

文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
4.9 冶炼设备安装技术
2.轧机设备安装要求
1)轧机设备安装精度要求
轧机设备安装精度等级可划分为I、Ⅱ两级:
应包含
(1)I级精度项目
板带轧机、粗轧与精轧的带材连轧机、平整机、管材连轧机、高速
【2024案例】
线材轧机、棒材轧机、型材连轧机、中厚板成品轧机等。
(2)Ⅱ级精度项目 应包含开坯机、钢坯轧机、穿孔机、焊管轧机等。
3.主机设备安装要求
4)轧机机架安装
(4)轧机地脚螺栓的紧固通常采用液压螺母拉伸法,应将螺栓紧固力矩值转换为相应的液压值,紧固力应达到
设计要求。
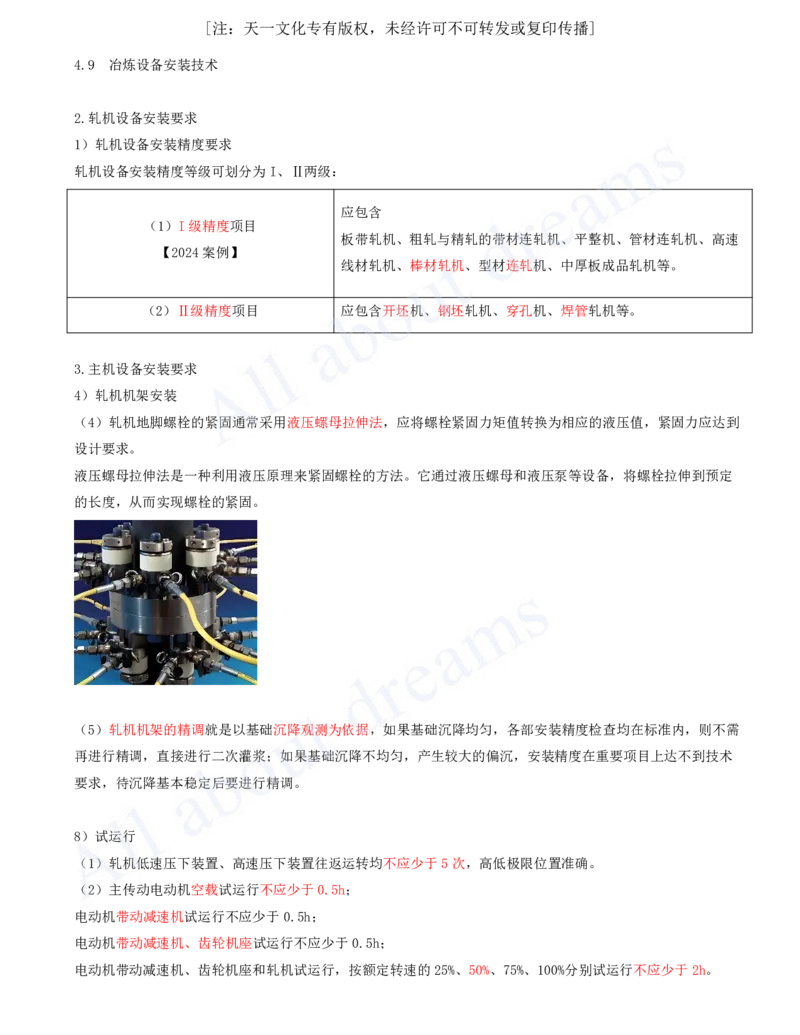
液压螺母拉伸法是一种利用液压原理来紧固螺栓的方法。它通过液压螺母和液压泵等设备,将螺栓拉伸到预定
的长度,从而实现螺栓的紧固。
(5)轧机机架的精调就是以基础沉降观测为依据,如果基础沉降均匀,各部安装精度检查均在标准内,则不需
再进行精调,直接进行二次灌浆;如果基础沉降不均匀,产生较大的偏沉,安装精度在重要项目上达不到技术
要求,待沉降基本稳定后要进行精调。
8)试运行
(1)轧机低速压下装置、高速压下装置往返运转均不应少于5次,高低极限位置准确。
(2)主传动电动机空载试运行不应少于0.5h;
电动机带动减速机试运行不应少于0.5h;
电动机带动减速机、齿轮机座试运行不应少于0.5h;
电动机带动减速机、齿轮机座和轧机试运行,按额定转速的25%、50%、75%、100%分别试运行不应少于2h。[注:天一文化专有版权,未经许可不可转发或复印传播]
(3)换辊装置及其他设备往返运行均不应少于5次,停止位置应符合设计文件的规定。
(4)试运行设备轴承温度应正常,
滚动轴承温升不超过40℃,且最高温度不得超过80℃;
滑动轴承温升不超过35℃,且最高温度不得超过70℃。
4.9.4 空分与制氧设备安装技术
王建波老师注释
工业用氧主要采用“深冷分离法”,深冷分离法又称低温精馏法、低温分离法。利用不同气体的沸点差别,氧
的沸点是-183℃,氮的沸点是-196℃,通过控制温度和压力,可使氮气先蒸发成气态,而氧保持液态,实现二
者分离
1.制氧设备组成
组成 主要设备
(1)原料空气过滤加压系统 空气过滤器、空气压缩机。
(2)空气预冷及净化系统 空冷塔、水冷塔、分子筛吸附器。
空分塔(冷箱),为集冷箱结构、内部容器、设备及管道为一体的整体
(3)空气分离系统 设备。包括:膨胀机、低温液体泵、主换热器、精馏塔、冷凝蒸发器、
粗氩塔、精氩塔、过冷器等。
(4)产品气体压缩及输送系统 氧气压缩机组、氮气压缩机组
(5)低温液体储备系统 低温液体储罐、液体泵、蒸发器等。
(6)控制系统。
3.冷箱安装要求
4)冷箱内铝镁合金管道安装要求
(2)管道清洗脱脂检验方法[注:天一文化专有版权,未经许可不可转发或复印传播]
①滤纸擦拭法,用清洁干燥的白色滤纸擦抹脱脂件表面,纸上无油脂痕迹为合格。
②紫光灯照射检查法,脱脂后用波长320~380nm的紫外光检查脱脂件表面,无油脂荧光为合格。
③樟脑检查法,用蒸汽吹扫脱脂时,盛少量蒸汽冷凝液于器皿内,并放入数颗粒度小于1mm的纯樟脑,以樟脑
不停旋转为合格。
④溶剂分析法,用有机溶剂脱脂时,取样检查合格后的脱脂剂,油脂含量不超过125mg/m²为合格。
5)管道试压要求
空分塔内系统多,压力等级不同,应按系统、压力等级设置不同的试压回路分别试压。试验介质宜采用干燥无
油的压缩空气、氮气。
(1)冷箱内管道应做强度试验,试验压力应为工作压力的1.15倍,稳压10min,压力不降为合格。
(2)冷箱内管道应在强度试验合格后做严密性试验,并应将强度试验后的压力降至工作压力,稳压30min,用
发泡剂检验,不泄漏为合格。
(3)冷箱内管道应做泄漏量试验,试验压力应为工作压力,停压12h,在试验压力稳定30min后,开始记录起
点压力、起点温度
泄漏率不应大于2.5%为合格
2× 1
Q—=泄1漏−率 (1× %2)×100%
P—起始绝对压力(MPa);
1
T—起始热力学温度(K);
1
P—终点绝对压力(MPa);
2
T—终点热力学温度(K)
2
6)管道吹扫要求
(1)吹扫气源应采用洁净、干燥、无油的压缩空气。
当采用空压机吹扫时,空气预冷、净化系统应投入运行。
吹扫的压力,
低压系统宜为0.04~0.05MPa,
高压系统宜为0.25~0.40MPa,
不得超过容器和管道的工作压力,流速不应少于20m/s。
4.9.5 炉窑砌筑施工技术
1.炉窑的分类
炉窑按其生产过程可分为两大类:动态炉窑和静态炉窑。
例如:水泥回转窑属于动态炉窑,
炼焦炉、玻璃熔窑属于静态炉窑。[注:天一文化专有版权,未经许可不可转发或复印传播]
2)耐火砖砌筑的施工程序
(1)动态炉窑的施工程序
①动态炉窑砌筑应在炉窑单机无负荷试运行合格并验收后方可进行。
②砌筑的基本顺序:
从热端向冷端(或从低端向高端)→分段作业划线→选砖→配砖→分段砌筑→分段进行修砖及锁砖→膨胀缝的
预留及填充。
(2)静态炉窑的施工程序
②静态炉窑施工程序和动态炉窑施工程序的不同之处:
不必进行无负荷试运行即可进行砌筑;
砌筑顺序必须自下而上进行;
无论采用哪种砌筑方法,每环砖均可一次完成;
起拱部位应从两侧向中间砌筑,并需采用拱胎压紧固定,
锁砖完成后,拆除拱胎。[注:天一文化专有版权,未经许可不可转发或复印传播]
3.耐火砖底和墙砌筑施工技术要求
1)耐火砖底砌筑施工技术要求
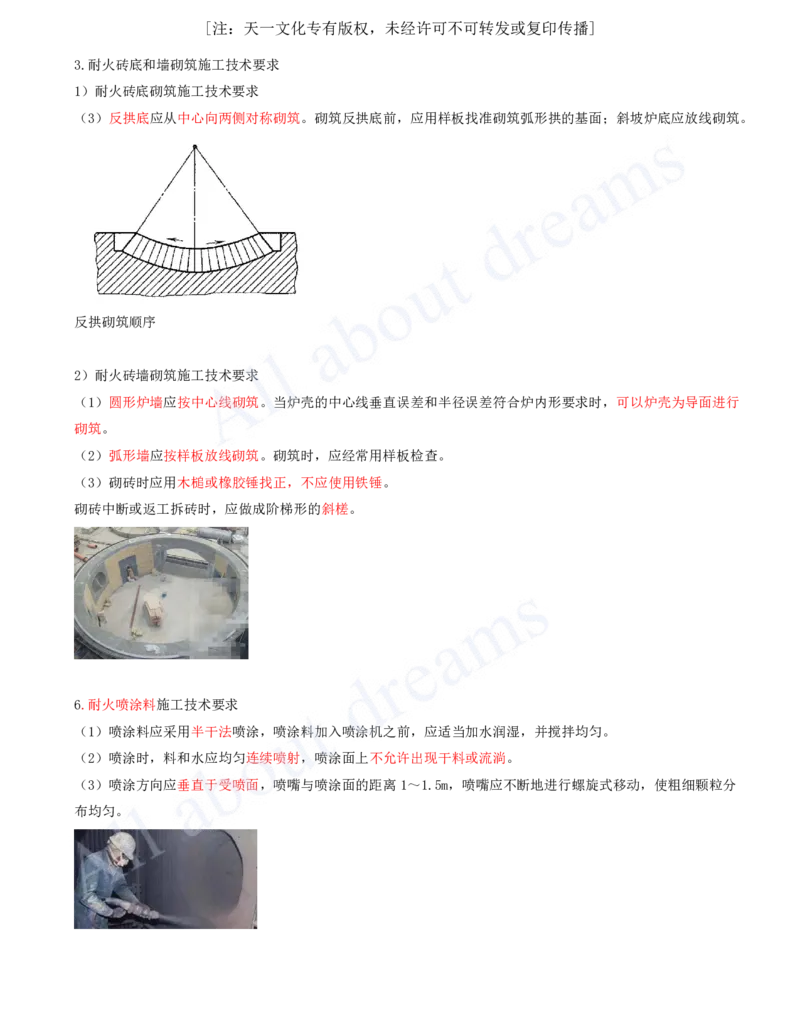
(3)反拱底应从中心向两侧对称砌筑。砌筑反拱底前,应用样板找准砌筑弧形拱的基面;斜坡炉底应放线砌筑。
反拱砌筑顺序
2)耐火砖墙砌筑施工技术要求
(1)圆形炉墙应按中心线砌筑。当炉壳的中心线垂直误差和半径误差符合炉内形要求时,可以炉壳为导面进行
砌筑。
(2)弧形墙应按样板放线砌筑。砌筑时,应经常用样板检查。
(3)砌砖时应用木槌或橡胶锤找正,不应使用铁锤。
砌砖中断或返工拆砖时,应做成阶梯形的斜槎。
6.耐火喷涂料施工技术要求
(1)喷涂料应采用半干法喷涂,喷涂料加入喷涂机之前,应适当加水润湿,并搅拌均匀。
(2)喷涂时,料和水应均匀连续喷射,喷涂面上不允许出现干料或流淌。
(3)喷涂方向应垂直于受喷面,喷嘴与喷涂面的距离1~1.5m,喷嘴应不断地进行螺旋式移动,使粗细颗粒分
布均匀。[注:天一文化专有版权,未经许可不可转发或复印传播]
(4)大面积喷涂应分单元连续进行,且在本单元内应一次达到设计厚度。喷涂内衬厚度超过300mm需分层喷涂
时,应在前层耐火喷涂料凝结前喷完次层。
(5)喷涂完毕后应及时开设膨胀缝线
下列关于耐火喷涂料施工技术要求的说法,错误的是( )。
A.喷涂方向与受喷面成60°~75°夹角
B.喷涂时,料和水应均匀连续喷射
C.喷涂料应采用半干法喷涂
D.喷涂完毕后应及时开设膨胀缝线
答案:A
解析:A选项,喷涂方向应垂直于受喷面
9.烘炉的技术要求
(1)工业炉在投入生产前应烘干烘透。
烘炉前应先烘烟囱及烟道。
(2)耐火浇注料内衬应该按规定养护后,才可进行烘炉。
(3)烘炉应在其生产流程有关的机电设备联合试运行及调整合格后进行。
(4)烘炉应根据炉窑的结构和用途、耐火材料的性能、建筑季节等制定烘炉曲线和操作规程。主要内容包括:
烘炉期限、升温速度、恒温时间、最高温度、更换加热系统的温度、烘炉措施、操作规程及应急预案等。[注:天一文化专有版权,未经许可不可转发或复印传播]
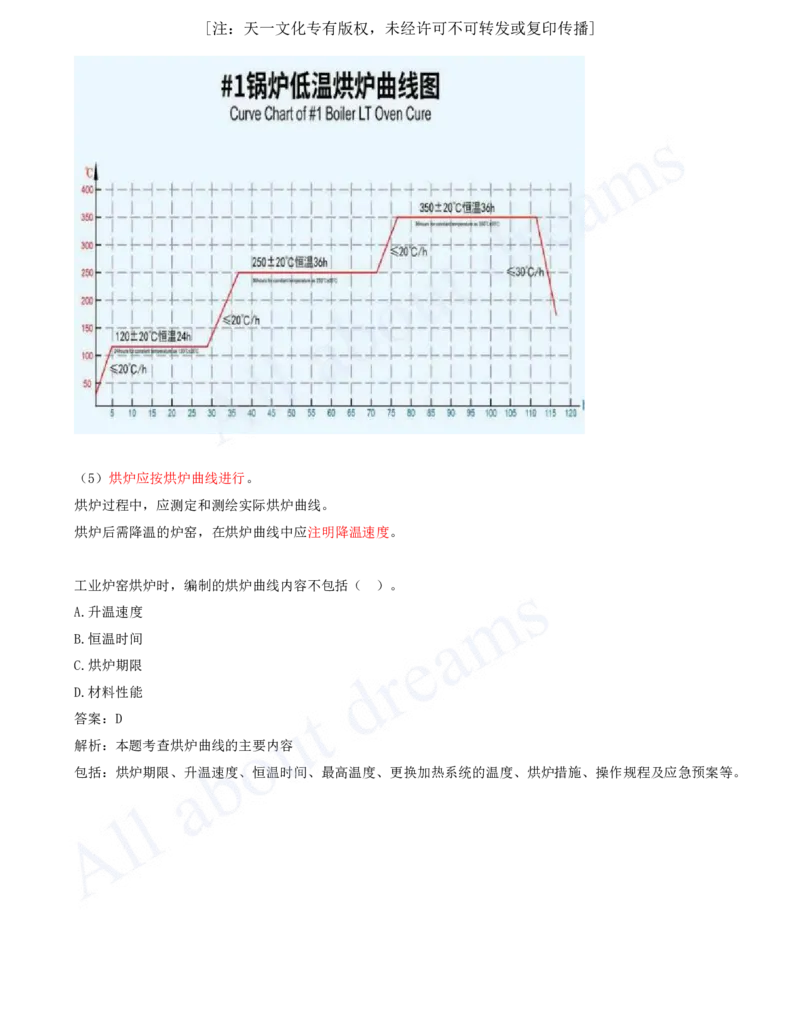
(5)烘炉应按烘炉曲线进行。
烘炉过程中,应测定和测绘实际烘炉曲线。
烘炉后需降温的炉窑,在烘炉曲线中应注明降温速度。
工业炉窑烘炉时,编制的烘炉曲线内容不包括( )。
A.升温速度
B.恒温时间
C.烘炉期限
D.材料性能
答案:D
解析:本题考查烘炉曲线的主要内容
包括:烘炉期限、升温速度、恒温时间、最高温度、更换加热系统的温度、烘炉措施、操作规程及应急预案等。
