文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
4.7 石油化工 设备安装技术
3.金属储罐的安装方法和施工要求
1)金属储罐的正装法施工
脚手架随罐壁板升高而逐层搭设;
(1)
在壁板内侧挂设移动小车进行内侧施工;
金属 外搭脚手架
用吊车吊装壁板。
储罐
每组对一圈壁板,就在壁板内侧沿圆周挂上一圈三脚架,在三脚架上铺设跳板,组成环
正装
形脚手架
法 (2)
一台储罐施工宜用2层至3层脚手架,1个或2个楼梯间,脚手架从下至上交替使用;
施工 内挂脚手架
在罐壁外侧挂设移动小车进行罐壁外侧施工;
用吊车吊装壁板。
罐壁板自下而上依次组装焊接,最后组焊完成顶层壁板、抗风圈及顶端包边角钢等。较适用于大型浮顶罐。
包括:水浮正装法,架设正装法(包括外搭脚手架正装法、内挂脚手架正装法)等。
【真题-案例】
某机电工程公司施工总承包了一项大型原油储备库工程,该工程主要包括4台50000m³浮顶原油储罐及其配套系
统和设施。工程公司项目部对50000m³浮顶罐的施工方案进行了策划,确定罐壁焊缝采用自动焊的主体施工方案,
为了减少脚手架的搭设和投入,选用了适宜的内挂脚手架正装法组装罐壁。
问题:1.说明内挂脚手架正装法和外搭脚手架正装法脚手架的搭设方法和小车的位置有什么不同。
答案:外搭脚手架与内挂脚手架的搭设方法区别有:
(1)脚手架搭设方法不同。
外搭脚手架随罐壁板升高而逐层搭设;
内挂脚手架:脚手架从下至上交替使用。
2)挂设移动小车位置不同。
外搭脚手架在壁板内侧挂设移动小车进行内侧施工;
内挂脚手架在罐壁外侧挂设移动小车进行罐壁外侧施工。
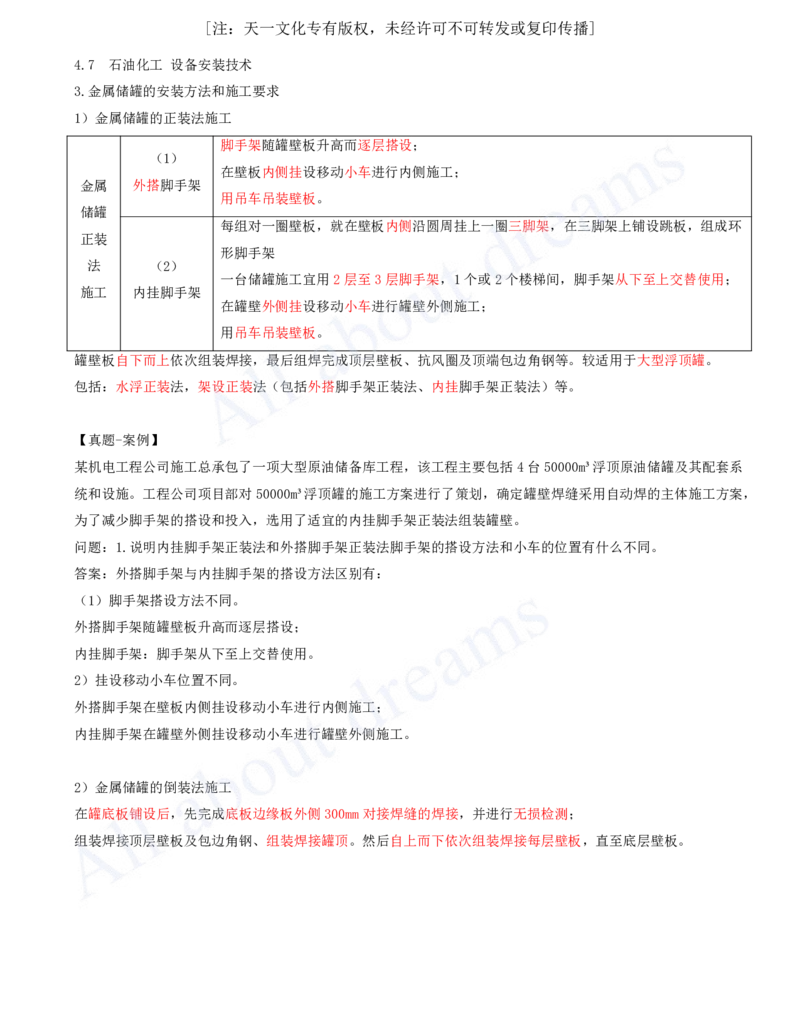
2)金属储罐的倒装法施工
在罐底板铺设后,先完成底板边缘板外侧300mm对接焊缝的焊接,并进行无损检测;
组装焊接顶层壁板及包边角钢、组装焊接罐顶。然后自上而下依次组装焊接每层壁板,直至底层壁板。[注:天一文化专有版权,未经许可不可转发或复印传播]
(a)罐顶(b)第二节(c)第三节
中心柱组装法
液压顶升
边柱倒装法
倒装法 葫芦提升
充气顶升法
水浮顶升法
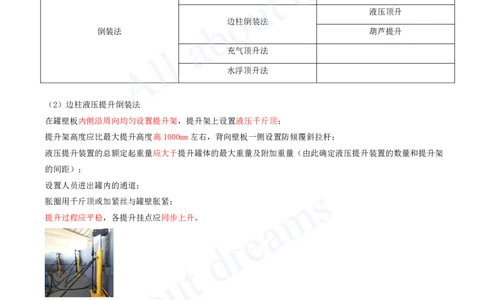
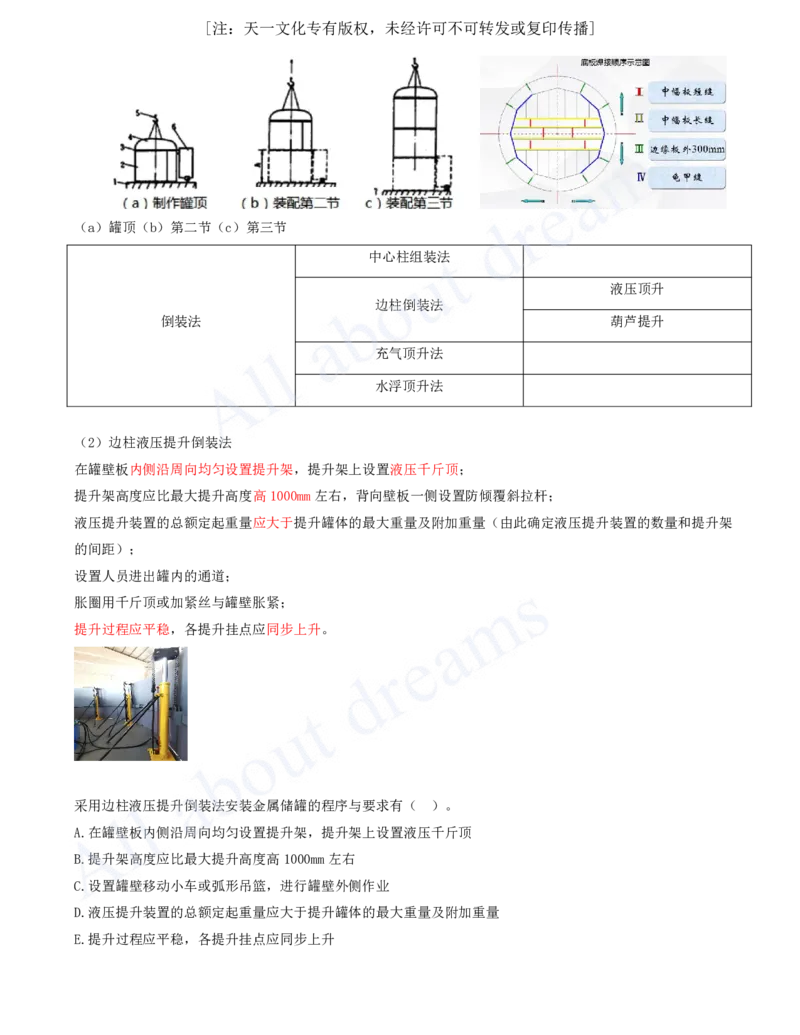
(2)边柱液压提升倒装法
在罐壁板内侧沿周向均匀设置提升架,提升架上设置液压千斤顶;
提升架高度应比最大提升高度高1000mm左右,背向壁板一侧设置防倾覆斜拉杆;
液压提升装置的总额定起重量应大于提升罐体的最大重量及附加重量(由此确定液压提升装置的数量和提升架
的间距);
设置人员进出罐内的通道;
胀圈用千斤顶或加紧丝与罐壁胀紧;
提升过程应平稳,各提升挂点应同步上升。
采用边柱液压提升倒装法安装金属储罐的程序与要求有( )。
A.在罐壁板内侧沿周向均匀设置提升架,提升架上设置液压千斤顶
B.提升架高度应比最大提升高度高1000mm左右
C.设置罐壁移动小车或弧形吊篮,进行罐壁外侧作业
D.液压提升装置的总额定起重量应大于提升罐体的最大重量及附加重量
E.提升过程应平稳,各提升挂点应同步上升[注:天一文化专有版权,未经许可不可转发或复印传播]
答案:ABDE
解析:本题考查边柱液压提升倒装法
C选项,属于水浮正装法的施工要求
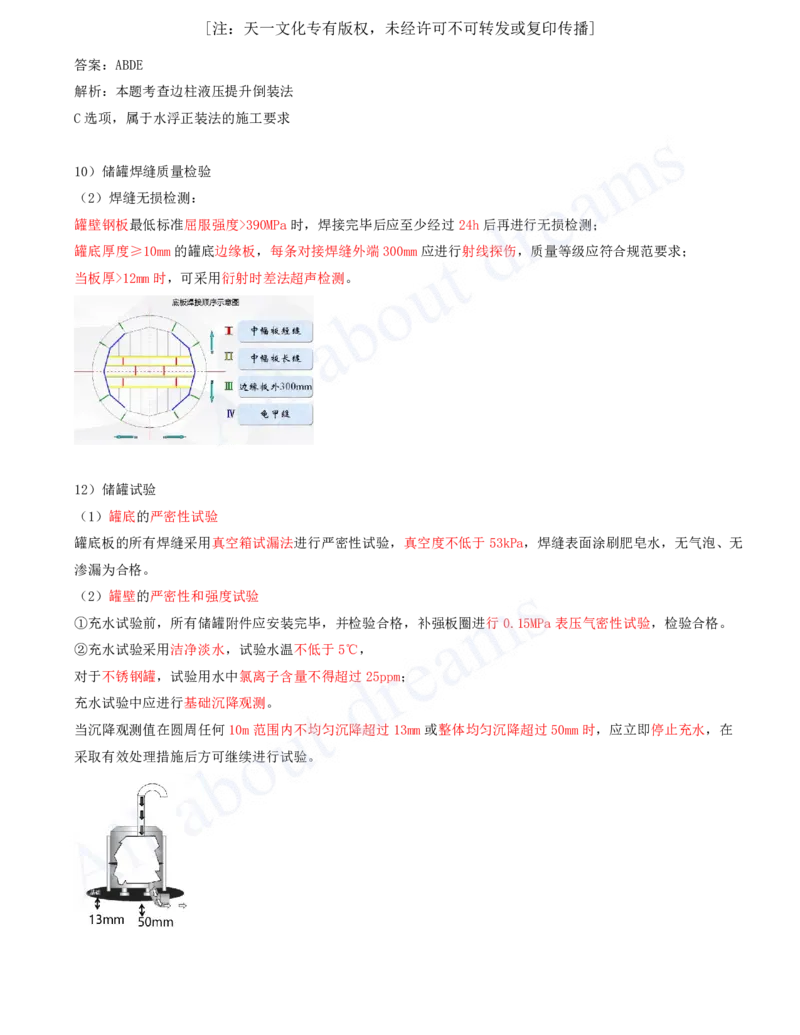
10)储罐焊缝质量检验
(2)焊缝无损检测:
罐壁钢板最低标准屈服强度>390MPa时,焊接完毕后应至少经过24h后再进行无损检测;
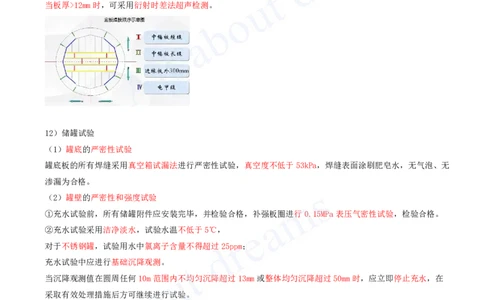
罐底厚度≥10mm的罐底边缘板,每条对接焊缝外端300mm应进行射线探伤,质量等级应符合规范要求;
当板厚>12mm时,可采用衍射时差法超声检测。
12)储罐试验
(1)罐底的严密性试验
罐底板的所有焊缝采用真空箱试漏法进行严密性试验,真空度不低于53kPa,焊缝表面涂刷肥皂水,无气泡、无
渗漏为合格。
(2)罐壁的严密性和强度试验
①充水试验前,所有储罐附件应安装完毕,并检验合格,补强板圈进行0.15MPa表压气密性试验,检验合格。
②充水试验采用洁净淡水,试验水温不低于5℃,
对于不锈钢罐,试验用水中氯离子含量不得超过25ppm;
充水试验中应进行基础沉降观测。
当沉降观测值在圆周任何10m范围内不均匀沉降超过13mm或整体均匀沉降超过50mm时,应立即停止充水,在
采取有效处理措施后方可继续进行试验。[注:天一文化专有版权,未经许可不可转发或复印传播]
③充水和放水过程中,应打开透光孔,且不得使基础浸水;
储罐试水要先注水至罐高1/2,观察24h,基础沉降差值在设计规定的范围内,方可继续充水,并要继续观测,
注水到设计要求的充水高度,静置48h,罐壁无异常变形,罐壁、罐底各部分焊缝无渗漏,则罐壁的严密性和强
度试验合格。
4.7.3 金属球罐安装技术
1.球形罐的构造及形式
1)球形罐的构造
球形罐由球罐本体、支座(或支柱)及附件组成。球罐本体为由球壳板拼焊而成的圆球形容器,为球形罐的承
压部分。
2.球壳和零部件的检查验收
1)质量证明文件检查
(1)球形罐质量证明书包括的内容:
制造竣工图样;
压力容器产品合格证;
产品质量证明文件;
特种设备制造监督检验证书。
总结:“一图3证”
3)球壳板超声波测厚【2025年修改】
球壳板应进行超声波测厚抽查,
抽查数量不得少于球壳板总数的20%,且每带不少于2块,上、下极不少于1块。
每张球壳板测点不少于5点,实测厚度应不小于设计厚度,若有不合格,应加倍抽查,若仍有不合格应进行
100%超声波测厚检查。

