











文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
基 础 精 讲
8
7
1
9
4
8
3
信
微
系
联
一
唯
主讲人:黄老师
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2.3焊接技术
8
7
1
9
4
8
3
信
微
Ø 系
联
题
2.3.1焊接设备和焊接材料的分押类及选用
准
精
Ø
2.3.2焊接方法和焊接工艺
Ø
2.3.3焊接应力与焊接变形
Ø
2.3.4焊接质量检验
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2.3.1焊接设备和焊接材料的分类及选用
• 8
7
1
9
考点1:焊接设备 ★ 4
8
3
信
微
• 系
联
考点2:焊接材料 ★★ 题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
考点1:焊接设备★
非常规考点。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
考点2:焊接材料★★
1)焊条的分类及选用
8
7
(1)焊条分类 1
9
4
8
3
信
微
按熔渣性质分类:碱性焊条(又称系作低氢型焊条)和酸性焊条。
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
(2)同种钢材焊接时焊条选用原则
①焊缝金属的力学性能和化学成分匹配的原则。
规定要求焊缝金属与母材等强度,应选用熔敷金属抗拉强度等
8
7
1
9
4
于或稍高于母材的焊条。 3 8
信
微
系
联
对于合金钢,要求焊缝金属合金题成分与母材相同或接近。
押
准
精
在焊接结构刚性大、接头应力高 、焊缝易产生裂纹的不利情况
下,应考虑选用比母材强度低的焊条 。
当母材中碳、硫、磷等元素的含量偏高时,焊缝中易产生裂纹,
应选用抗裂性能好的低氢型焊条。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
②保证焊接构件的使用性能和工作条件的原则。
对承受动载荷和冲击载荷的焊件,除满足强度要求外,主要应
保证焊缝金属具有较高的塑性和韧性,可选用塑、韧性指标较高
8
7
1
9
4
的低氢型焊条。 3 8
信
微
系
联
接触腐蚀介质的焊件,应根据介题质的性质及腐蚀特征选用不锈
押
准
精
钢类焊条或其他耐腐蚀焊条。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
③满足焊接结构特点及受力条件的原则。
对结构形状复杂、刚性大的厚大焊件,在焊接过程中,冷却速
度快,收缩应力大,易产生裂纹,应选用抗裂性好、韧性好、氢
8
7
1
9
4
裂纹倾向低的焊条。例如:低氢型焊条3 8、超低氢型焊条和高韧性
信
微
系
联
焊条等。 题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
④考虑施工条件和可操作性的原则。
当焊件的焊接部位不能翻转时,应选用适用于全位置焊接的焊条。
对受力不大、焊接部位难以清理的焊件,应选用对铁锈、氧化皮、
8
7
1
9
4
油污不敏感的酸性焊条。 3 8
信
微
系
联
在狭小或通风条件差的场合,在题满足使用性能要求的条件下,应
押
准
精
选用酸性焊条或低尘焊条。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
(4)异种钢焊接时焊条选用的原则
碳钢和低合金钢焊接。选用的焊条强度应能保证焊缝及接头的
强度不低于强度较低侧母材的强度,同时焊缝金属的塑性和冲击
8
7
1
9
4
韧性应不低于强度较高而韧性较差侧的3 8母材性能。
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
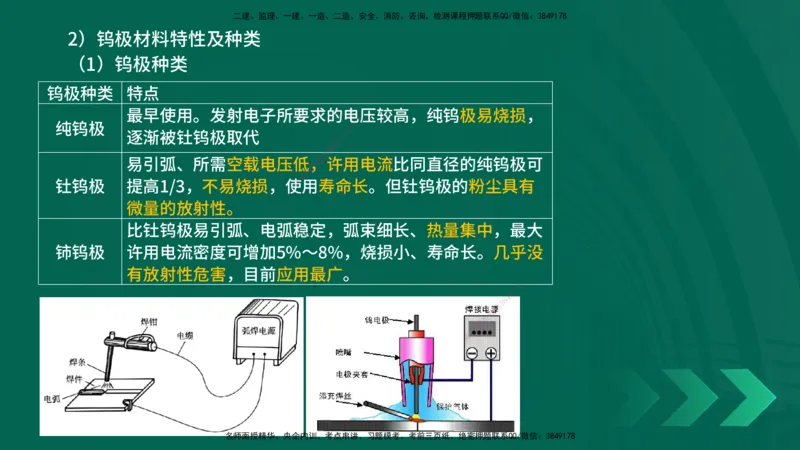
2)钨极材料特性及种类
(1)钨极种类
钨极种类 特点
8
7
最早使用。发射电子所要求的电9 1压较高,纯钨极易烧损,
4
8
3
纯钨极 信
逐渐被钍钨极取代 微
系
联
题
押
易引弧、所需空载电压低准,许用电流比同直径的纯钨极可
精
钍钨极 提高1/3,不易烧损,使用 寿命长。但钍钨极的粉尘具有
微量的放射性。
比钍钨极易引弧、电弧稳定,弧 束细长、热量集中,最大
铈钨极 许用电流密度可增加5%~8%,烧 损小、寿命长。几乎没
有放射性危害,目前应用最广。 8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
3)焊接气体分类及应用
(1)焊接气体分类
①气焊、切割用气体
₂ 8
7
1
9
4
助燃气体:氧气(O ); 3 8
信
微
系
联
可燃气体:乙炔、丙烷、石油气题、天然气等。
押
准 ₂
精
②焊接保护用气体:二氧化碳( CO )、氩气(Ar)、氦气(
₂ ₂ ₂
He)、氮气(N )、氧气(O ) 和氢气(H )。
巧思妙记
8
1
7
9
8
4
信
3
保护气体:淡海养轻鸭
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
3)焊接材料的复验要求
(1)钢结构的焊接材料复验
建筑结构安全等级为一级的一、二级焊缝、
8
7
1
9
4
建筑结构安全等级为二级的一级焊缝3 8、
信
微
系
联
大跨度的一级焊缝、 题
押
准
精
重级工作制吊车梁结构中的一级 焊缝
中所用焊接材料应按到货批次进行 复验,合格后方可使用。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
(2)特种设备的焊接材料复验
球罐用的焊条和药芯焊丝应按批号进行扩散氢复验。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
4)焊条保管、烘干
①焊条入库时需按照其质量证明书进行验收,并检查其包装无
破损、无受潮和雨淋现象。焊条必须存放在干燥通风、整洁的库
8
7
1
9
4
房中,摆放在距离地面、墙面300mm3 8以上的架子上,应保持上
信
微
系
联
下、左右空气通畅,以免受潮。焊题条在库房中应按照种类、牌号、
押
准
精
批次、规格及入库时间等分类存放 ,每种焊条应有明确的标识,
避免混放。焊条库房中应装有温度计 和湿度计,库房内温度不得
低于5℃,湿度不得大于60%。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
②焊条药皮的水分主要有吸附水(温度超过100℃时蒸发)、结晶
水(温度为200~400℃时蒸发)及化合水(更高温度下去除),使
用前应按照说明书规定进行烘干。
8
7
1
9
4
酸性焊条,烘干温度为70~150℃,3 8保温时间为1~1.5h;
信
微
系
联
碱性焊条烘干温度为300~400℃题,保温时间为1~2h。
押
准
精
烘干后的焊条应随烘随用,并应 存放在保温桶内,以免再次受潮。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
1.【多选】焊接时,可用作焊接保护气体的有 ( )。
8
7
A.丙烷 9 1
4
8
3
信
微
系
B.氧气
联
题
押
准
C.乙炔 精
D.氩气
E.二氧化碳
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【参考答案】BDE
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2.【单选】下列关于焊条保管和烘干的说法,错误的是( )。
8
7
A.焊条必须存放在干燥通风、整洁的9 1库房中
4
8
3
信
微
系
B.焊条库房内温度不得低于0℃,湿度不得大于85%
联
题
押
准
C.酸性焊条的烘干温度为70~精 150℃
D.焊条应随烘随用,并存放在保温桶内,以免再次受潮
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【参考答案】B
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2.3.2焊接方法和焊接工艺
• 8
7
1
9
考点1:焊接方法 ★ 4
8
3
信
微
• 系
联
考点2:焊接工艺 ★★题
押
准
• 精
考点3:焊接工艺评定 ★★ ★
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
考点1:焊接方法★
非常规考点。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
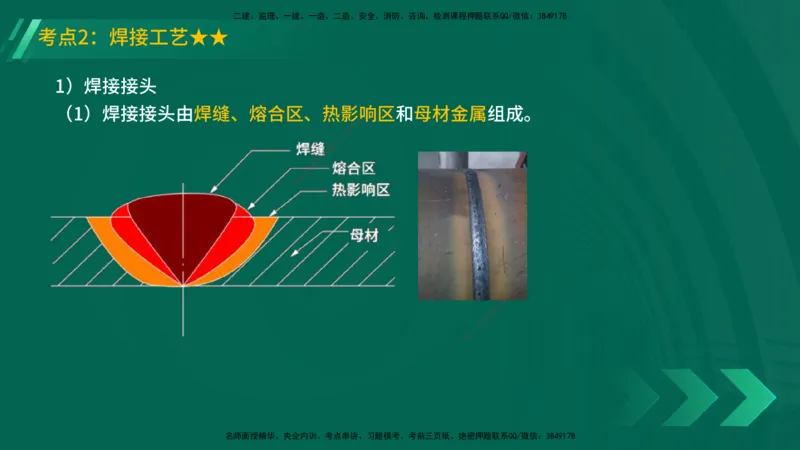
考点2:焊接工艺★★
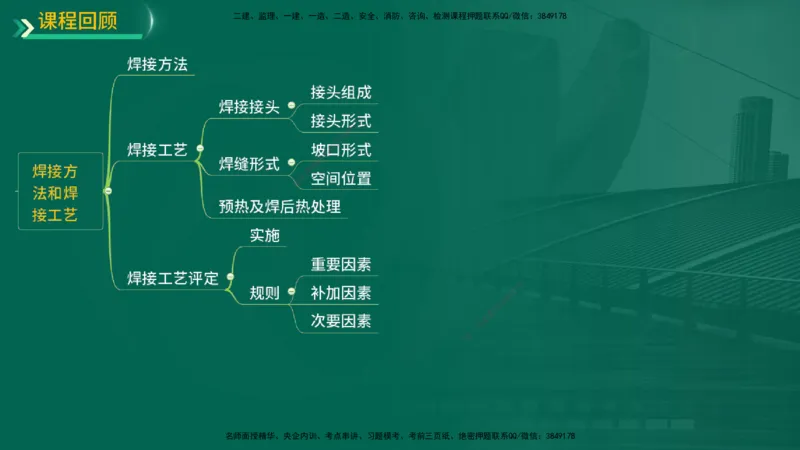
1)焊接接头
8
7
(1)焊接接头由焊缝、熔合区、热影1响区和母材金属组成。
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
(2)焊接接头形式:对接接头、T形接头、角接接头及搭接接
头等。
8
7
巧思妙记 1
9
4
8
3
信
微
口诀:对打脚踢 系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
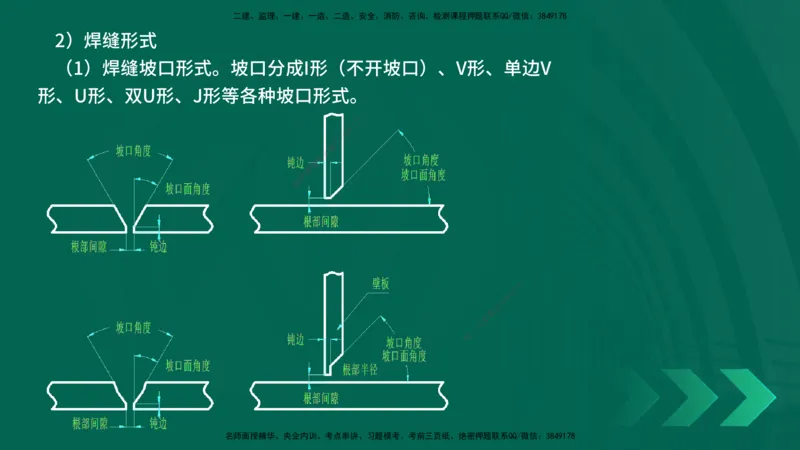
2)焊缝形式
(1)焊缝坡口形式。坡口分成I形(不开坡口)、V形、单边V
形、U形、双U形、J形等各种坡口形式。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
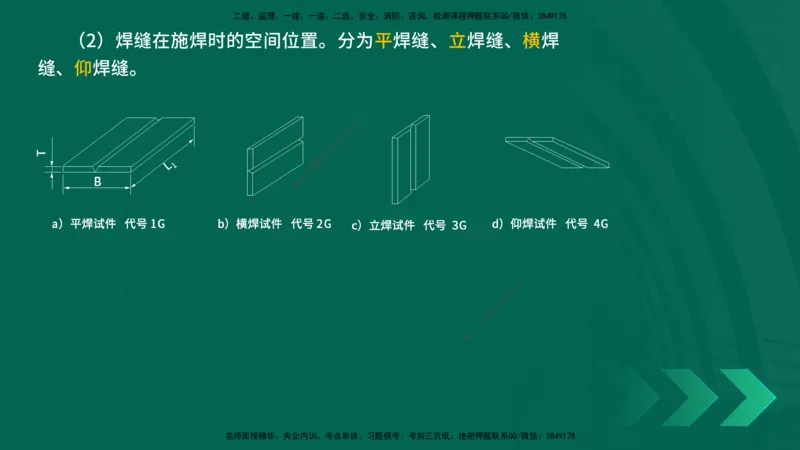
(2)焊缝在施焊时的空间位置。分为平焊缝、立焊缝、横焊
缝、仰焊缝。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
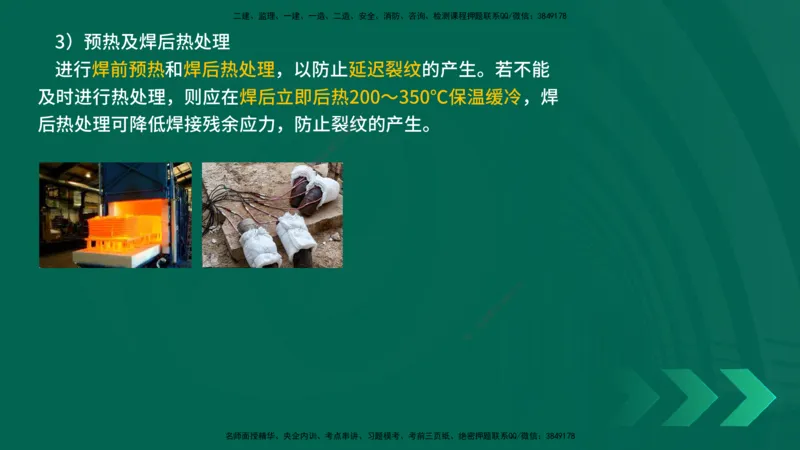
3)预热及焊后热处理
进行焊前预热和焊后热处理,以防止延迟裂纹的产生。若不能
及时进行热处理,则应在焊后立即后热200~350℃保温缓冷,焊
8
7
1
9
4
后热处理可降低焊接残余应力,防止裂3 8纹的产生。
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【多选】下列焊缝中,属于按空间位置形式分类的有( )。
8
7
A.角焊缝 9 1
4
8
3
信
微
系
B.平焊缝
联
题
押
准
C.横焊缝 精
D.立焊缝
E.仰焊缝
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【参考答案】BCDE
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
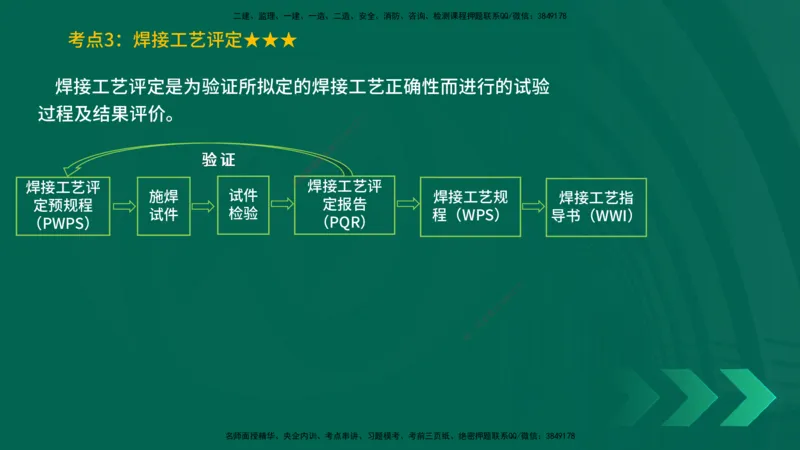
考点3:焊接工艺评定★★★
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验
8
7
过程及结果评价。 1
9
4
8
3
信
微
系
联
题
押
准
精
焊接工艺评 焊接工艺评
施焊 试件 焊接工艺规 焊接工艺指
定预规程 定报告
试件 检验 程(WPS) 导书(WWI)
(PWPS) (PQ R)
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
1)焊接工艺评定实施
由本单位操作技能熟练的焊接人员使用本单位设备焊接试件。
(1)焊接工艺评定报告(PQR)。记载验证性试验及其检验
8
7
1
9
4
结果,对拟定的预焊接工艺规程进行评3 8价的报告。
信
微
系
联
(2)焊接工艺评定预规程(PW题PS)。为进行焊接工艺评定所
押
准
精
拟定的焊接工艺文件。
(3)焊接工艺规程(WPS)。根据 合格的焊接工艺评定报告
编制,用于产品施焊的焊接工艺文件。
(4)焊接工艺指导书(WWI)。与制造焊件有关的加工和操
8
1
7
9
作细则性作业文件。焊工施焊时使用的作业指 导书,可保证8
4
施工
信
3
微
系
时质量的再现性。 一
联
唯
一个焊接工艺评定报告可用于编制多个焊接作业指导书。一个
焊接作业指导书可以依据一个或多个焊接工艺评定报告编制。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2)焊接工艺评定规则
(1)按照《承压设备焊接工艺评定》NB/T47014—2023,把
焊接所有工艺参数分为重要因素、补加因素和次要因素三种。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
(2)重要因素变化的情况都需要重新进行评定,如焊接方法、
母材分类、母材厚度、焊丝类别、预热、焊后热处理、保护气体
种类、电流种类和极性等变化都可以成为重要因素。
8
7
1
9
4
(3)当有冲击韧性要求时,补加因3素8 就上升为重要因素,如
信
微
系
联
线能量、平焊改立焊、多道焊改为题单道焊等,反之则下降为次要
押
准
精
因素。
次要因素变化则无需要进行评定, 如坡口形式尺寸、焊丝规格、
保护气体流量等,但需要重新编制焊接工艺规程。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【多选】下列焊接工艺参数发生变化后,只需要重新编制焊
8
7
接工艺规程的有( )。 9 1
4
8
3
信
微
系
A.坡口形式尺寸
联
题
押
准
B.电流种类 精
C.焊丝规格
D.焊后热处理
E.焊接方法
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【参考答案】AC
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2.3.3焊接应力与焊接变形
• 8
7
1
9
考点1:降低焊接应力的措施 4 ★★
8
3
信
微
• 系
联
考点2:焊接变形的危害及预防题焊接变形的措施 ★★
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
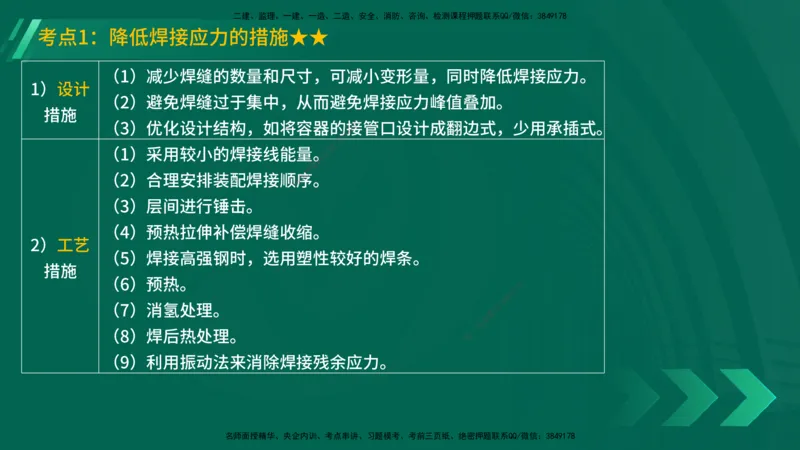
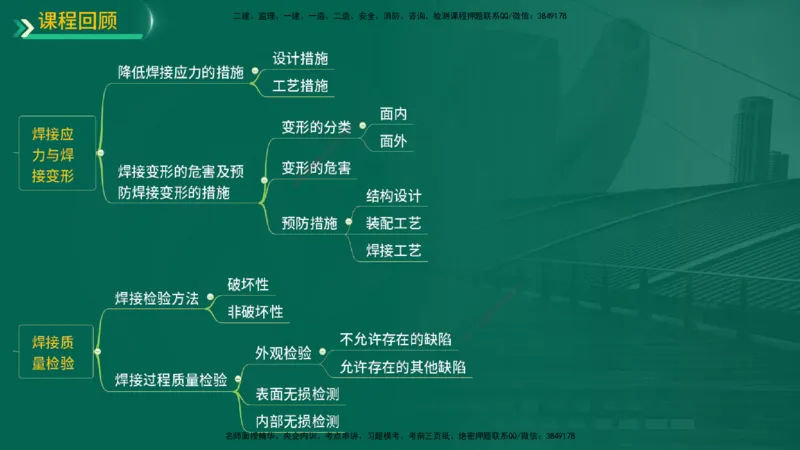
考点1:降低焊接应力的措施★★
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
1)设计
(2)避免焊缝过于集中,从而避免焊接应力峰值叠加。
8
7
措施 9 1
4
8
(3)优化设计结构,如将容器的信 3接管口设计成翻边式,少用承插式。
微
系
联
(1)采用较小的焊接线能量题。
押
准
精
(2)合理安排装配焊接顺序 。
(3)层间进行锤击。
(4)预热拉伸补偿焊缝收缩。
2)工艺
(5)焊接高强钢时,选用塑性较好的 焊条。
措施
8
1
7
(6)预热。
8
4 9
信
3
微
(7)消氢处理。 联
系
一
唯
(8)焊后热处理。
(9)利用振动法来消除焊接残余应力。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【多选】降低焊接应力的正确措施有( )。
8
7
A.构件设计时尽量减少焊缝尺寸 9 1
4
8
3
信
微
系
B.将焊缝集中在一个区域
联
题
押
准
C.焊接时采用较小的焊接线能精 重
D.焊接过程中,层间锤击
E.焊接前对构件进行整体预热
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【参考答案】ACDE
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
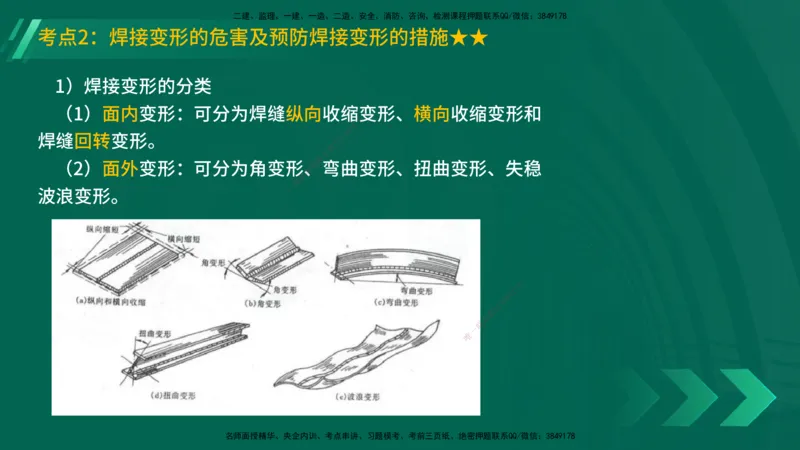
考点2:焊接变形的危害及预防焊接变形的措施★★
1)焊接变形的分类
8
7
(1)面内变形:可分为焊缝纵向收缩1变形、横向收缩变形和
9
4
8
3
信
微
焊缝回转变形。 系
联
题
押
准
(2)面外变形:可分为角变形精、弯曲变形、扭曲变形、失稳
波浪变形。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2)焊接变形的危害
焊接变形的危害主要表现在:降低装配质量、影响外观质量、
降低承载力、增加矫正工序、提高制造成本五个方面。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
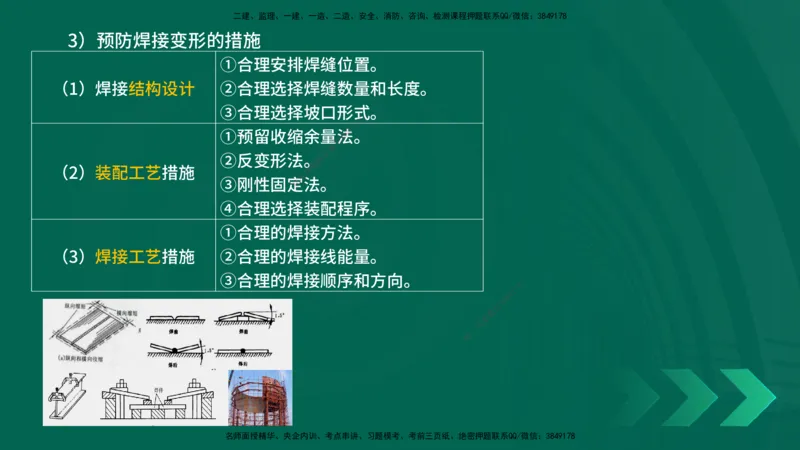
3)预防焊接变形的措施
①合理安排焊缝位置。
(1)焊接结构设计 ②合理选择焊缝数量和长度。
8
③合理选择坡口形1 7式。
9
4
8
3
信
①预留收缩余量微法。
系
联
题
②反变形法押。
准
(2)装配工艺措施 精
③刚性固定法。
④合理选择装配 程序。
①合理的焊接方法。
(3)焊接工艺措施 ②合理的焊接线能量。
8
③合理的焊接顺序和方向 。 9 1
7
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【多选】下列预防焊接变形的措施中,属于焊接工艺措施的
8
7
有( )。 9 1
4
8
3
信
微
系
A.用热源集中的焊接方法
联
题
押
准
B.焊前装配采用反变形法 精
C.应尽量减小焊接线能量
D.焊前应对坡口两侧预热
E.多名焊工相同方向施焊
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【参考答案】ACDE
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2.3.4焊接质量检验
• 8
7
1
9
考点1:焊接检验方法 ★★ 4
8
3
信
微
• 系
联
考点2:焊接过程质量检验 ★★题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
考点1:焊接检验方法★★
1)破坏性检验
8
7
常用的破坏性检验包括:力学性能试验1 (弯曲试验、拉伸试验、
9
4
8
3
信
微
冲击试验、硬度试验、断裂性试验、系疲劳试验),化学分析试验
联
题
押
准
(化学成分分析、不锈钢晶间腐精蚀试验、焊条扩散氢含量测试),
金相试验(宏观组织、微观组织) ,焊接性试验。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2)非破坏性检验
常用的非破坏性检验包括:外观检验,无损检测(渗透检测PT、
磁粉检测MT、超声检测UT、射线检测RT)。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【多选】下列焊缝质量检验方法中属于破坏性检验的有( )。
8
7
A.磁粉检测 9 1
4
8
3
信
微
系
B.硬度试验
联
题
押
准
C.泄漏性试验 精
D.金相试验
E.真空度实验
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【参考答案】BD
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
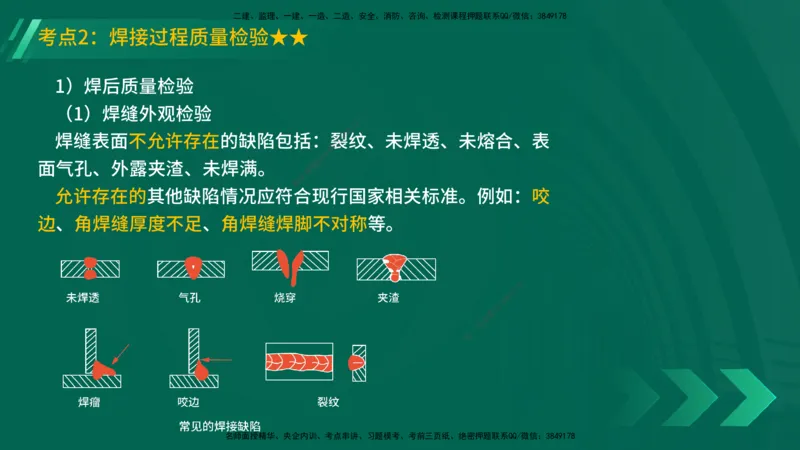
考点2:焊接过程质量检验★★
1)焊后质量检验
8
7
(1)焊缝外观检验 1
9
4
8
3
信
微
焊缝表面不允许存在的缺陷包括:系裂纹、未焊透、未熔合、表
联
题
押
准
面气孔、外露夹渣、未焊满。 精
允许存在的其他缺陷情况应符合 现行国家相关标准。例如:咬
边、角焊缝厚度不足、角焊缝焊脚不对 称等。
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
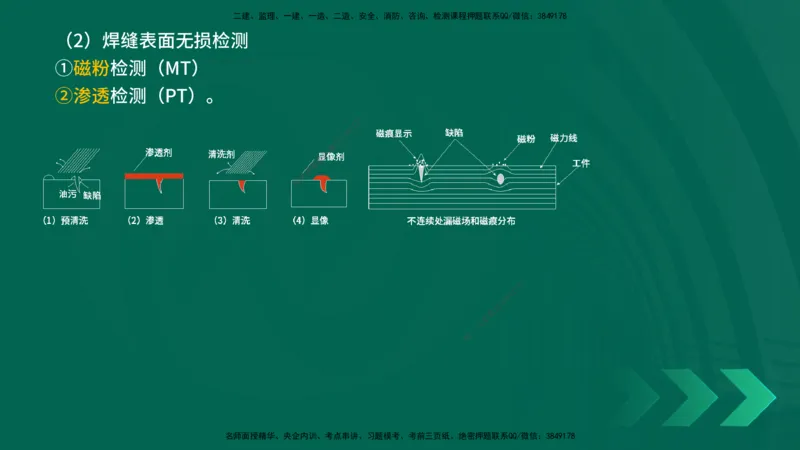
(2)焊缝表面无损检测
①磁粉检测(MT)
②渗透检测(PT)。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
(3)焊缝内部无损检测
①射线检测(RT)
②超声检测(UT)
8
7
1
9
4
③数字射线(DR+CR)检测技术 3 8
信
微
系
联
④衍射时差法超声波检测(TOF题D)
押
准
精
⑤相控阵超声检测(PA)
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
案例
8
7
背景资料: 9 1
4
8
3
信
微
系
C公司首次从事钢筒所用材质的焊接任务,进行了充分的焊接
联
题
押
准
前技术准备,完成焊接工作必须精的工艺文件,选择合格的焊工,
验证施焊能力;顺利完成了钢桶制造、组对焊接和检验等。
在钢筒外壁除锈前,D公司质量部对钢筒外表面进行了检查、
外表面平整,还重点检查了焊接表面,焊缝 余高均小于2mm、并
8
平滑过渡,满足施工质量验收规范要求。 9 1
7
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
问题:
1.在焊缝外表面的质量检查中,不允许的质量缺陷还有哪些?
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
【参考答案】
1.焊缝表面不允许存在的缺陷包括:裂纹、未焊透、未熔合、
表面气孔、外露夹渣、未焊满。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
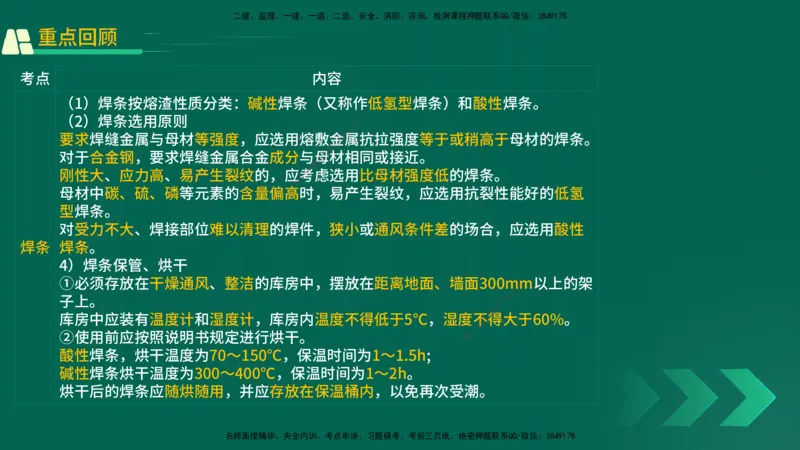
考点 内容
(1)焊条按熔渣性质分类:碱性焊条(又称作低氢型焊条)和酸性焊条。
8
7
1
9
(2)焊条选用原则 8 4
3
信
微
要求焊缝金属与母材等强度,应选用熔敷系金属抗拉强度等于或稍高于母材的焊条。
联
题
对于合金钢,要求焊缝金属合金成分与押母材相同或接近。
准
精
刚性大、应力高、易产生裂纹的,应考虑选用比母材强度低的焊条。
母材中碳、硫、磷等元素的含量偏高时 ,易产生裂纹,应选用抗裂性能好的低氢
型焊条。
对受力不大、焊接部位难以清理的焊件,狭小 或通风条件差的场合,应选用酸性
焊条 焊条。
4)焊条保管、烘干
8
1
7
①必须存放在干燥通风、整洁的库房中,摆放在距离地面、墙面300m9 m以上的架
8
4
信
3
子上。 微
系
联
库房中应装有温度计和湿度计,库房内温度不得低于5℃,湿度一不得大于60%。
唯
②使用前应按照说明书规定进行烘干。
酸性焊条,烘干温度为70~150℃,保温时间为1~1.5h;
碱性焊条烘干温度为300~400℃,保温时间为1~2h。
烘干后的焊条应随烘随用,并应存放在保温桶内,以免再次受潮。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
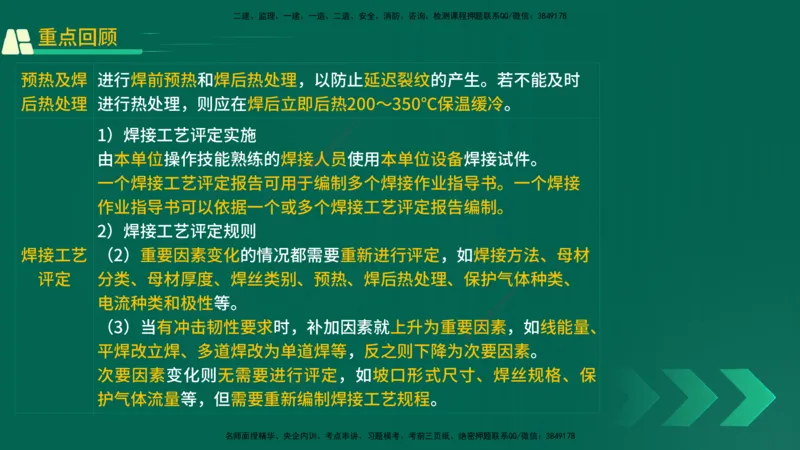
预热及焊 进行焊前预热和焊后热处理,以防止延迟裂纹的产生。若不能及时
后热处理 进行热处理,则应在焊后立即后热20 0~350℃保温缓冷。
8
7
1
9
4
8
3
信
1)焊接工艺评定实施 微
系
联
题
由本单位操作技能熟练的焊接押人员使用本单位设备焊接试件。
准
精
一个焊接工艺评定报告可用于编制多个焊接作业指导书。一个焊接
作业指导书可以依据一个或多个 焊接工艺评定报告编制。
2)焊接工艺评定规则
焊接工艺 (2)重要因素变化的情况都需要重新进行评定,如焊接方法、母材
8
评定 分类、母材厚度、焊丝类别、预热、焊后 热处理、保护气1 7体种类、
9
8
4
信
3
电流种类和极性等。 微
系
联
一
唯
(3)当有冲击韧性要求时,补加因素就上升为重 要 因素,如线能量、
平焊改立焊、多道焊改为单道焊等,反之则下降为次要因素。
次要因素变化则无需要进行评定,如坡口形式尺寸、焊丝规格、保
护气体流量等,但需要重新编制焊接工艺规程。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
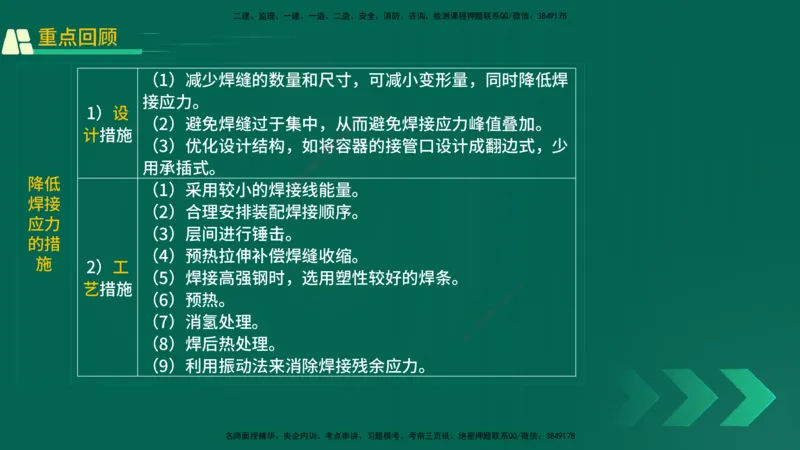
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊
接应力。
8
1)设 1 7
9
4
(2)避免焊缝过于集中,从3 8而避免焊接应力峰值叠加。
信
计措施 微
系
(3)优化设计结构,如联将容器的接管口设计成翻边式,少
题
押
准
用承插式。 精
降低
(1)采用较小的焊接线能量。
焊接
(2)合理安排装配焊接顺序。
应力
(3)层间进行锤击。
的措
(4)预热拉伸补偿焊缝收缩。
施
2)工
8
(5)焊接高强钢时,选用塑性较好 的焊条。 1 7
9
艺措施 8
4
信
3
(6)预热。 微
系
联
一
(7)消氢处理。 唯
(8)焊后热处理。
(9)利用振动法来消除焊接残余应力。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
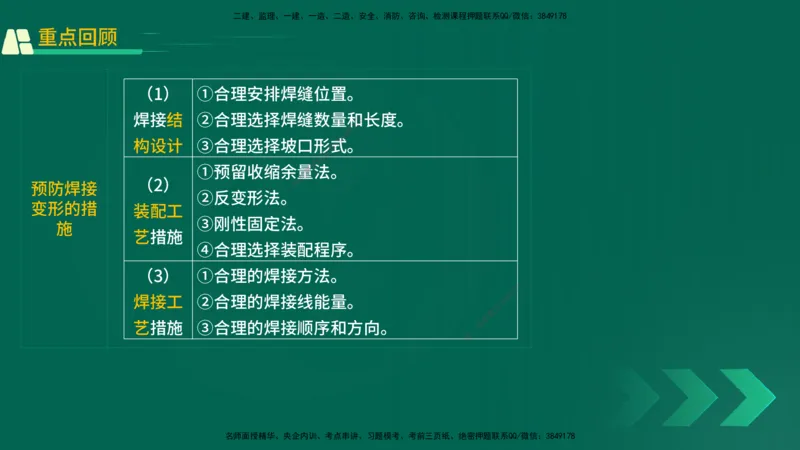
(1) ①合理安排焊缝位置。
8
7
1
9
焊接结 ②合理选择焊缝数量4和长度。
8
3
信
微
系
构设计 ③合理选择坡口形联 式。
题
押
准
①预留收缩余精量法。
预防焊接
(2)
②反变形法。
变形的措 装配工
③刚性固定法。
施
艺措施
④合理选择装配程序。
(3) ①合理的焊接方法。
1
7 8
9
8
4
信
3
焊接工 ②合理的焊接线能量。 微
系
联
一
唯
艺措施 ③合理的焊接顺序和方向。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
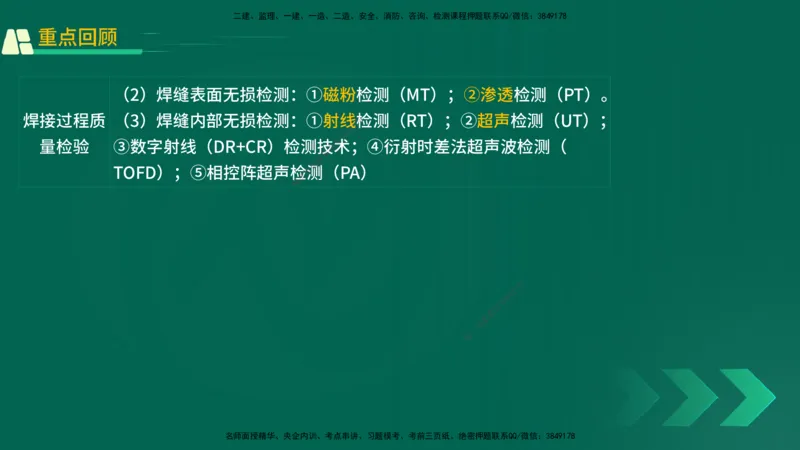
(2)焊缝表面无损检测:①磁粉检测(MT);②渗透检测(PT)。
8
7
1
9
焊接过程质 (3)焊缝内部无损检测:①射线8 4 检测(RT);②超声检测(UT);
3
信
微
系
量检验 ③数字射线(DR+CR)检测联技术;④衍射时差法超声波检测(
题
押
准
精
TOFD);⑤相控阵超声检测(PA)
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
祝 大 家 顺 利 通 关 ! 微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

