 夜雨聆风
夜雨聆风





Nature 子刊:一种可实现陶瓷4D打印的直接制造与设计方法
大家好,今天为大家解读一篇发表于《自然·通讯》(Nature Communications)的前沿研究论文:《基于水凝胶脱水的陶瓷直接4D打印》。该研究由南方科技大学与西安交通大学团队等合作完成,成功攻克了陶瓷4D打印的难题,为制造复杂三维陶瓷结构开辟了一条全新的、高效便捷的途径。
一、什么是陶瓷4D打印?为何如此困难?
4D打印,是在3D打印技术的基础上,引入了“时间”这一第四维度,使打印出的结构能够在特定环境刺激(如热、光、湿度、磁场等)下,自动变形为目标三维形状。直接4D打印 则更进一步,它允许打印的平面图案在环境刺激下直接演变成复杂3D几何体,无需额外编程步骤,是一种更简易、快速、经济的制造策略。
然而,陶瓷材料因其固有的脆性和高硬度,变形能力极弱。因此,实现陶瓷的4D打印一直是个巨大挑战,此前的报道也极为有限。传统方法要么依赖于烧结过程中各向异性的收缩,要么需要借助外力或模具对打印出的“生坯”进行辅助塑形,步骤复杂且难以精确控制复杂形状。
二、核心创新:水凝胶脱水驱动,一步成型
该研究团队提出了一种创新且高效的“直接4D打印”陶瓷制造与设计方法。其核心思想可以用下图来直观理解:
核心流程分为三步:
-
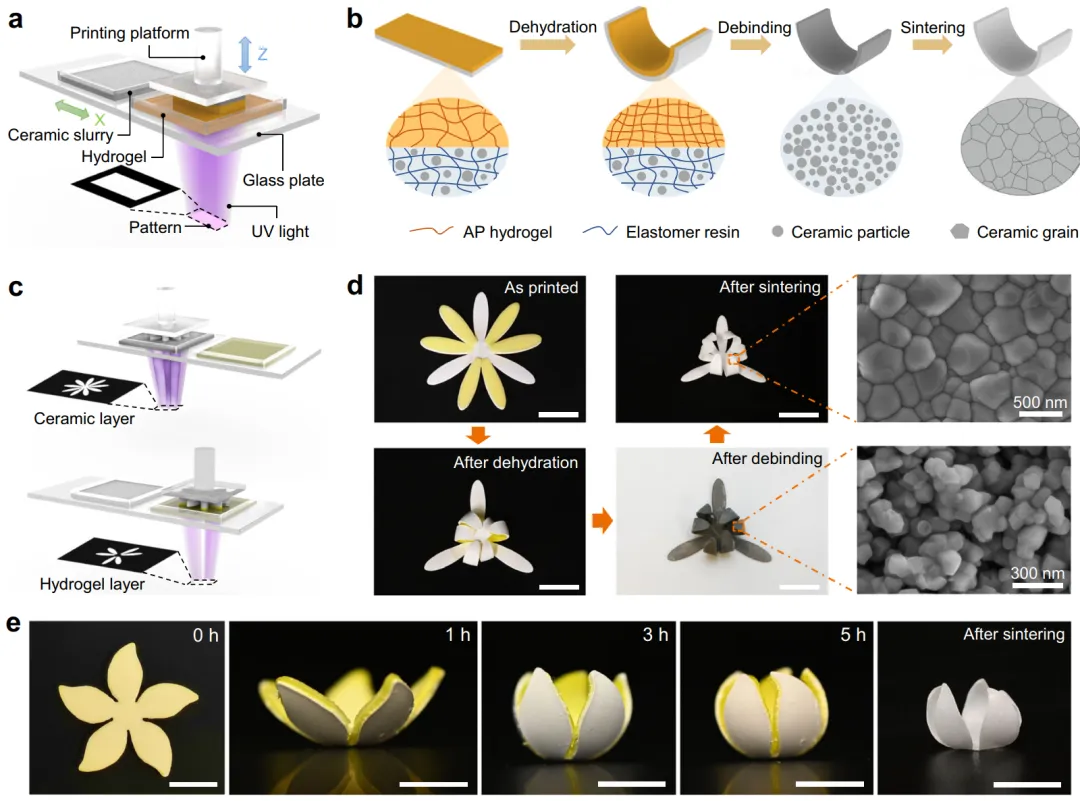
多材料3D打印“夹层”结构:使用自主研发的、适用于数字光处理(DLP) 3D打印技术的光固化陶瓷弹性体浆料和丙烯酸水凝胶前驱体,打印出由水凝胶层和陶瓷弹性体层紧密粘合的平面层合板。
-
脱水驱动变形:打印完成的平面层合板在室温下脱水。水凝胶在脱水过程中会发生高达65% 的显著体积收缩,同时模量增加40倍。这种巨大的、不均匀的收缩导致整个双层结构像双金属片一样发生弯曲,从而自动从二维平面折叠成预设的三维形状。
-
脱脂与烧结:将变形后的三维结构进行高温处理。首先在氩气中脱脂,去除所有有机物(水凝胶和陶瓷弹性体中的聚合物),然后在空气中高温烧结。烧结过程使得氧化锆(ZrO₂)陶瓷颗粒致密化,最终得到纯净、坚硬的三维陶瓷部件。
三、如何精确设计?理论与模型的胜利
要让一张平面“折”出我们想要的立体形状,关键在于精确预测和控制其弯曲的曲率。研究团队为此建立了完整的理论和设计流程。
1. 建立脱水变形理论模型:
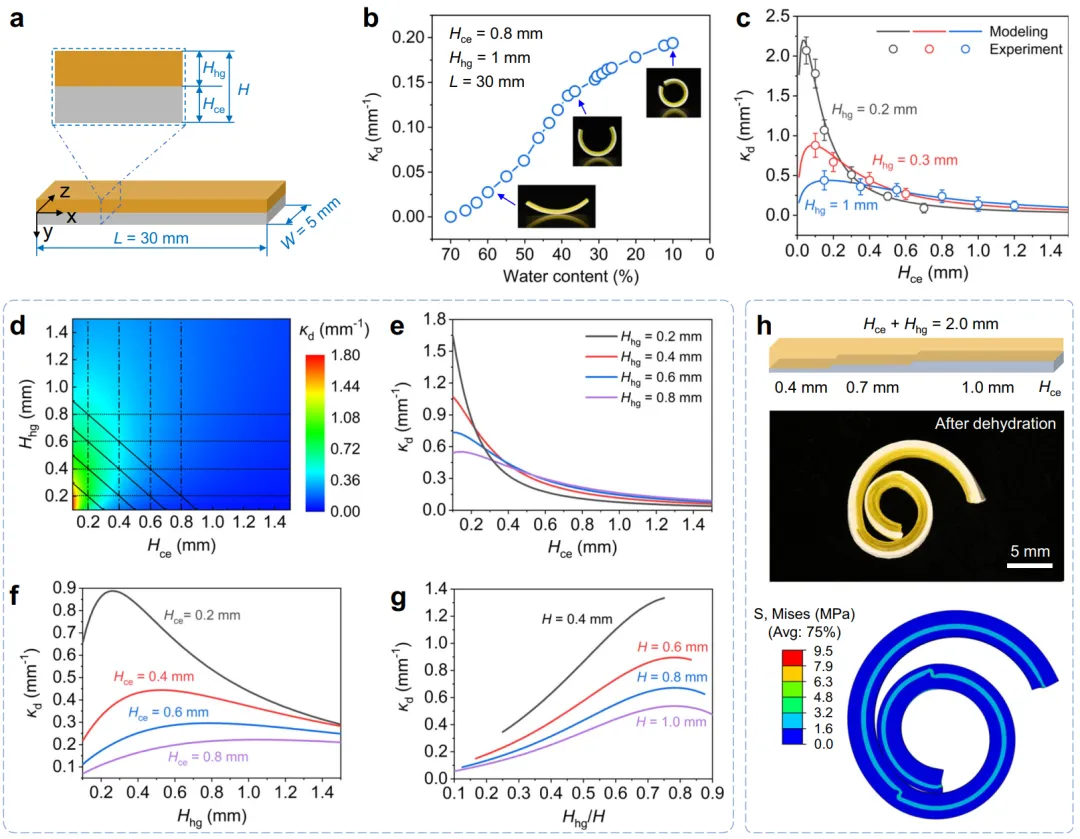
团队开发了一个基于相演化的唯象理论模型,来精确捕捉水凝胶脱水过程中体积收缩和模量增加的耦合效应。将此模型与欧拉-伯努利梁理论结合,他们成功创建了一个“设计图谱”,能够定量建立双层结构的几何参数(水凝胶厚度 Hhg、陶瓷弹性体厚度 Hce)与最终弯曲曲率κ之间的精确关系。实验验证表明,该模型预测与实验结果高度吻合。
2. 应对烧结“回弹”现象:
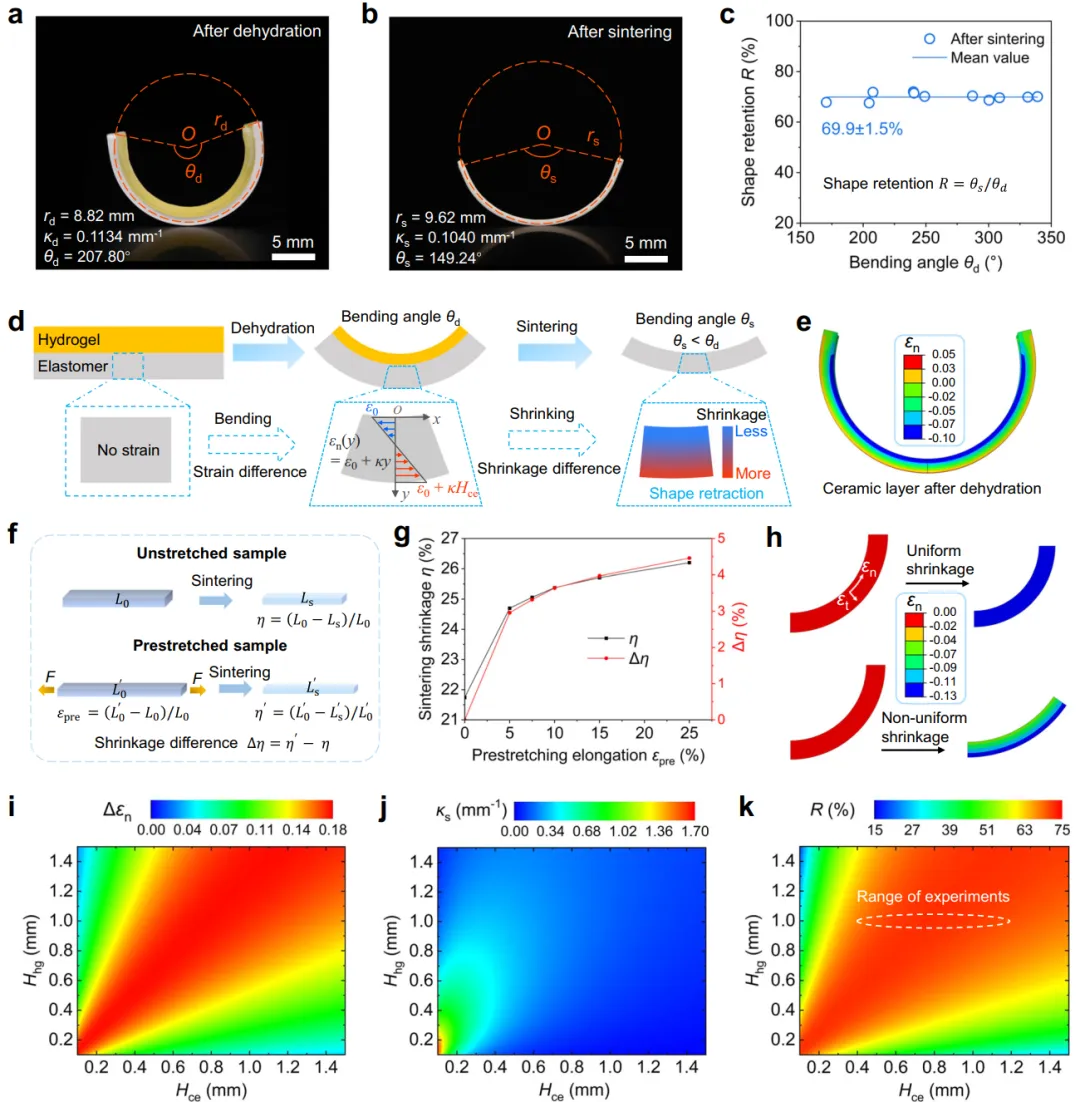
研究发现,经过脱水和烧结后,最终陶瓷件的弯曲角度会比脱水后的聚合物结构有所收缩(回弹),形状保持率约为70%。通过实验和有限元模拟,他们揭示了这种“回弹”源于陶瓷层在厚度方向上不均匀的预应变所导致的不均匀收缩。
3. 修正设计图谱,构建逆向设计流程:
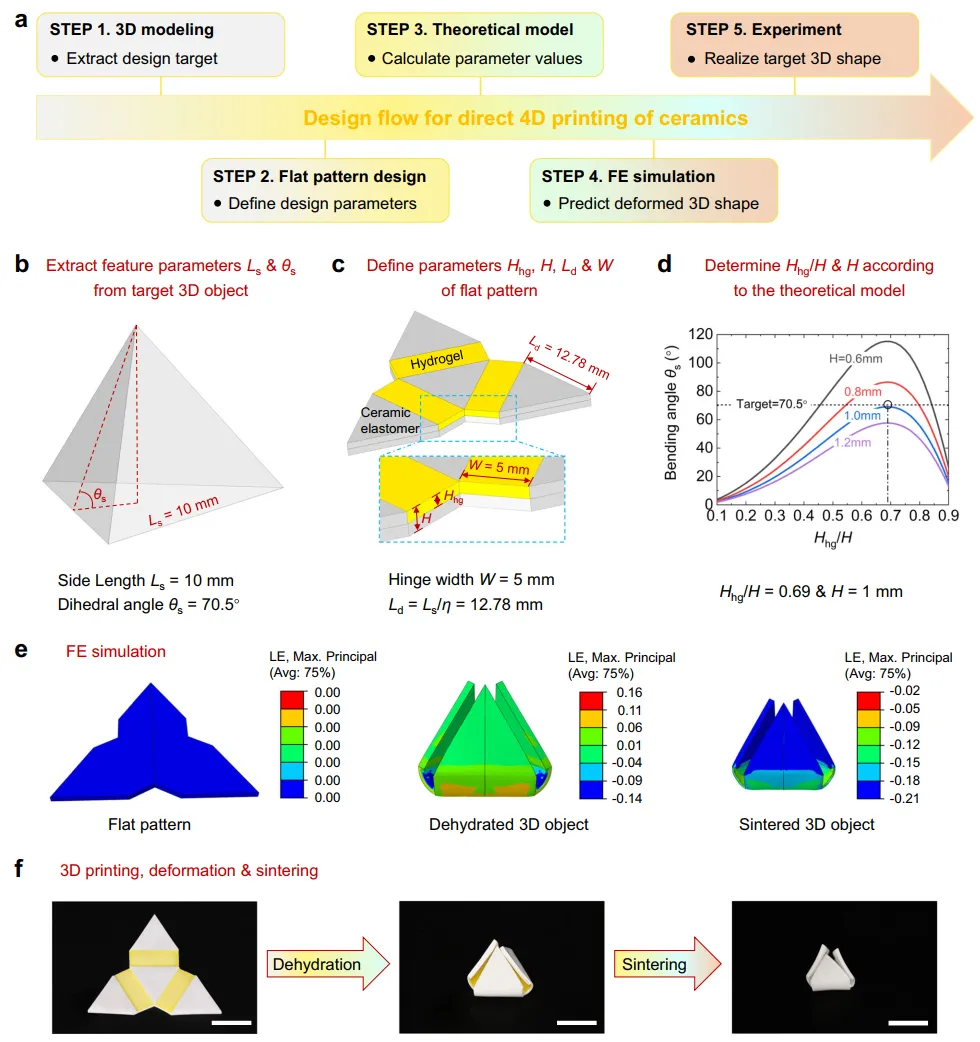
考虑到烧结回弹,团队进一步修正了之前的设计图谱,得到了能预测烧结后陶瓷曲率κs的新图谱。最终,他们结合修正后的设计图谱与有限元模拟,构建了一套完整的逆向设计流程,能够通过目标的三维陶瓷形状,反推出初始平面图案所需的精确几何参数。
四、大显身手:制造各种复杂三维陶瓷结构
凭借上述设计和制造方法,研究人员展示了该方法在制造复杂三维陶瓷结构方面的强大能力。他们通过多材料DLP打印,在平面图案的特定位置部署水凝胶-陶瓷层合“铰链”,精确实现了局部弯曲、扭转、折叠和折纸等多种变形。
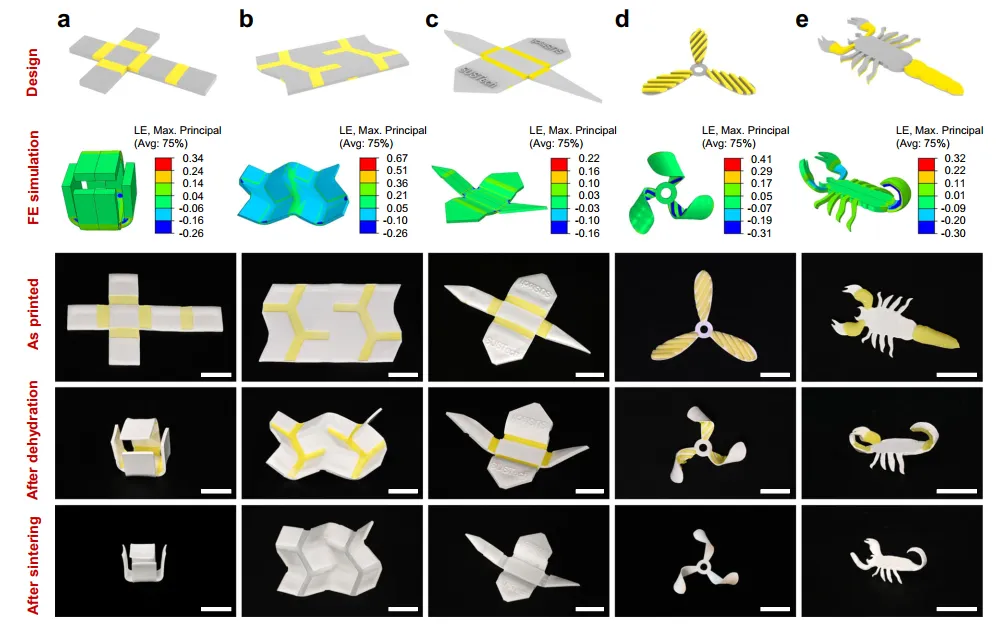
他们成功制造出了包括:
-
立方体、四面体:通过设计“铰链”连接各面,脱水后自动折叠闭合。
-
三浦折叠、纸鹤:展示了复杂的折纸结构。
-
三叶螺旋扇:通过在陶瓷基底上打印倾斜的水凝胶“纤维”,驱动叶片发生螺旋扭转。
-
蝎子:在其爪子、尾巴和脚部等细微位置(宽度<1mm)设计层合结构,实现了爪子抬起、尾部卷曲、足部下弯的复杂生物形态。这证明了该方法同样适用于小尺寸、高精度物体的制造。
五、总结与展望
本研究提出的陶瓷直接4D打印方法,突破了陶瓷难以变形的材料限制,实现了从平面图案“一键成型”复杂三维陶瓷的愿景。其核心优势在于:
-
过程简化:无需外力或模具辅助成型,一步到位。
-
设计可控:基于理论模型和模拟的逆向设计流程,确保了形状的精确可控。
-
能力强:可制造出传统方法难以加工的、具有复杂几何形状的陶瓷构件。
这项工作为陶瓷材料在航空航天、电子工业、生物医学工程等需要复杂形状陶瓷部件的领域,提供了一种全新的、极具潜力的制造方案,有望推动陶瓷结构设计进入一个更自由、更灵活的新时代。