文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
4.7.3 金属球罐安装技术
1.球形罐的构造及形式
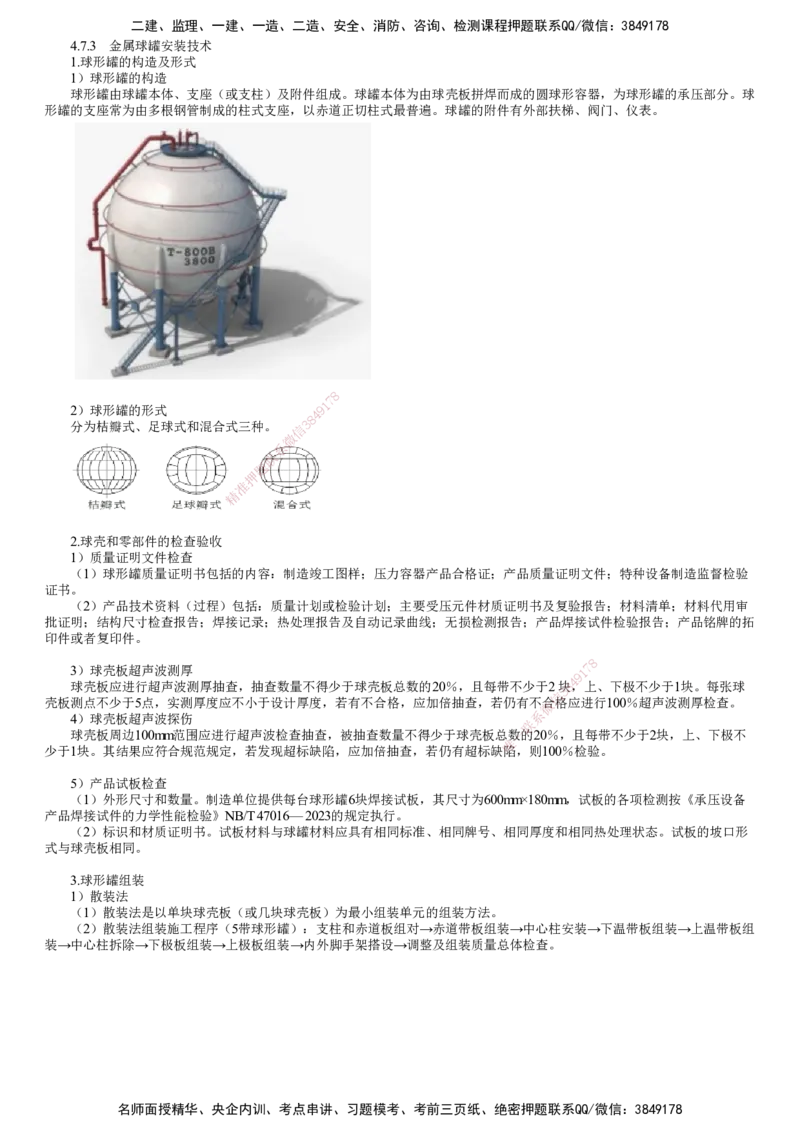
1)球形罐的构造
球形罐由球罐本体、支座(或支柱)及附件组成。球罐本体为由球壳板拼焊而成的圆球形容器,为球形罐的承压部分。球
形罐的支座常为由多根钢管制成的柱式支座,以赤道正切柱式最普遍。球罐的附件有外部扶梯、阀门、仪表。
8
7
1
2)球形罐的形式 9
4
8
分为桔瓣式、足球式和混合式三种。 信 3
微
系
联
题
押
准
精
2.球壳和零部件的检查验收
1)质量证明文件检查
(1)球形罐质量证明书包括的内容:制造竣工图样;压力容器产品合格证;产品质量证明文件;特种设备制造监督检验
证书。
(2)产品技术资料(过程)包括:质量计划或检验计划;主要受压元件材质证明书及复验报告;材料清单;材料代用审
批证明;结构尺寸检查报告;焊接记录;热处理报告及自动记录曲线;无损检测报告;产品焊接试件检验报告;产品铭牌的拓
印件或者复印件。
8
3)球壳板超声波测厚 1 7
9
球壳板应进行超声波测厚抽查,抽查数量不得少于球壳板总数的20%,且每带不少于2 块8 4 ,上、下极不少于1块。每张球
3
信
壳板测点不少于5点,实测厚度应不小于设计厚度,若有不合格,应加倍抽查,若仍有不微合格应进行100%超声波测厚检查。
4)球壳板超声波探伤 系
联
球壳板周边100mm范围应进行超声波检查抽查,被抽查数量不得少于球壳板总数一的20%,且每带不少于2块,上、下极不
唯
少于1块。其结果应符合规范规定,若发现超标缺陷,应加倍抽查,若仍有超标缺陷,则100%检验。
5)产品试板检查
(1)外形尺寸和数量。制造单位提供每台球形罐6块焊接试板,其尺寸为600mm×180mm,试板的各项检测按《承压设备
产品焊接试件的力学性能检验》NB/T 47016— 2023的规定执行。
(2)标识和材质证明书。试板材料与球罐材料应具有相同标准、相同牌号、相同厚度和相同热处理状态。试板的坡口形
式与球壳板相同。
3.球形罐组装
1)散装法
(1)散装法是以单块球壳板(或几块球壳板)为最小组装单元的组装方法。
(2)散装法组装施工程序(5带球形罐):支柱和赤道板组对→赤道带板组装→中心柱安装→下温带板组装→上温带板组
装→中心柱拆除→下极板组装→上极板组装→内外脚手架搭设→调整及组装质量总体检查。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2)分带组装法
(1)分带组装法是在现场的一个平台或一个大平面上,按照赤道带,上、下温带,上、下极板等分别组对并焊接成环
带,然后把各环带组装成球罐的方法。
4.焊接要求
(1)焊接程序:先焊纵缝,后焊环缝;先焊短缝,后焊长缝;先焊坡口深度大的一侧,后焊坡口深度小的一侧。
(2)焊工应对称分布、同步焊接;在同等时间内超前或滞后的长度不宜大于500mm;焊条电弧焊的第一层焊道应采用分
段退焊法;多层多道焊时,每层焊道引弧点宜依次错开25~50mm。
5.球形罐焊后整体热处理
1)整体热处理的依据
球形罐根据设计图样要求、盛装介质、厚度、使用材料等确定是否进行焊后整体热处理。球形罐焊后整体热处理应在压力
试验前进行。 7 8
1
9
2)整体热处理前的条件
8
4
3
(1)具有已经批准的热处理施工方案。信(2)与球形罐受压件连接的焊接工作全部完成。(3)各项无损检测工作全部完
微
成并合格。(4)加热系统已调试合格。系(5)前面工序已经完成,己办理工序交接手续。(6)已采取防雨、防风、防火和防
联
停电等预防措施。 题
押
准
3)热处理工艺实施 精
(1)球形罐整体热处理方法( 内燃法)
①用燃烧产生的烟气在球形罐内部 加热并进行温度控制,球罐外部保温而达到热处理要求的热处理工艺温度。2000m3以
下的球形罐宜采用负压内燃法,2000m3及 以上的球形罐宜采用正压内燃法。在罐体上安装热电偶测量加热温度。
②球形罐热处理时的外保温材料宜采用岩 棉或超细玻璃棉。
8
9
1
7
8
4
信
3
(2)热处理工艺要求 微
系
应严格监控热处理温度、升降温速度和温差;测温点在球壳外表面均 匀布置,相联邻测温点间距小于4.5m,测温点总数应符
合规定;在距上、下人孔与球壳板环焊缝边缘200mm范围内各设1个测温点 ,每个
唯
产 一 品焊接试件应设1个测温点。
6.水压和泄漏性试验
1)水压试验
(1)试验应具备的条件
球罐和零部件焊接工作全部完成并经检验合格;需要热处理的球罐,已经完成热处理,产品焊接试件经检验合格;支柱找
正和拉杆调整完毕,需要二次灌浆的基础,二次灌浆已经达到强度要求;在球罐顶部和底部便于观察位置安装2块量程相同、
校验合格的压力表,压力表精度不低于1.6级,试验压力以顶部压力表读数为准。
试验压力50%,10→设计压力,10→试验压力,30
2)泄漏性试验
(1)试验条件:
球罐需经水压试验合格后方可进行泄漏性试验;泄漏性试验分为气密性试验、氨检漏试验、卤素检漏试验和氦检漏试验,
应按照设计文件规定和要求进行泄漏性试验;气密性试验所用气体为干燥的洁净空气、氮气或其他惰性气体;气密性试验压力
为球罐的设计压力。
试验压力50%,5→试验压力,10
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

