
文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
本节框架
2.1.1 工程测量方法及要求 ★★
2.1 工程测量技术 2.1.2 工程测量的实施与控制 ★★
2.1.3 工程测量仪器的应用 ★★
2.2.1 起重机械的分类与选用 ★★★
第2章 2.2.2 索吊具的分类与选用 ★★★
2.2 起重技术
机电工程 2.2.3 吊装方法和吊装稳定性要求 ★★★
专业技术 2.2.4 吊装方案的编制与实施 ★★★
2.3.1 焊接设备和焊接材料的分类及选用 ★★
2.3.2 焊接方法和焊接工艺 ★★
2.3 焊接技术
2.3.3 焊接应力与焊接变形 ★★★
2.3.4 焊接质量检验 ★★★
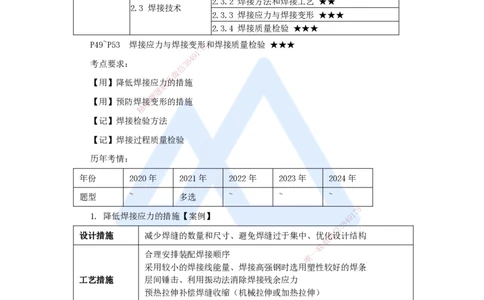
P49~P53 焊接应力与焊接变形 和焊接质量检验 ★★★
8
7
1
9
4
考点要求: 3 8
信
微
系
【用】降低焊接应联力的措施
题
押
【用】预防焊准接变形的措施
精
【记】焊接检验方法
【记】焊接过程质量检验
历年考情:
年份 2020年 2021年 2022年 2023年 2024年
题型 ~ 多选 ~ ~ ~
8
7
1. 降低焊接应力的措施【案例】 9 1
4
8
3
信
设计措施 减少焊缝的数量和尺寸、避免焊缝过于集中、优化微设计结构
系
联
合理安排装配焊接顺序 一
唯
采用较小的焊接线能量、焊接高强钢时选用塑性较好的焊条
工艺措施 层间锤击、利用振动法消除焊接残余应力
预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)
预热、焊后热处理、消氢处理
【2015】降低焊接应力的正确措施有( )。
A. 构件设计时尽量减少焊缝尺寸
1
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
B. 将焊缝集中在一个区域
C. 焊接时采用较小的焊接线能量
D. 焊接过程中,层间进行锤击
E. 焊接前对构件进行整体预热
【答案】ACDE
【解析】B选项,构件设计应避免焊缝过于集中,从而避免焊接应力峰值叠加。
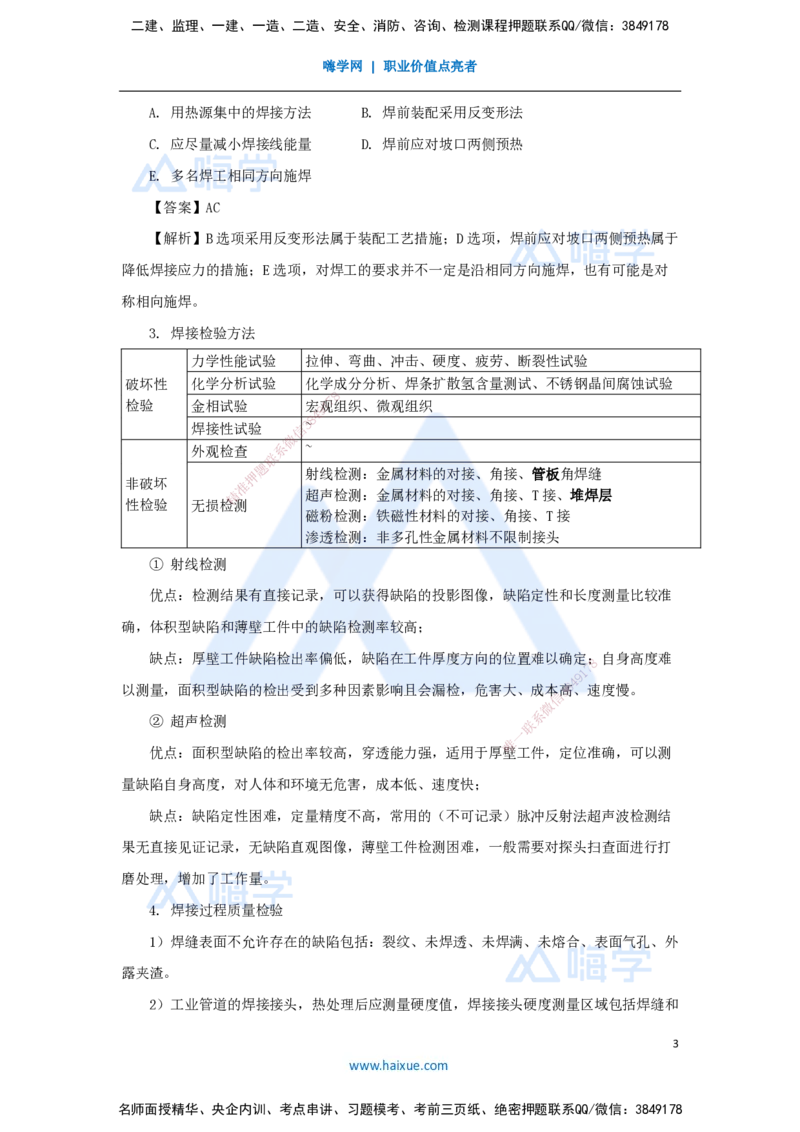
2. 预防焊接变形的措施【案例】
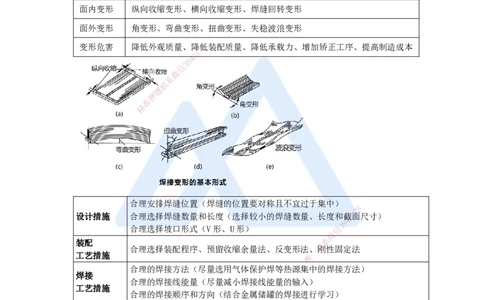
面内变形 纵向收缩变形、横向收缩变形、焊缝回转变形
面外变形 角变形、弯曲变形、扭曲变形、失稳波浪变形
变形危害 降低外观质量、降8低装配质量、降低承载力、增加矫正工序、提高制造成本
7
1
9
4
8
3
信
微
系
联
题
押
准
精
合理安排焊缝位置(焊缝的位置要对称且不宜过于集中)
8
设计措施 合理选择焊缝数量和长度(选 择较小的焊缝数量、长度和截9 1
7
面尺寸)
8
4
合理选择坡口形式(V形、U形) 信
3
微
装配 系
合理选择装配程序、预留收缩余量法、 反变形法、
联
刚性固定法
一
工艺措施 唯
合理的焊接方法(尽量选用气体保护焊等热源 集中的焊接方法)
焊接
合理的焊接线能量(尽量减小焊接线能量的输入)
工艺措施
合理的焊接顺序和方向(结合金属储罐的焊接进行学习)
【2011】预防焊接变形的装配工艺措施是( )。
A. 合理选择焊缝尺寸和形状 B. 合理选择装配程序
C. 合理安排焊缝位置 D. 合理的焊接顺序和方向
【答案】B
【解析】预防焊接变形的装配工艺措施包括:合理选择装配程序、预留收缩余量法、
反变形法、刚性固定法;A和C属于设计措施;D属于焊接工艺措施。
【2021】下列预防焊接变形的措施中,属于焊接工艺措施的有( )。
2
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
A. 用热源集中的焊接方法 B. 焊前装配采用反变形法
C. 应尽量减小焊接线能量 D. 焊前应对坡口两侧预热
E. 多名焊工相同方向施焊
【答案】AC
【解析】B选项采用反变形法属于装配工艺措施;D选项,焊前应对坡口两侧预热属于
降低焊接应力的措施;E选项,对焊工的要求并不一定是沿相同方向施焊,也有可能是对
称相向施焊。
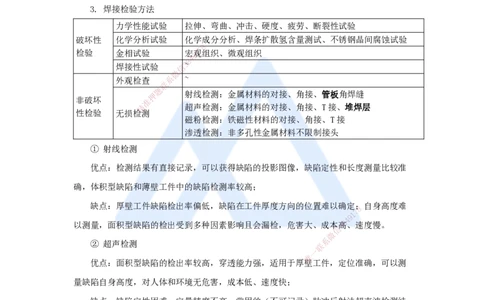
3. 焊接检验方法
力学性能试验 拉伸、弯曲、冲击、硬度、疲劳、断裂性试验
破坏性 化学分析试验 化学成分分析、焊条扩散氢含量测试、不锈钢晶间腐蚀试验
8
7
检验 金相试验 宏1观组织、微观组织
9
4
8
3
焊接性试验 信~
微
外观检查 系 ~
联
题
押 射线检测:金属材料的对接、角接、管板角焊缝
非破坏 准
精 超声检测:金属材料的对接、角接、T接、堆焊层
性检验 无损检测
磁粉检测:铁磁性材料的对接、角接、T接
渗透检测:非多孔性金属材料不限制接头
① 射线检测
优点:检测结果有直接记录 ,可以获得缺陷的投影图像,缺陷定性和长度测量比较准
确,体积型缺陷和薄壁工件中的缺陷检 测率较高;
缺点:厚壁工件缺陷检出率偏低,缺陷 在工件厚度方向的位置难以确定
8
;自身高度难
1
7
9
以测量,面积型缺陷的检出受到多种因素影响且 会漏检,危害大、成本
信
3高8
4
、速度慢。
微
② 超声检测 联
系
一
唯
优点:面积型缺陷的检出率较高,穿透能力强,适用于 厚 壁工件,定位准确,可以测
量缺陷自身高度,对人体和环境无危害,成本低、速度快;
缺点:缺陷定性困难,定量精度不高,常用的(不可记录)脉冲反射法超声波检测结
果无直接见证记录,无缺陷直观图像,薄壁工件检测困难,一般需要对探头扫查面进行打
磨处理,增加了工作量。
4. 焊接过程质量检验
1)焊缝表面不允许存在的缺陷包括:裂纹、未焊透、未焊满、未熔合、表面气孔、外
露夹渣。
2)工业管道的焊接接头,热处理后应测量硬度值,焊接接头硬度测量区域包括焊缝和
3
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
热影响区;
3)奥氏体-铁素体型双相不锈钢焊缝铁素体含量应与母材一致,母材奥氏体含量均为
40%~60%。
【2013】常用的焊缝无损检测方法中,适合于焊缝内部缺陷无损检测的是( )。
8
7
A. 射线检测 B. 涡流检1测
9
4
8
3
信
C. 磁粉检测 D. 渗微透检测
系
联
【答案】A 题
押
准
精
【解析】内部无损检测方法有射线检测和超声检测;表面和近表面无损检测方法有涡
流检测、磁粉检测、渗 透检测。
考点总结
8
1
7
9
8
4
信
3
微
系
联
一
唯
4
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

