 夜雨聆风
夜雨聆风





16Mn衬瓷耐磨弯头管件制作技术说明
本款耐磨弯头管件采用16Mn材质打造,整体制作工艺严谨,兼顾结构强度与耐磨性能,可满足粉体输送等高磨损工况的使用需求,具体制作要求与流程如下。







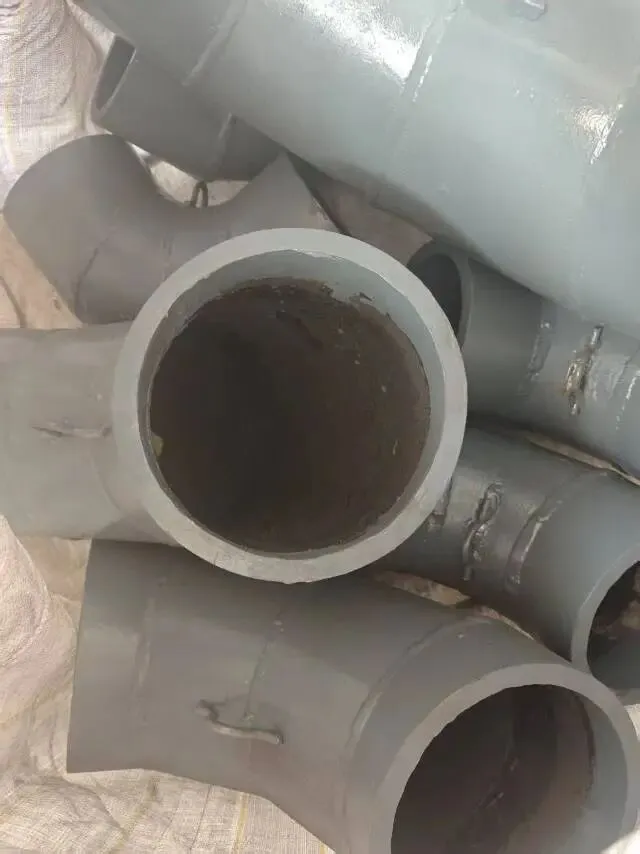
管件基础结构采用组合式焊接设计,首先进行弯头与直管的焊接组装,弯头及配套直管规格均为Ф550*10mm,每侧直管焊接长度严格控制为500mm,焊接过程中确保焊缝平整牢固,弯头弧面保持圆滑、规整,无凹凸、变形等缺陷,保障流体输送顺畅,避免粉体堆积卡顿。
完成弯头与直管焊接后,在两侧直管端部加装专用粉管焊接管,该焊接管规格为Ф530*10mm,单段长度300mm,同样选用16Mn材质,与主体管件材质保持一致,焊接时保证接口密封严实,同轴度达标,防止使用过程中出现漏粉、漏气问题,提升整体连接稳定性。
主体管件焊接工序全部完成后,开展内壁耐磨陶瓷片衬装作业,陶瓷片厚度统一为10mm,采用紧密贴合式铺贴工艺,确保陶瓷片与管件内壁粘接牢固、拼接无缝,无空鼓、脱落隐患。重点把控弯头部位衬瓷质量,衬瓷完成后弯头内壁弧面依旧圆滑规整,维持原有流畅弧度,既最大化增强内壁耐磨性能,延长管件使用寿命,又不影响粉体正常输送,整体产品结构稳固、耐磨性能优异,适配高磨损工业输送场景。