


文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
4.1 机械设备安装技术
4.1.2 机械设备安装程序及安装方法
1.机械设备安装的一般程序【2025年修改】
机械设备安装的一般程序:开箱检查→基础检查验收→基础测量放线→垫铁设置→吊装就位→安装调整→固
定与灌浆→零部件清洗与装配→润滑与加油→试运行→验收。
【记忆口诀:香茶现点,就调酱,不加食盐】
问题:三联供机组在吊装就位后,试运转前有哪些安装工序?
答案:在三联供机组吊装就位后,试运转前的安装工序有:
(1)安装调整
(2)固定与灌浆
(3)零部件清洗与装配
(4)润滑与加油
2.机械设备安装的主要工序
1)开箱检查【2025年修改】
检查设备名称、规格和型号,重要零部件需按标准进行检查验收;
随机技术文件(如使用说明书、合格证明书和装箱清单等)及专用工具;
有无缺损件,表面有无损坏和锈蚀;
其他需要记录的事项。
2)基础测量放线
(1)设定基准线和基准点。【2025年修改】
承担土建工程的施工单位,在移交厂房和基础条件的同时,应移交测量网点及重要的主轴线。
(2)设定基准线和基准点的原则:【2025年修改】
安装检测使用方便;
有利于保持而不被毁损;
标记清晰,容易辨识。
6)固定与灌浆【2025年修改】
(1)设备粗找正后,对地脚螺栓孔进行灌浆,即一次灌浆。
设备精找正、地脚螺栓紧固、检测项目合格后对设备底座和基础间进行灌浆,即二次灌浆。[注:天一文化专有版权,未经许可不可转发或复印传播]
对于解体设备应先将底座就位固定后,再进行上部设备部件的组装。
7)零部件清洗与装配
(1)对于解体机械设备和超过防锈保存期的整体机械设备,应进行拆卸、清洗与装配。
(2)设备装配步骤:组合件装配→部件装配→总装配。
(3)熟悉装配图、技术说明、零部件结构和配合要求,确定装配或拆卸程序和方法。
(4)按装配或拆卸程序进行装配件摆放和妥善保护,按规范要求处理装配件表面锈蚀、油污和油脂。
(5)对装配件配合尺寸、相关精度、配合面、滑动面进行复查和清洗干净,如对齿轮啮合、滑动轴承的侧间
隙、顶间隙等做好记录。
(6)清洗的零部件涂润滑油(脂)后,按标记及装配顺序进行装配。
8)润滑与加油
按润滑剂加注方式,分为分散润滑和集中润滑。
(1)分散润滑通常由人工方式加注润滑剂,
(2)集中润滑通常由①润滑站、②管路及③附件组成润滑系统,通过管道输送定量的有压力的润滑剂到各润
滑点。
3.机械设备安装方法
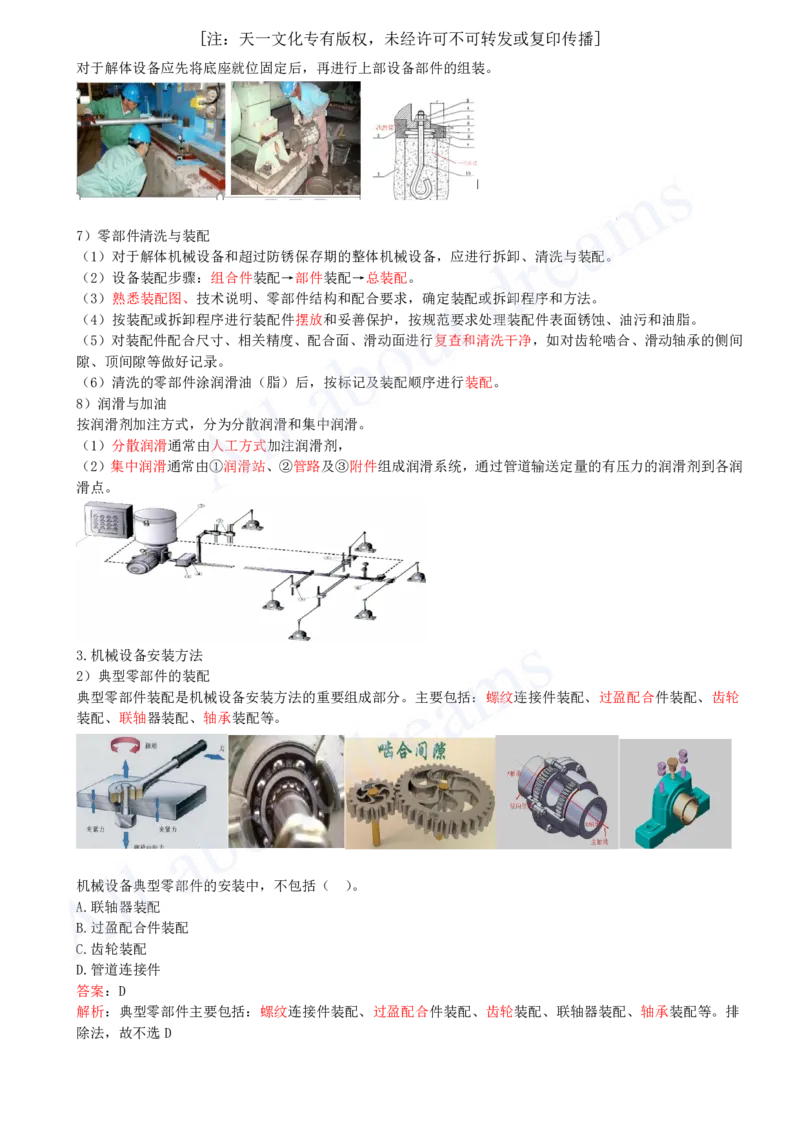
2)典型零部件的装配
典型零部件装配是机械设备安装方法的重要组成部分。主要包括:螺纹连接件装配、过盈配合件装配、齿轮
装配、联轴器装配、轴承装配等。
机械设备典型零部件的安装中,不包括( )。
A.联轴器装配
B.过盈配合件装配
C.齿轮装配
D.管道连接件
答案:D
解析:典型零部件主要包括:螺纹连接件装配、过盈配合件装配、齿轮装配、联轴器装配、轴承装配等。排
除法,故不选D[注:天一文化专有版权,未经许可不可转发或复印传播]
(1)螺纹连接件装配
②有预紧力要求的螺纹连接常用紧固方法:
定力矩法、
测量伸长法、
液压拉伸法、
加热伸长法。
(2)过盈配合件装配
过盈配合件的装配方法,一般采用
①压入装配、②低温冷装配和③加热装配法,
而在安装现场,主要采用加热装配法。
注释:过盈配合
就是利用材料的弹性使孔扩大、变形而套在轴上,当孔复原时产生对轴的箍紧力,使两零件连接
(3)齿轮装配
①齿轮装配时,齿轮基准面端面与轴肩或定位套端面应靠紧贴合,且用0.05mm塞尺检查不应塞入;
基准端面与轴线的垂直度应符合传动要求。
②相互啮合的圆柱齿轮副的轴向错位装配要求:
齿宽B≤100mm时,轴向错位应≤5%B;
齿宽B>100mm时,轴向错位应≤5mm。
齿轮端面未贴紧轴肩(×) 齿轮歪斜(×)[注:天一文化专有版权,未经许可不可转发或复印传播]
齿轮在轴上的安装误差
③用压铅法检查齿轮啮合间隙时,
铅丝直径不宜超过间隙的3倍,
铅丝的长度不应小于5个齿距,
沿齿宽方向应均匀放置至少2根铅丝。
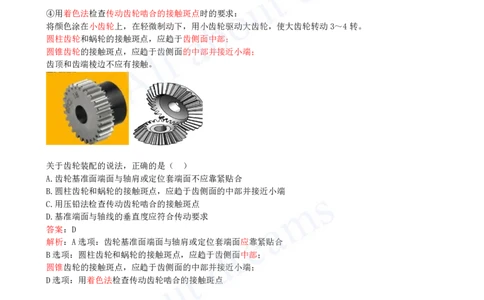
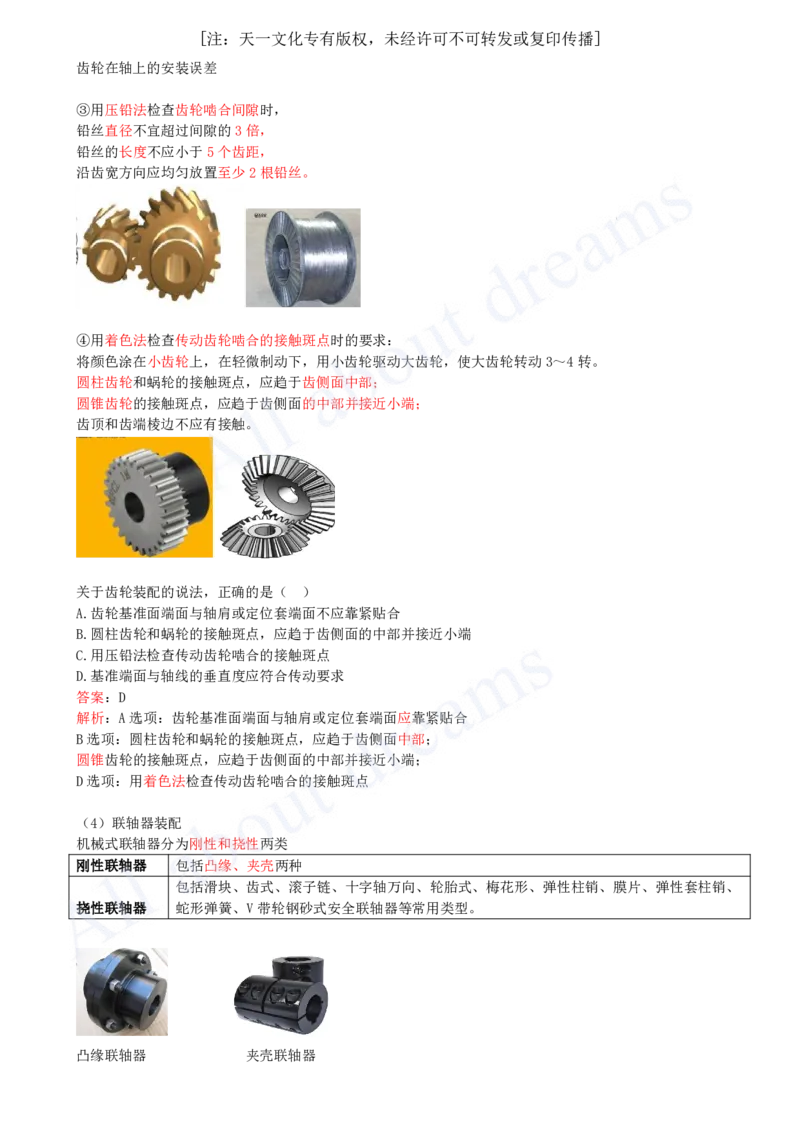
④用着色法检查传动齿轮啮合的接触斑点时的要求:
将颜色涂在小齿轮上,在轻微制动下,用小齿轮驱动大齿轮,使大齿轮转动3~4转。
圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面中部;
圆锥齿轮的接触斑点,应趋于齿侧面的中部并接近小端;
齿顶和齿端棱边不应有接触。
关于齿轮装配的说法,正确的是( )
A.齿轮基准面端面与轴肩或定位套端面不应靠紧贴合
B.圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面的中部并接近小端
C.用压铅法检查传动齿轮啮合的接触斑点
D.基准端面与轴线的垂直度应符合传动要求
答案:D
解析:A选项:齿轮基准面端面与轴肩或定位套端面应靠紧贴合
B选项:圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面中部;
圆锥齿轮的接触斑点,应趋于齿侧面的中部并接近小端;
D选项:用着色法检查传动齿轮啮合的接触斑点
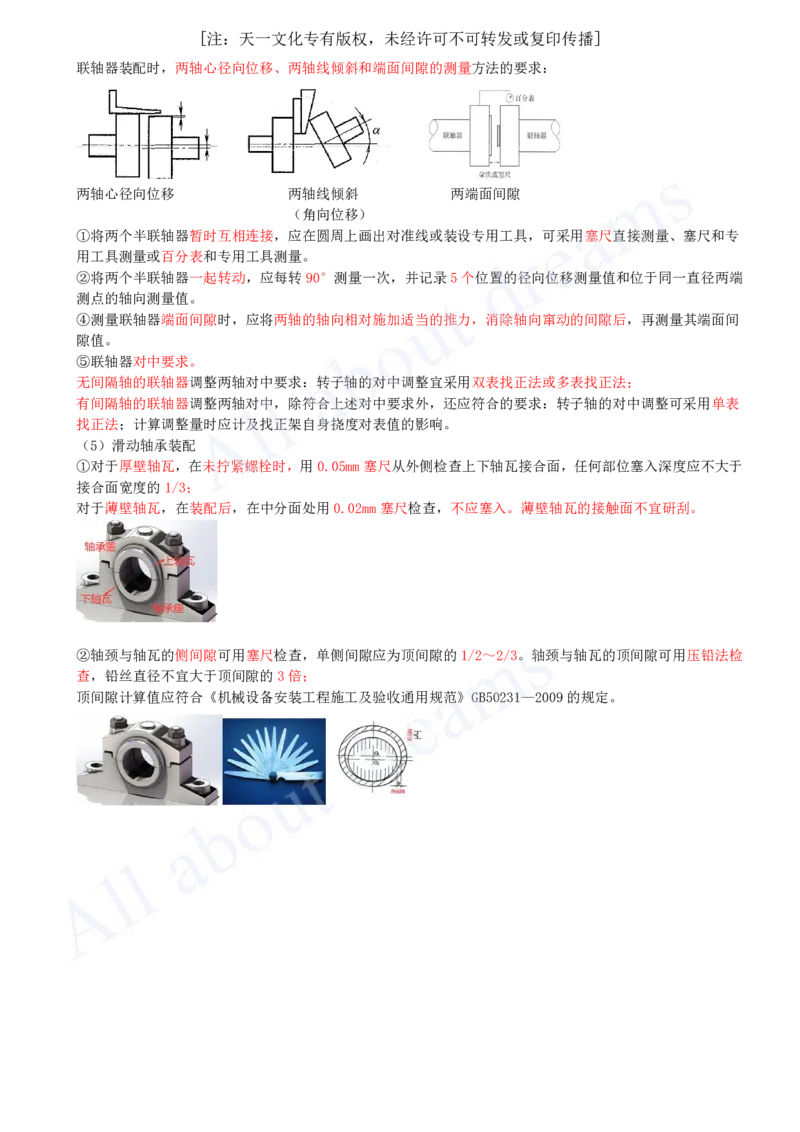
(4)联轴器装配
机械式联轴器分为刚性和挠性两类
刚性联轴器 包括凸缘、夹壳两种
包括滑块、齿式、滚子链、十字轴万向、轮胎式、梅花形、弹性柱销、膜片、弹性套柱销、
挠性联轴器 蛇形弹簧、V带轮钢砂式安全联轴器等常用类型。
凸缘联轴器 夹壳联轴器[注:天一文化专有版权,未经许可不可转发或复印传播]
联轴器装配时,两轴心径向位移、两轴线倾斜和端面间隙的测量方法的要求:
两轴心径向位移 两轴线倾斜 两端面间隙
(角向位移)
①将两个半联轴器暂时互相连接,应在圆周上画出对准线或装设专用工具,可采用塞尺直接测量、塞尺和专
用工具测量或百分表和专用工具测量。
②将两个半联轴器一起转动,应每转90°测量一次,并记录5个位置的径向位移测量值和位于同一直径两端
测点的轴向测量值。
④测量联轴器端面间隙时,应将两轴的轴向相对施加适当的推力,消除轴向窜动的间隙后,再测量其端面间
隙值。
⑤联轴器对中要求。
无间隔轴的联轴器调整两轴对中要求:转子轴的对中调整宜采用双表找正法或多表找正法;
有间隔轴的联轴器调整两轴对中,除符合上述对中要求外,还应符合的要求:转子轴的对中调整可采用单表
找正法;计算调整量时应计及找正架自身挠度对表值的影响。
(5)滑动轴承装配
①对于厚壁轴瓦,在未拧紧螺栓时,用0.05mm塞尺从外侧检查上下轴瓦接合面,任何部位塞入深度应不大于
接合面宽度的1/3;
对于薄壁轴瓦,在装配后,在中分面处用0.02mm塞尺检查,不应塞入。薄壁轴瓦的接触面不宜研刮。
②轴颈与轴瓦的侧间隙可用塞尺检查,单侧间隙应为顶间隙的1/2~2/3。轴颈与轴瓦的顶间隙可用压铅法检
查,铅丝直径不宜大于顶间隙的3倍;
顶间隙计算值应符合《机械设备安装工程施工及验收通用规范》GB50231—2009的规定。
