文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
4.1 机械设备安装技术
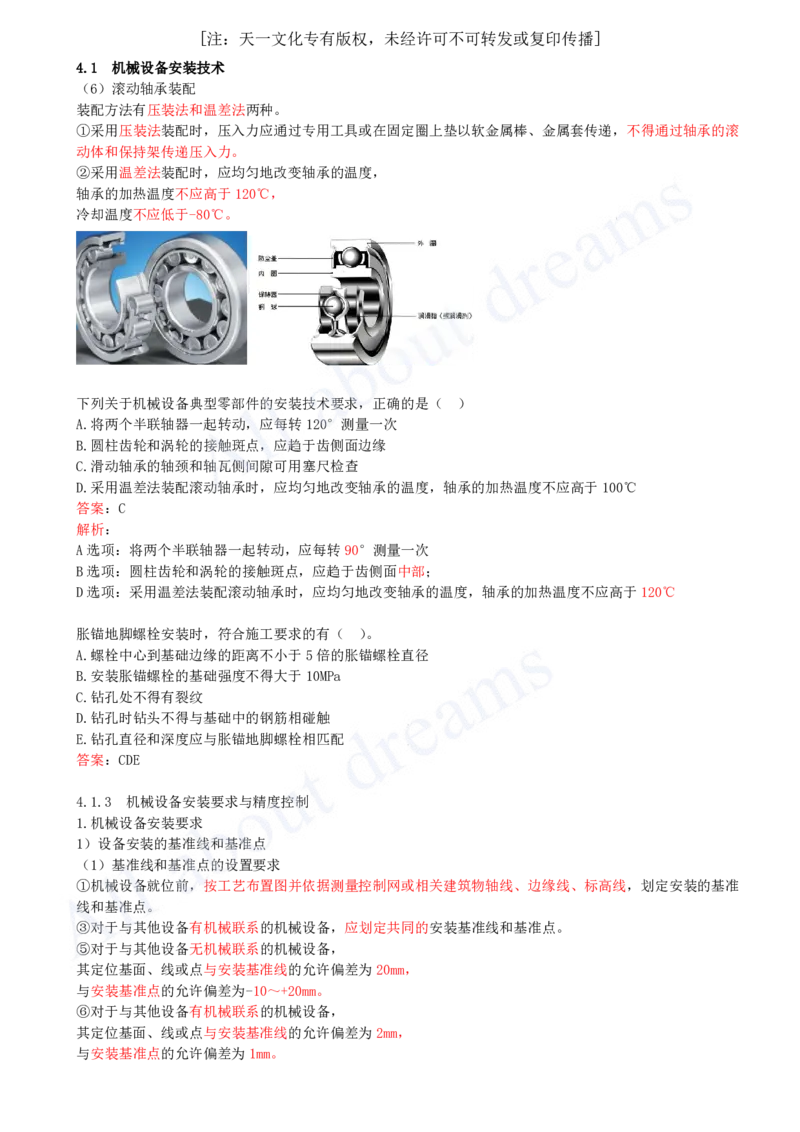
(6)滚动轴承装配
装配方法有压装法和温差法两种。
①采用压装法装配时,压入力应通过专用工具或在固定圈上垫以软金属棒、金属套传递,不得通过轴承的滚
动体和保持架传递压入力。
②采用温差法装配时,应均匀地改变轴承的温度,
轴承的加热温度不应高于120℃,
冷却温度不应低于-80℃。
下列关于机械设备典型零部件的安装技术要求,正确的是( )
A.将两个半联轴器一起转动,应每转120°测量一次
B.圆柱齿轮和涡轮的接触斑点,应趋于齿侧面边缘
C.滑动轴承的轴颈和轴瓦侧间隙可用塞尺检查
D.采用温差法装配滚动轴承时,应均匀地改变轴承的温度,轴承的加热温度不应高于100℃
答案:C
解析:
A选项:将两个半联轴器一起转动,应每转90°测量一次
B选项:圆柱齿轮和涡轮的接触斑点,应趋于齿侧面中部;
D选项:采用温差法装配滚动轴承时,应均匀地改变轴承的温度,轴承的加热温度不应高于120℃
胀锚地脚螺栓安装时,符合施工要求的有( )。
A.螺栓中心到基础边缘的距离不小于5倍的胀锚螺栓直径
B.安装胀锚螺栓的基础强度不得大于10MPa
C.钻孔处不得有裂纹
D.钻孔时钻头不得与基础中的钢筋相碰触
E.钻孔直径和深度应与胀锚地脚螺栓相匹配
答案:CDE
4.1.3 机械设备安装要求与精度控制
1.机械设备安装要求
1)设备安装的基准线和基准点
(1)基准线和基准点的设置要求
①机械设备就位前,按工艺布置图并依据测量控制网或相关建筑物轴线、边缘线、标高线,划定安装的基准
线和基准点。
③对于与其他设备有机械联系的机械设备,应划定共同的安装基准线和基准点。
⑤对于与其他设备无机械联系的机械设备,
其定位基面、线或点与安装基准线的允许偏差为20mm,
与安装基准点的允许偏差为-10~+20mm。
⑥对于与其他设备有机械联系的机械设备,
其定位基面、线或点与安装基准线的允许偏差为2mm,
与安装基准点的允许偏差为1mm。[注:天一文化专有版权,未经许可不可转发或复印传播]
(2)永久基准线和基准点的设置要求
①需要长期保留的基准线和基准点,则应设置永久中心标板和永久基准点,最好采用铜材或不锈钢材制作,
用普通钢材制作需采取防腐措施,需涂漆或镀锌。
②永久中心标板和基准点的设置,通常是在主轴线和重要的中心线部位,应埋设在设备基础或现浇楼板框架
梁的混凝土内。
④对于重要、重型、特殊设备,需设置沉降观测点,用于监视、分析设备在安装、使用过程中基础的变化情
况。如汽轮发电机组、透平压缩机组、大型储罐等。
下列设备中,其安装基础不需设置沉降观测点的是( )。
A.汽轮发电机组
B.大型锻压机
C.透平压缩机
D.80m3储油罐
答案:D
解析:大型储罐指容量为100m3以上的储存容器,D选项不符合大型储罐标准,故选D
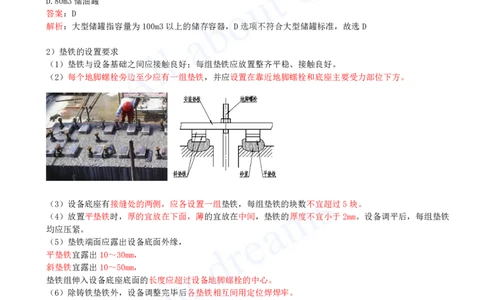
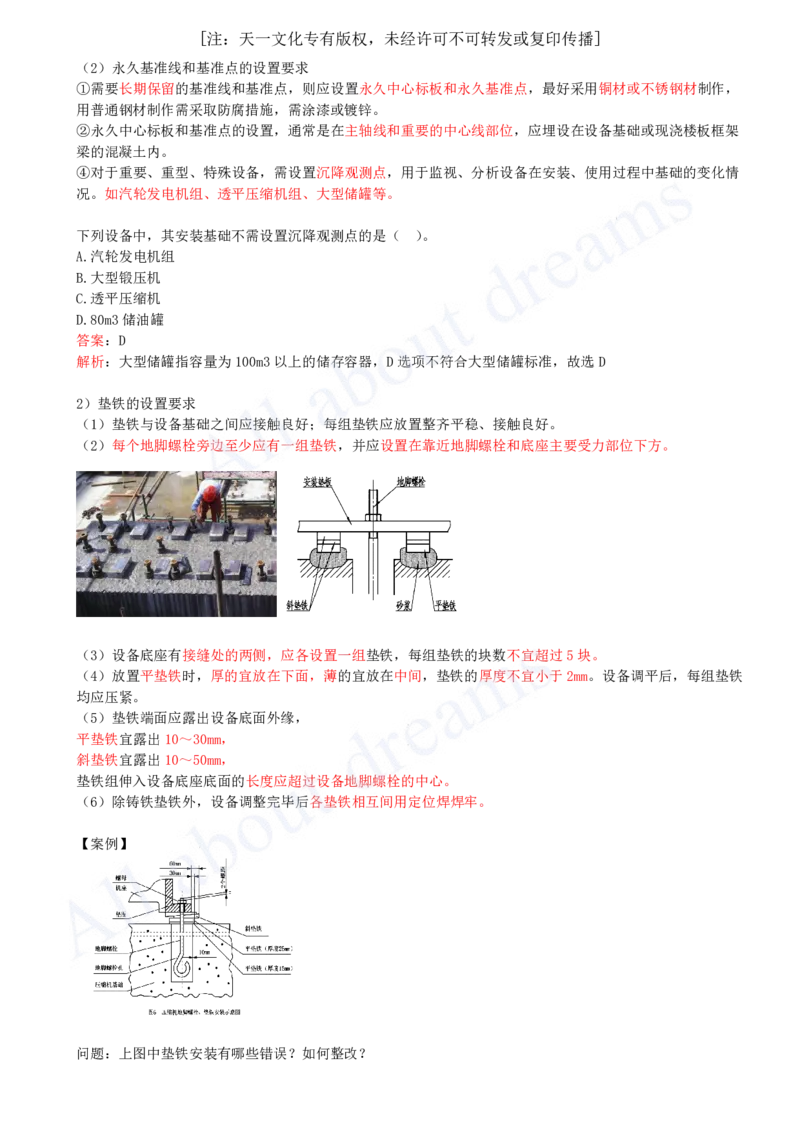
2)垫铁的设置要求
(1)垫铁与设备基础之间应接触良好;每组垫铁应放置整齐平稳、接触良好。
(2)每个地脚螺栓旁边至少应有一组垫铁,并应设置在靠近地脚螺栓和底座主要受力部位下方。
(3)设备底座有接缝处的两侧,应各设置一组垫铁,每组垫铁的块数不宜超过5块。
(4)放置平垫铁时,厚的宜放在下面,薄的宜放在中间,垫铁的厚度不宜小于2mm。设备调平后,每组垫铁
均应压紧。
(5)垫铁端面应露出设备底面外缘,
平垫铁宜露出10~30mm,
斜垫铁宜露出10~50mm,
垫铁组伸入设备底座底面的长度应超过设备地脚螺栓的中心。
(6)除铸铁垫铁外,设备调整完毕后各垫铁相互间用定位焊焊牢。
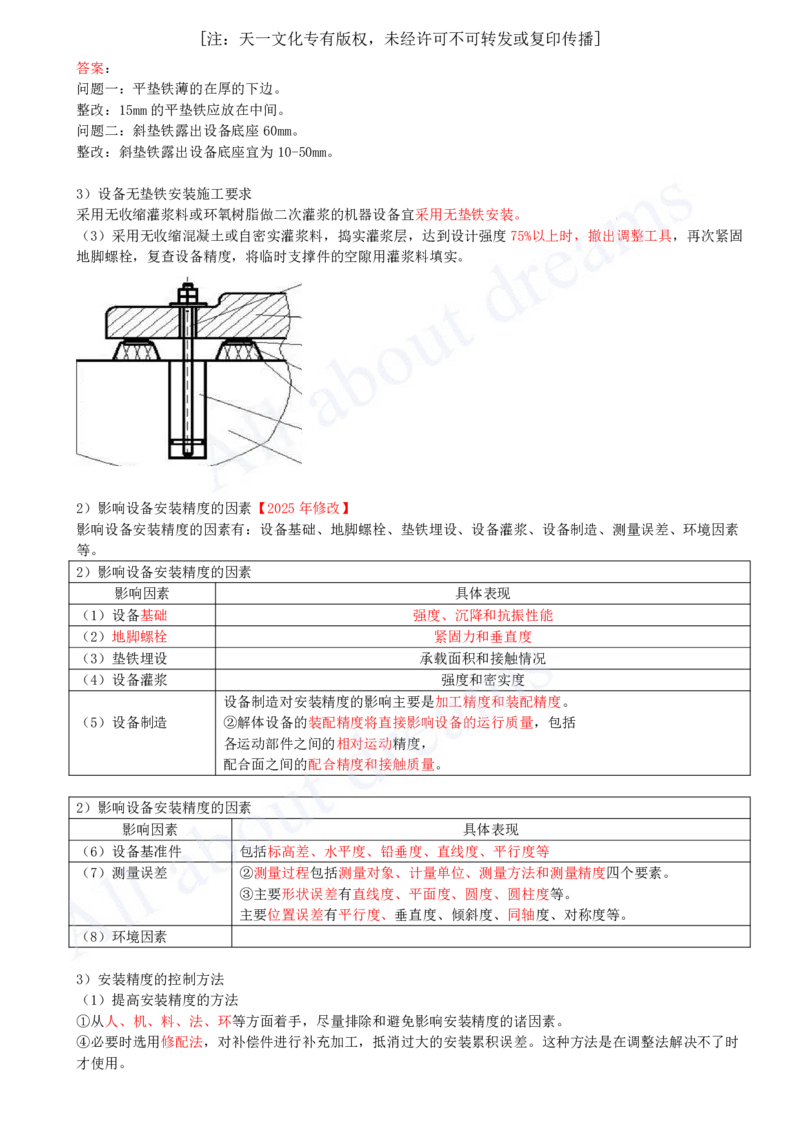
【案例】
问题:上图中垫铁安装有哪些错误?如何整改?[注:天一文化专有版权,未经许可不可转发或复印传播]
答案:
问题一:平垫铁薄的在厚的下边。
整改:15mm的平垫铁应放在中间。
问题二:斜垫铁露出设备底座60mm。
整改:斜垫铁露出设备底座宜为10-50mm。
3)设备无垫铁安装施工要求
采用无收缩灌浆料或环氧树脂做二次灌浆的机器设备宜采用无垫铁安装。
(3)采用无收缩混凝土或自密实灌浆料,捣实灌浆层,达到设计强度75%以上时,撤出调整工具,再次紧固
地脚螺栓,复查设备精度,将临时支撑件的空隙用灌浆料填实。
2)影响设备安装精度的因素【2025年修改】
影响设备安装精度的因素有:设备基础、地脚螺栓、垫铁埋设、设备灌浆、设备制造、测量误差、环境因素
等。
2)影响设备安装精度的因素
影响因素 具体表现
(1)设备基础 强度、沉降和抗振性能
(2)地脚螺栓 紧固力和垂直度
(3)垫铁埋设 承载面积和接触情况
(4)设备灌浆 强度和密实度
设备制造对安装精度的影响主要是加工精度和装配精度。
(5)设备制造 ②解体设备的装配精度将直接影响设备的运行质量,包括
各运动部件之间的相对运动精度,
配合面之间的配合精度和接触质量。
2)影响设备安装精度的因素
影响因素 具体表现
(6)设备基准件 包括标高差、水平度、铅垂度、直线度、平行度等
(7)测量误差 ②测量过程包括测量对象、计量单位、测量方法和测量精度四个要素。
③主要形状误差有直线度、平面度、圆度、圆柱度等。
主要位置误差有平行度、垂直度、倾斜度、同轴度、对称度等。
(8)环境因素
3)安装精度的控制方法
(1)提高安装精度的方法
①从人、机、料、法、环等方面着手,尽量排除和避免影响安装精度的诸因素。
④必要时选用修配法,对补偿件进行补充加工,抵消过大的安装累积误差。这种方法是在调整法解决不了时
才使用。[注:天一文化专有版权,未经许可不可转发或复印传播]
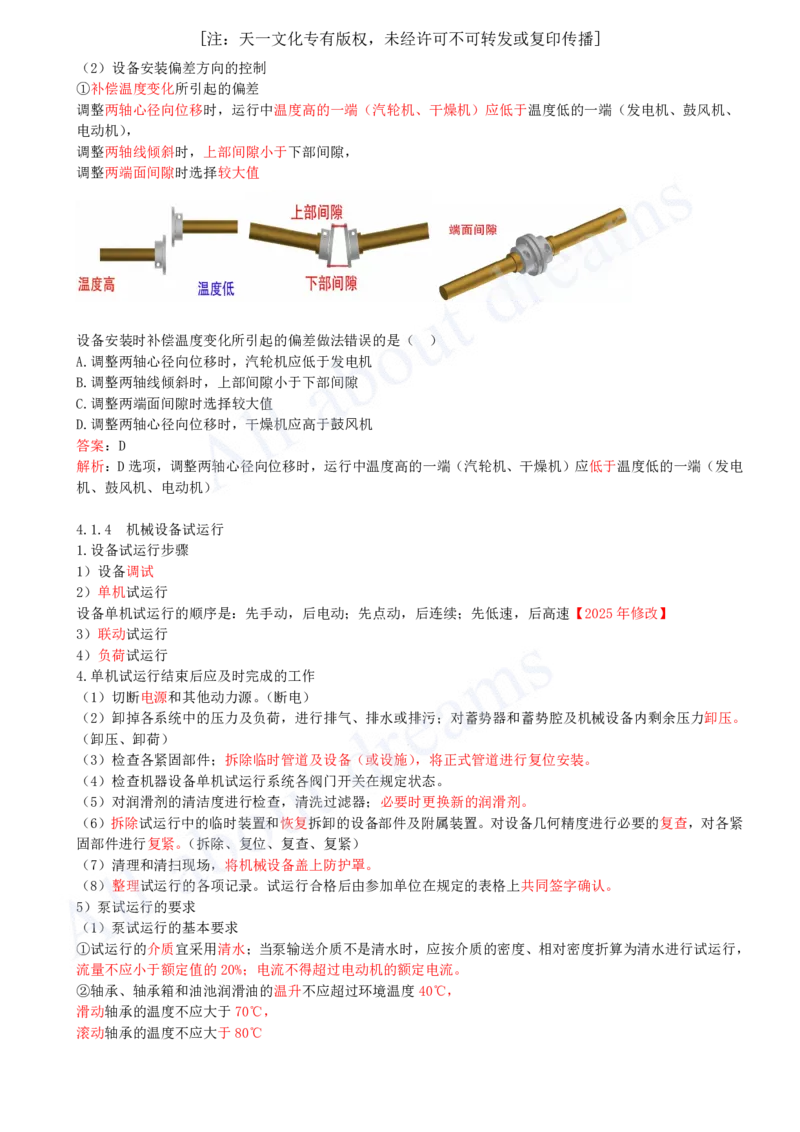
(2)设备安装偏差方向的控制
①补偿温度变化所引起的偏差
调整两轴心径向位移时,运行中温度高的一端(汽轮机、干燥机)应低于温度低的一端(发电机、鼓风机、
电动机),
调整两轴线倾斜时,上部间隙小于下部间隙,
调整两端面间隙时选择较大值
设备安装时补偿温度变化所引起的偏差做法错误的是( )
A.调整两轴心径向位移时,汽轮机应低于发电机
B.调整两轴线倾斜时,上部间隙小于下部间隙
C.调整两端面间隙时选择较大值
D.调整两轴心径向位移时,干燥机应高于⿎⻛机
答案:D
解析:D选项,调整两轴心径向位移时,运行中温度高的一端(汽轮机、干燥机)应低于温度低的一端(发电
机、鼓风机、电动机)
4.1.4 机械设备试运行
1.设备试运行步骤
1)设备调试
2)单机试运行
设备单机试运行的顺序是:先手动,后电动;先点动,后连续;先低速,后高速【2025年修改】
3)联动试运行
4)负荷试运行
4.单机试运行结束后应及时完成的工作
(1)切断电源和其他动力源。(断电)
(2)卸掉各系统中的压力及负荷,进行排气、排水或排污;对蓄势器和蓄势腔及机械设备内剩余压力卸压。
(卸压、卸荷)
(3)检查各紧固部件;拆除临时管道及设备(或设施),将正式管道进行复位安装。
(4)检查机器设备单机试运行系统各阀门开关在规定状态。
(5)对润滑剂的清洁度进行检查,清洗过滤器;必要时更换新的润滑剂。
(6)拆除试运行中的临时装置和恢复拆卸的设备部件及附属装置。对设备几何精度进行必要的复查,对各紧
固部件进行复紧。(拆除、复位、复查、复紧)
(7)清理和清扫现场,将机械设备盖上防护罩。
(8)整理试运行的各项记录。试运行合格后由参加单位在规定的表格上共同签字确认。
5)泵试运行的要求
(1)泵试运行的基本要求
①试运行的介质宜采用清水;当泵输送介质不是清水时,应按介质的密度、相对密度折算为清水进行试运行,
流量不应小于额定值的20%;电流不得超过电动机的额定电流。
②轴承、轴承箱和油池润滑油的温升不应超过环境温度40℃,
滑动轴承的温度不应大于70℃,
滚动轴承的温度不应大于80℃[注:天一文化专有版权,未经许可不可转发或复印传播]
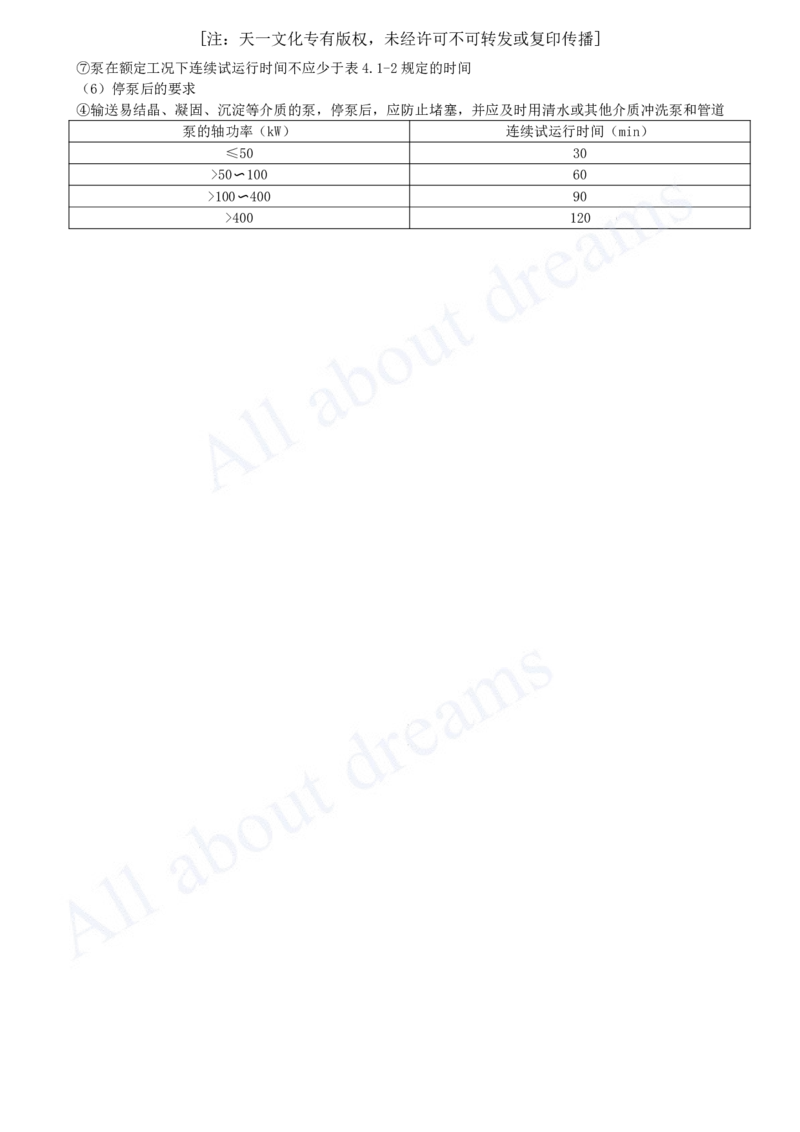
⑦泵在额定工况下连续试运行时间不应少于表4.1-2规定的时间
(6)停泵后的要求
④输送易结晶、凝固、沉淀等介质的泵,停泵后,应防止堵塞,并应及时用清水或其他介质冲洗泵和管道
泵的轴功率(kW) 连续试运行时间(min)
≤50 30
>50〜100 60
>100〜400 90
>400 120
