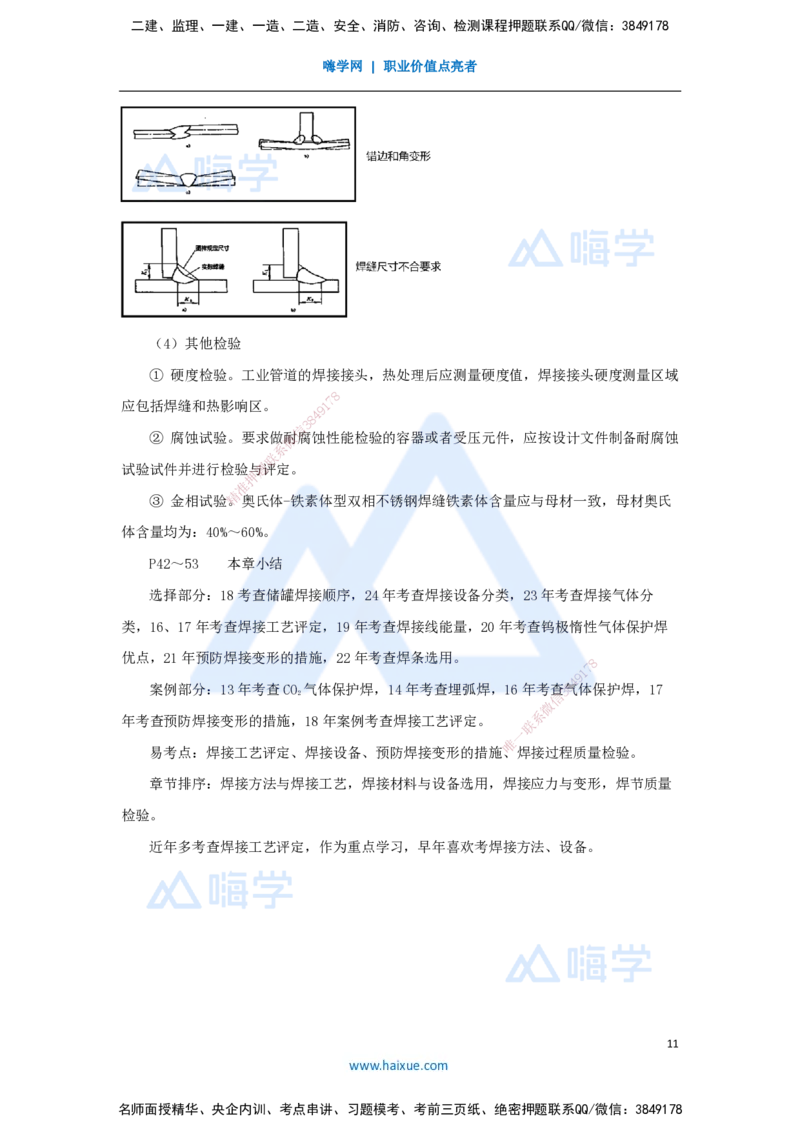
(1)焊缝外观检验
② 焊缝表面不允许存在的缺陷包括:裂纹、未焊透、未熔合、表面气孔、外露夹渣、
未焊满。允许存在的其他缺陷情况应符合现行国家相关标准。
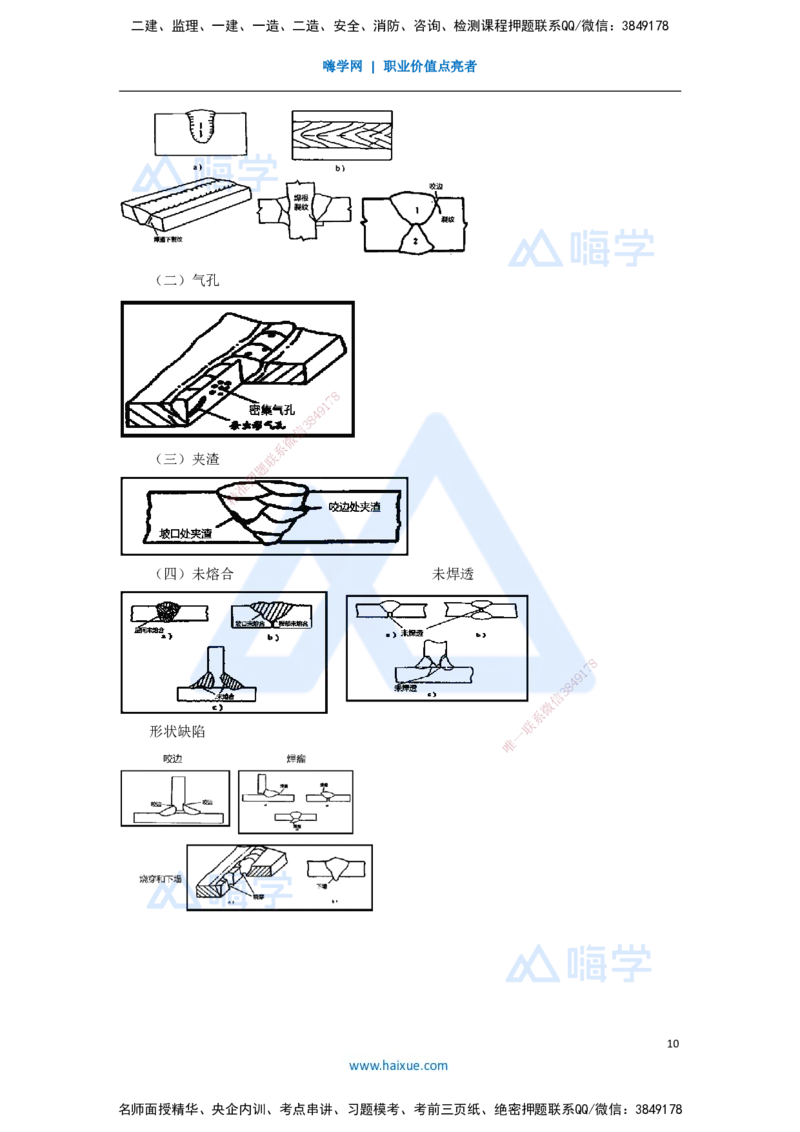
【补充】常见的焊接缺陷
(一)裂纹
9
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(二)气孔
8
7
1
9
4
8
3
信
微
系
(三)夹渣 联
题
押
准
精
(四)未熔合 未焊透
8
1
7
9
8
4
信
3
微
系
形状缺陷 一
联
唯
10
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(4)其他检验
① 硬度检验。工业管道的焊接接头,热处理后应测量硬度值,焊接接头硬度测量区域
8
7
应包括焊缝和热影响区。 1
9
4
8
3
信
② 腐蚀试验。要求做微耐腐蚀性能检验的容器或者受压元件,应按设计文件制备耐腐蚀
系
联
试验试件并进行检验与题评定。
押
准
精
③ 金相试验。奥氏体-铁素体型双相不锈钢焊缝铁素体含量应与母材一致,母材奥氏
体含量均为:40%~60% 。
P42~53 本章小结
选择部分:18考查储罐焊接 顺序,24年考查焊接设备分类,23年考查焊接气体分
类,16、17年考查焊接工艺评定,19 年考查焊接线能量,20年考查钨极惰性气体保护焊
优点,21年预防焊接变形的措施,22年考查 焊条选用。
8
1
7
9
案例部分:13年考查CO
2
气体保护焊,14年 考查埋弧焊,16年考
信
查3 8气
4
体保护焊,17
微
年考查预防焊接变形的措施,18年案例考查焊接工艺 评定。
系
联
一
唯
易考点:焊接工艺评定、焊接设备、预防焊接变形的措 施 、焊接过程质量检验。
章节排序:焊接方法与焊接工艺,焊接材料与设备选用,焊接应力与变形,焊节质量
检验。
近年多考查焊接工艺评定,作为重点学习,早年喜欢考焊接方法、设备。
11
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

