 夜雨聆风
夜雨聆风背景:
1.1 原始零件
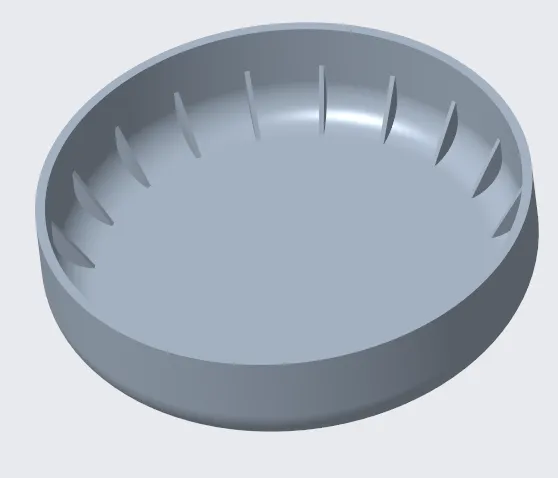
01.stp— 圆形壳体参考件,φ100mm × H23.9mm,壁厚2mm,底部内侧有12条放射状根部加强筋
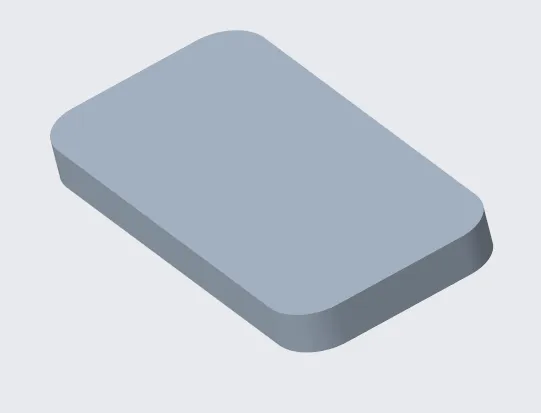
02.stp— 矩形实心板,200×100×18.7mm,四角R20,当前无任何加强结构
任务目标:学习一下01的结构,例如倒圆角、抽壳(壁厚2)、增加加强筋等特征,完成02的图纸修改。并校验筋位厚度是否合适,材料是PP。
1.2 PP注塑筋位设计规范
1.3 01.stp 根部筋特征分析
通过面/边分析,01.stp底部有60个小面,组成20组筋结构,每组3个面(2个侧面 + 1个内弧面)。关键尺寸:
筋高 ≈ 7.7mm(从底板到内壁圆角顶) 三角截面:底宽 ≈ 2mm,顶宽接近0 沿壁方向(切向)长度 ≈ 12mm 12条均布在圆周上
正文:
八个版本的迭代历程
v0:原始件
02.stp 是一个200×100×18.7mm的矩形实心板,四角R20,体积367,579mm³。没有任何加强结构,注塑成型后壁厚不均、强度不足。
01.stp 参考件
01.stp 圆形壳体参考件(φ100mm,壁厚2mm,12条根部筋)

02.stp 原始件
02.stp 原始矩形实心板(200×100×18.7mm)
v1:网格筋版
改动:
外底边倒圆角 R2mm 顶面抽壳,壁厚2mm(内腔196×96×16.7mm) 网格加强筋:横筋3条(X=50,100,150mm)+ 纵筋2条(Y=33.3,66.7mm),筋厚1.2mm
结果:体积降至70,996mm³,减重81%。
问题:网格筋是"大筋",不是01.stp那种根部小加强筋。用户需要的是侧壁-底板交界处的根部加强,不是贯穿整个底板的网格。
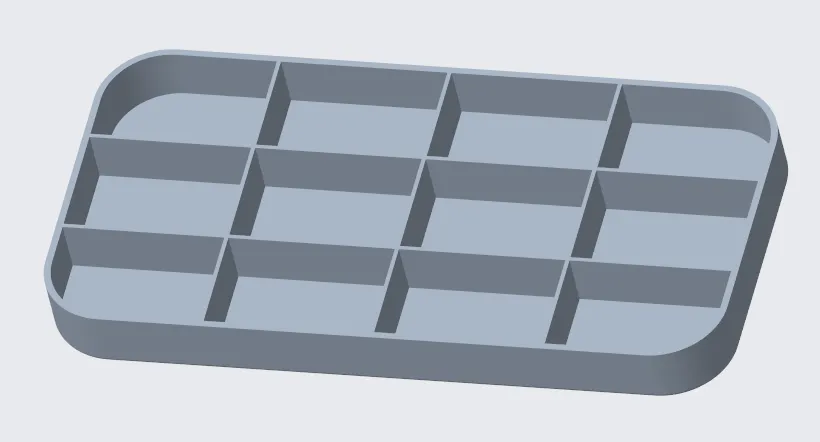
v1 网格筋版
v1 网格加强筋版 — 横3纵2的网格筋
放射筋探索版
改动:从中心(100,50)向外8方向放射筋,每45°一条,筋厚1.2mm,延伸48mm。
结果:体积61,615mm³,比网格版更轻。
问题:矩形件用放射筋的局限很明显——四角无覆盖、斜筋端部悬空、中心汇聚处厚度大。这个版本仅用于FEA刚度对比验证,不用于生产。
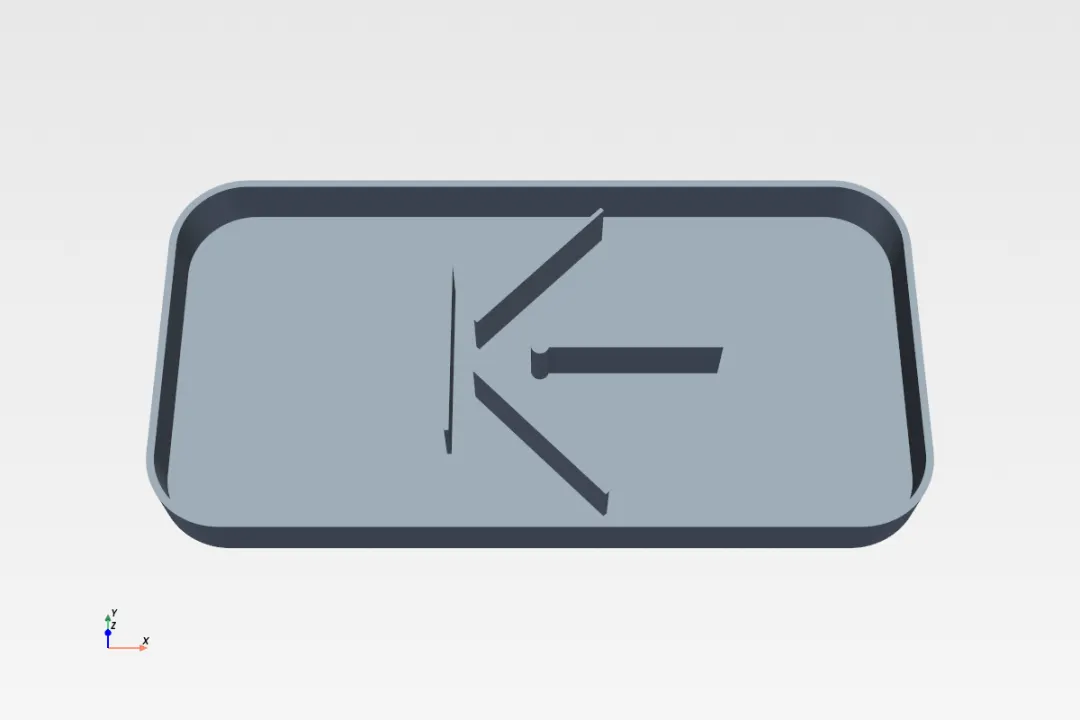
放射筋探索版
*放射筋探索版 — 8方向从中心向外延伸*
v2:根部筋初版
改动:沿四周内壁布置22条根部加强筋:
前壁/后壁各8条(X=30~170mm,间距20mm) 左壁/右壁各3条(Y=30~70mm,间距20mm) 筋厚1.2mm,筋高10mm,筋长16mm
结果:体积61,737mm³。
问题:圆角位置没有筋!筋只分布在直壁段,四角R20圆角区域完全空缺。用户反馈:"应沿底部完整曲线均布"。
v3:沿轮廓均布
改动:27条筋沿内壁完整轮廓(4条直壁 + 4个圆角)等弧长均布。周长553.1mm,间距20mm。
结果:体积61,435mm³,四角均有筋覆盖。
问题:
1. 筋中心未向内偏移 → 一半筋厚伸出外壳外
2. 轮廓遍历方向(顺时针)与圆弧角度定义矛盾 → 圆角坐标错位
3. 筋旋转公式错误 → 长边未严格沿切线方向
v4:修复超出+圆角错位
改动:
重新梳理轮廓为逆时针遍历(从右下角开始),修正4圆弧角度定义 筋中心向内偏移 RIB_T/2 = 0.6mm,筋内侧面贴齐内壁 筋旋转改为 math.degrees(tang),长边严格沿轮廓切线方向 筋高从10mm降至9mm(≤底角半径9.7mm),避免顶部干涉 筋长从14mm降至12mm,减少圆角处拥挤
结果:27条筋,体积60,830mm³。
问题:筋看起来像"刀片"——长12mm、厚1.2mm,长厚比10:1。用户要求按PP材质重新设计。
v4 修复版
v4 修复超出+圆角错位 — 27条筋沿完整轮廓
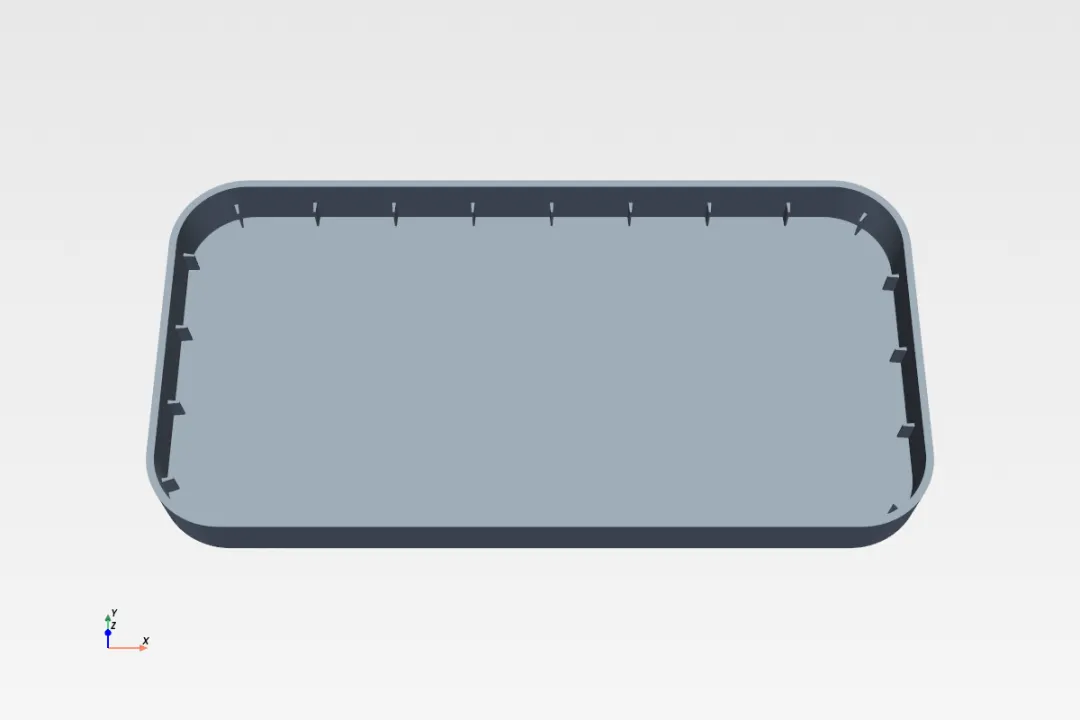
v5:PP材质优化
改动:
筋厚 1.2→1.5mm(壁厚75%,PP注塑上限,避免缩痕) 筋长 12→4mm(长厚比2.7:1,块状筋) 筋高 9→8mm(高宽比5.3,PP安全≤6) 间距 20→22mm(25条筋) 移除筋底圆角(CadQuery fillet导致union失败)
结果:25条块状根部筋,体积58,706mm³。
**问题**:用户纠正——"筋厚"指的是**沿壁方向**(切向)尺寸,不是法向宽度。PP规范要求沿壁方向 ≤ 壁厚50% = 1mm。v5的1.5mm沿壁厚度超标了。
v5 PP优化版
*v5 PP材质优化 — 25条块状筋,长厚比2.7:1*
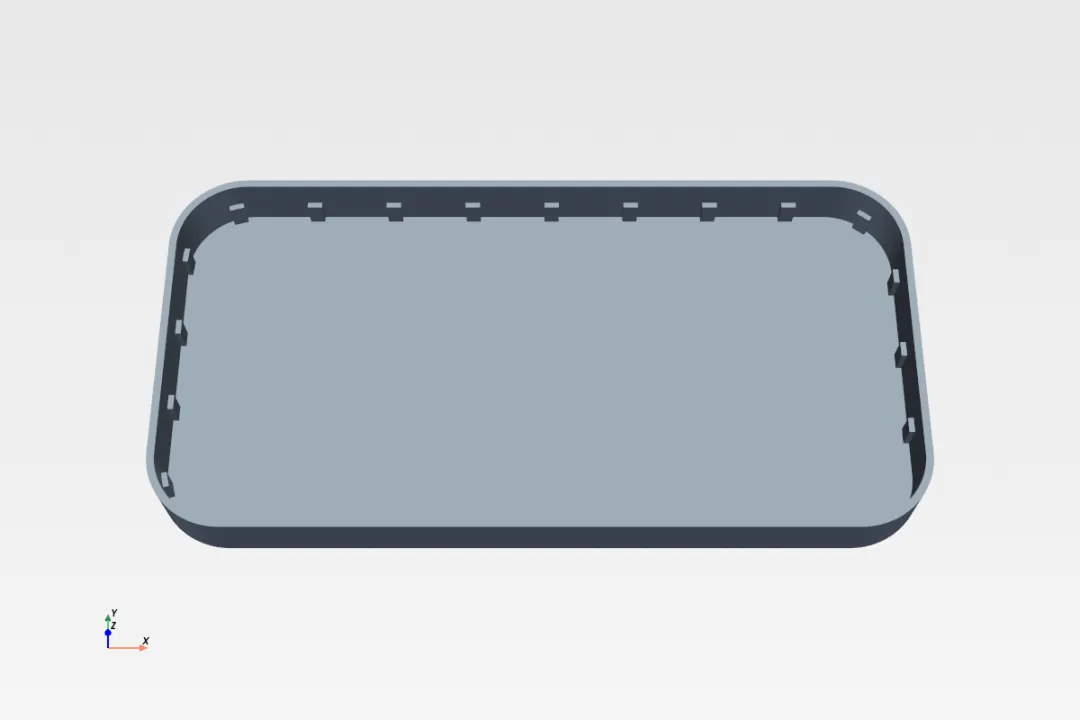
v6:三角截面,沿壁≤50%
改动:
筋厚(沿壁方向)1.0mm = 壁厚50%(PP上限) 三角(梯形)截面:底宽3.0mm→顶宽0.5mm,筋高8.0mm 截面方向:法向(从壁面向内延伸),模拟01.stp的加强肋三角截面 用polyline闭合梯形+extrude替代rect,实现非矩形截面
结果:25条三角截面根部筋,体积57,963mm³。
**问题**:筋的形状不对!XY平面梯形→extrude(Z向)的创建方式,导致筋底面是水平的(躺在底板上),而不是竖直贴在内壁面上。用户反馈:"筋的形状不对,再去01学习一下。另外筋数量适当增加。"
v6 三角截面版
*v6 三角截面50% — 注意筋的方向:底面水平而非竖直贴壁*
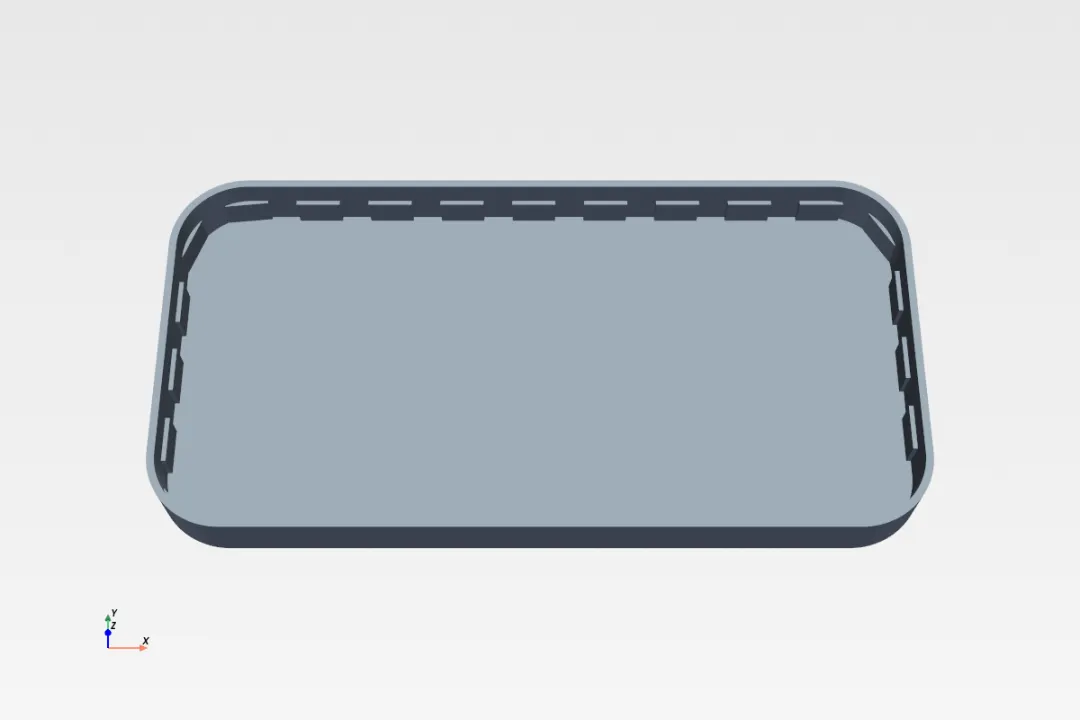
v7/v8:修正筋方向,增加数量
这是最关键的一次修正。核心问题:筋必须从底板向上立起,截面在法向-Z平面内为三角形。
v6问题根因:
v6在XY平面画梯形 → extrude沿Z向 → 筋的底面是水平的 正确的做法:在YZ平面画三角形截面 → extrude沿切向X → 旋转+平移到壁面位置
v7/v8修正:
在YZ平面内画三角形截面
rib = (
cq.Workplane("YZ")
.moveTo(0, SHELL_T)
壁面底部
.lineTo(RIB_W_BASE, SHELL_T)
向内侧延伸底宽
.lineTo(RIB_W_TOP, SHELL_T + RIB_H)
向上收窄至顶部
.close()
.extrude(RIB_T)
沿切向拉伸形成3D筋
)
旋转:绕Z轴旋转切线角度,使X→切向,Y→法向
rib = rib.rotate((0, 0, 0), (0, 0, 1), math.degrees(tang))
平移到壁面位置
rib = rib.translate((cx_rib, cy_rib, 0))
参数调整:
筋数量:25→35条(间距22→16mm) 三角截面:底宽2.0mm,顶宽0.2mm,筋高8.0mm 筋厚(沿壁/切向):1.0mm = 壁厚50%
切向角度规范化:修复圆弧段角度超360°问题(筋#35曾显示446.5°)
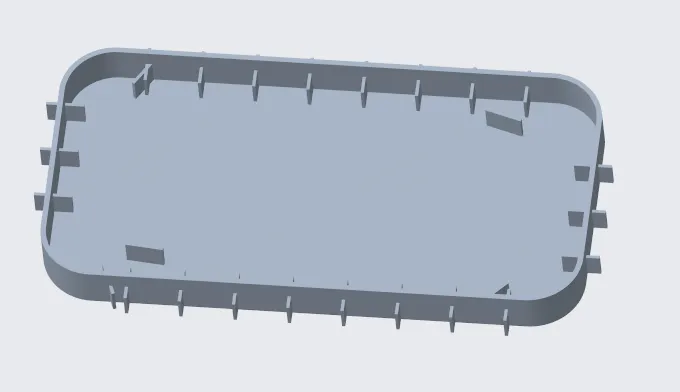
结果:35条三角截面根部筋沿内壁完整轮廓均布(含4角圆角区域),体积57,793mm³。
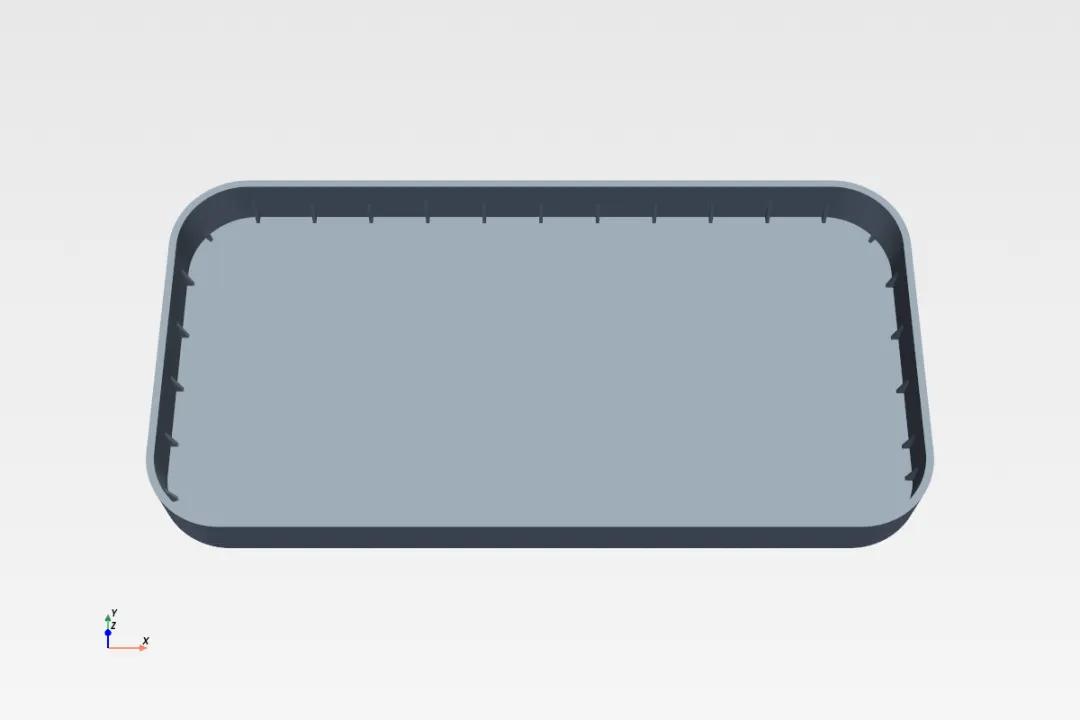
v7 修正方向版
*v7 修正筋方向 — 筋从底板向上立起,竖直贴壁*
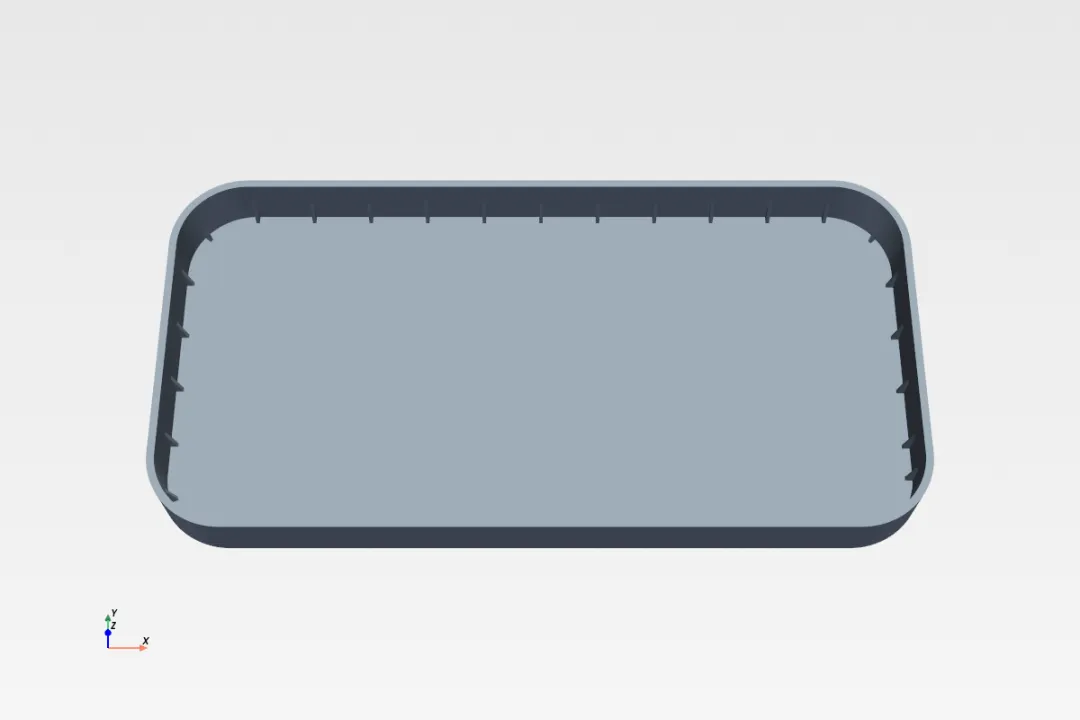
v8 最终版
*v8 最终版 — 35条三角截面根部筋,完整覆盖内壁轮廓*
三、最终参数汇总
四、关键经验
"筋厚"的定义:在注塑行业,筋厚通常指沿壁方向(切向)尺寸,不是法向宽度。PP材质要求 ≤ 壁厚50%。 筋的方向决定一切:同样的截面参数,创建平面和拉伸方向不同,结果完全不同。v6和v7/v8的参数几乎一样,但v6的筋是"躺"着的,v8才是"站"着的。 圆弧段切线角度要规范化:圆角处的切线角度容易超过360°,必须归一化到 [-π, π] 范围,否则旋转矩阵会出错。 轮廓参数化要严谨:8段轮廓(4直壁+4圆角)的逆时针遍历、弧长计算、段索引判断,任何一处错误都会导致筋位错位。 用户反馈是最有效的调试器:每一次"不对"的反馈都指向一个具体的工程问题——超出外壳、圆角错位、刀片状、方向错误。迭代不是试错,是逐步逼近正确解。
建模工具:CadQuery (Python) | 渲染:PyVista | 2026-05-13
点赞收藏加关注,将来用到不迷路
୧⍤⃝🍓୧⍤⃝🌸୧⍤⃝🍎୧⍤⃝🍉
