 夜雨聆风
夜雨聆风适长板块计算方法说明
文档说明:本文档详细介绍“定尺提料软件V2.0”中“适长板块”计算方法的原理、流程和关键技术。包含多张示意图,帮助理解复杂的排版算法。
第一章 什么是适长板块
“适长板块”是一种二维板材优化排版算法,其核心特点是:
•板材长度自适应:根据实际零件尺寸动态确定最优板材长度,避免固定长度造成的浪费
•库存优先消耗:优先使用库存板材,库存用尽后自动切换到虚拟板材计算
•直角梯形自动配对:对于变截面零件(宽度渐变),自动将两个尺寸完全相同的直角梯形正放+倒放组合为矩形,最大化材料利用率
•多边形布尔运算:使用外离多边形和集(合并)和内接多边形差集(挖洞)精确计算剩余区域
第二章 七种计算方法总览
本软件实际包含7种计算方法,适长板块是其中之一:
计算方法 | 维度 | 特点 | 适用场景 |
适长板块 | 2D | 板材长度动态增长,模数取整 | 零件尺寸差异大,希望最小化余料 |
定长板块 | 2D | 板材长度固定为最大值 | 采购的板材长度统一 |
适长板条 | 1D | 板材宽度分割为板条,长度动态 | 窄长零件,宽度方向可分割 |
定长板条 | 1D | 板条长度固定 | 标准板条生产 |
适长线材 | 1D | 线材长度动态 | 型材、管材优化下料 |
定长线材 | 1D | 线材长度固定 | 标准长度型材 |
适长零件 | — | 单件直接输出,不排版 | 超大零件,单独下单 |
库存优先机制:板条和板块类计算方法都有“库存优先”版本(代码中为“库存板条”、“库存板块”),优先消耗库存材料,降低库存积压。
第三章 计算流程详解
3.1 前处理阶段
前处理是将数据库中的转换清单按规则分组、展开为排版零件的关键步骤。
步骤1:零件分类分组
按 厚度/规格 + 材质 + 分类名称 对零件进行分组。板材按“厚度”(重命名为规格),线材按“规格”。
步骤2:判断变截特点
对每个分组内的零件,根据宽度特点判断变截类型:
变截特点 | 判断条件 | 几何形状 | 排入策略 |
一个等截 | 窄端宽度 = 宽端宽度 | 矩形 | 独立排入 |
一个变截 | 窄端+宽端 > 板宽-2×余量 | 直角梯形(单侧斜边) | 独立排入(无法配对) |
两个变截 | 窄端+宽端 ≤ 板宽-2×余量 | 直角梯形(可配对) | 两个配对排入(正放+倒放组合为矩形) |
图1:直角梯形配对原理示意图
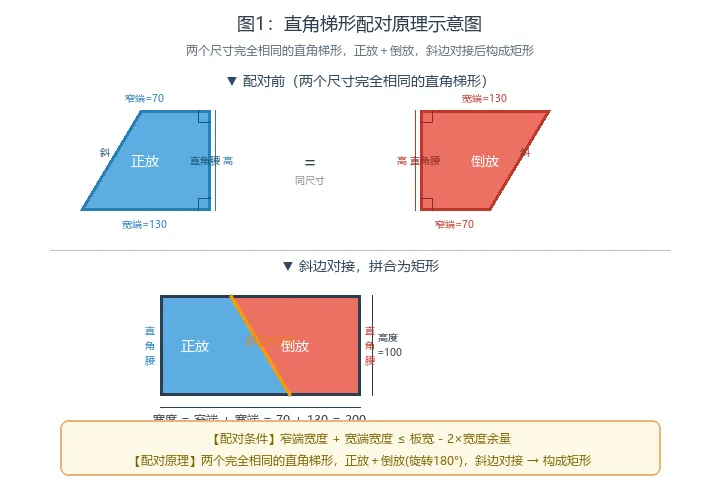
配对原理:两个尺寸完全相同的直角梯形,一个正放(直角腰在右)、一个倒放(旋转180°,直角腰在左),斜边对接后恰好构成矩形。矩形宽度 = 窄端 + 宽端。
步骤3:两个变截配对展开
对于 #变截特点_两个变截 的零件,将多个零件按数量配对:
配对规则:
1.每2个零件配为一对(ID1=零件A,ID2=零件B)
2.如果数量为奇数,剩余1个单件
3.单件等待与下一个分组配对,若无法配对则降级为“一个变截”
步骤4:排序
板材类零件按 外包宽度(降序)→ 单件长度(降序) 排序,大零件优先排入。
3.2 排版计算阶段
步骤1:动态增加板块长度
根据下一个待排零件的尺寸,动态计算需要的板材长度增量:
板块增加长度 = 板块使用长度 + 零件外包宽度 - 申请的板块长度
然后约束:0 ≤ 板块增加长度 ≤ 库存板长 - 长度余量 - 已申请长度
图2:板材方向自动判断示例
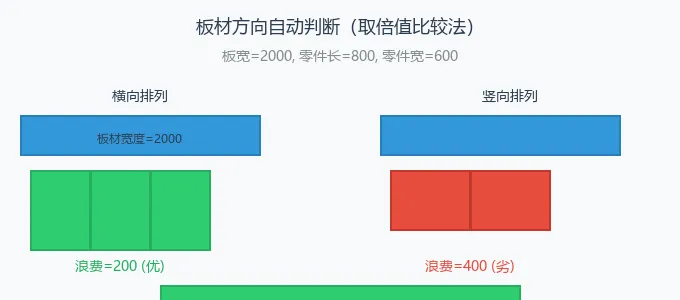
通过“取倍值比较法”判断横向/竖向排列哪种浪费更少,自动选择最优方向。
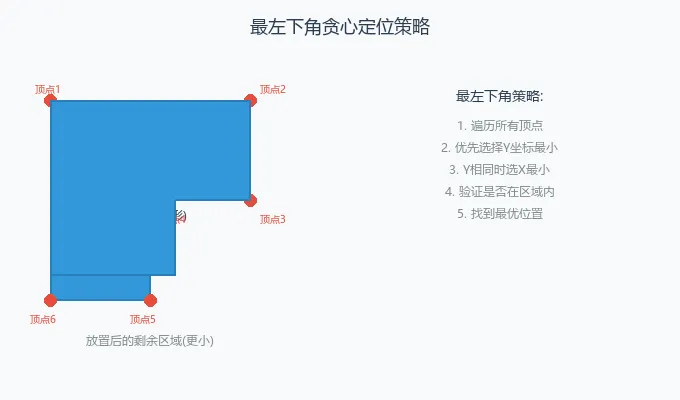
步骤2:最左下角贪心定位
使用BL(Bottom-Left)策略,遍历剩余板材区域的所有顶点,找到能放下零件的最左下角位置。
判断方法:使用 判断多边形位置关系 函数验证零件多边形是否完全包含在剩余区域内。
图3:最左下角贪心定位示意图
步骤3:多边形布尔运算
零件排入后,使用多边形布尔运算更新剩余区域:
运算类型 | 函数 | 用途 | 图示 |
合并 | 外离多边形和集 | 扩展板材区域(增加板长时) | 两个多边形外部相接,合并为一个 |
挖洞 | 内接多边形差集 | 零件排入后,从板材中挖去零件区域 | 大多边形中包含小多边形,挖去小多边形 |
位置判断 | 判断多边形位置关系 | 验证零件是否完全在剩余区域内 | 九区域判断法 |
图4:多边形布尔运算示意图
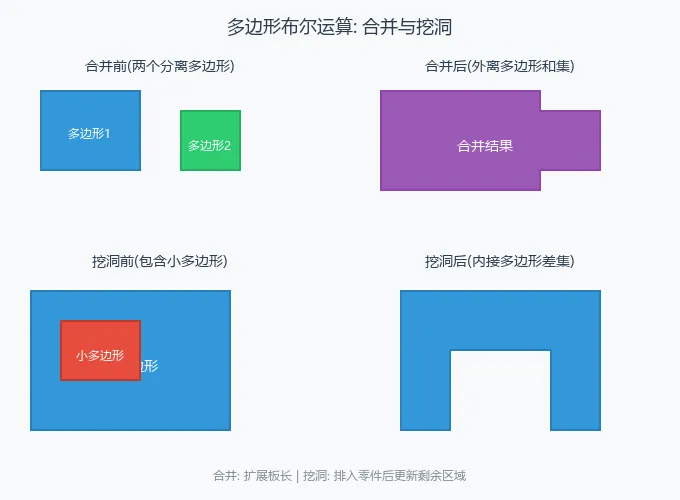
合并:将新增板长区域与现有板材合并 | 挖洞:将排入的零件区域从板材中挖去
步骤4:库存消耗与回退
库存板材用尽后,自动回退到标准适长板块/定长板块算法,继续使用虚拟板材计算。
回退条件:库存板材已用数量 = 库存数量,且仍有零件未排完
回退动作:调用 排版计算_适长板块 或 排版计算_定长板块
第四章 参数配置体系
适长板块计算方法依赖以下关键参数(在“分类类”中配置):
参数名称 | 类型 | 默认值 | 用途 |
板材宽度 | 整数型数组 | 空 | 可选板材宽度列表,算法自动选择最优 |
最小长度 | 整数型 | 4000 | 动态板长的下限(mm) |
最大长度 | 整数型 | 12000 | 板长上限,也是定长板块的固定长度(mm) |
长度余量 | 整数型 | 0 | 板长方向预留的切割余量(mm) |
宽度余量 | 整数型 | 0 | 板宽方向预留的切割余量(mm) |
长度模数 | 整数型 | 1 | 最终板长向上取整到此数的倍数(mm) |
割缝间隙 | 整数型 | 0 | 板条类算法的切割缝隙宽度(mm) |
参数校验:所有数值参数都有校验和默认值保护。例如,最小长度≤0时自动设为4000,最大长度<1000时自动设为12000,确保即使配置错误也不会导致算法崩溃。
第五章 关键概念解释
5.1 取倍值函数
取倍值(数值, 步长, 向后) 是一个关键工具函数,用于将数值取整到步长的倍数。
示例 | 向后=False(向下取整) | 向后=True(向上取整) |
取倍值(7523, 50, 假) | 7500 | 7550 |
取倍值(8000, 50, 假) | 8000(已是倍数) | 8000(已是倍数) |
取倍值(6230, 50, 假) | 6200 | 6250 |
在排版中,取倍值(板宽, 零件宽度+割缝, 假) 计算的是:在板材宽度方向上,扣除一个零件后还能再排多少个同宽零件的总宽度。
5.2 变截特点与直角梯形配对
图5:三种变截特点对比
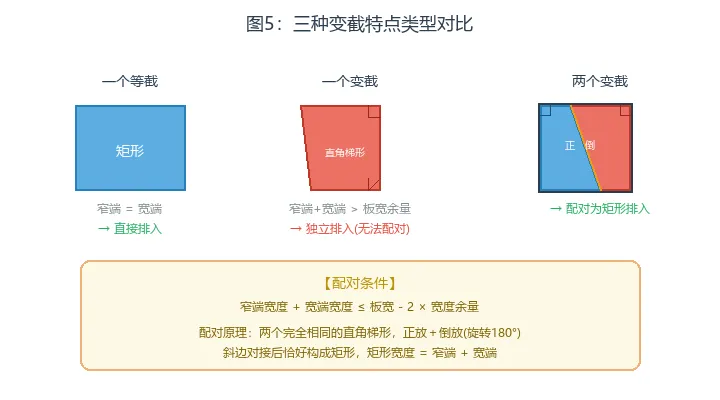
配对条件:窄端宽度 + 宽端宽度 ≤ 板宽 - 2×宽度余量。配对原理:两个尺寸完全相同的直角梯形,正放+倒放(旋转180°),斜边对接后恰好构成矩形。
5.3 九区域判断法
判断多边形位置关系 函数使用九区域划分法判断小多边形(矩形)与大多边形的位置关系:
图6:九区域划分示意图
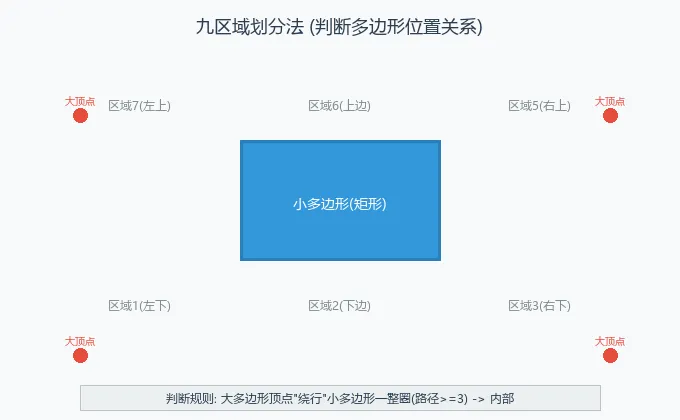
判断规则:若大多边形顶点“绕行”小多边形一整圈(路径长度≥3),则小多边形在大多边形内部
第六章 输出结果
排版完成后,系统生成以下结果:
4.图形文件:保存在项目缓存目录,包含板材、板条、零件的多边形坐标和标注信息
5.排版结果表:记录每个零件所在的板材索引、板条索引、零件索引和ID
6.利用率统计:每个板材的零件面积/板材面积百分比
7.库存消耗记录:标记哪些板材来自库存
第七章 使用建议
为提高排版利用率,建议:
8.合理配置板材宽度:在分类配置中添加多种可选宽度,算法会自动选择最优
9.设置合适的长度模数:根据采购习惯设置(如50mm倍数),避免过度浪费
10.充分利用库存:优先使用“库存板块”计算方法,消耗积压库存
11.调整零件排序:大零件优先排入,提高整体利用率
第八章 算法优势
优势 | 说明 |
动态板长 | 根据实际零件需求确定板长,避免固定长度造成的余料浪费 |
库存优先 | 优先消耗库存板材,降低库存积压和资金占用 |
变截配对 | 自动将两个尺寸完全相同的直角梯形配对为矩形,显著提高材料利用率 |
多边形精度 | 使用多边形布尔运算,精确计算剩余区域,支持复杂形状零件 |
多线程计算 | 支持多线程并发计算不同分类,大幅提升计算速度 |
第九章 注意事项
变截配对剩余降级:如果配对后剩余单件无法与后续零件配对,会自动降级为“一个变截”单独排入,空间利用率会降低。
超长零件额外工艺:如果零件长度超过最大板长,会被自动分割为A/B两段,需要额外的焊接工艺。
利用率优化建议:如果利用率偏低,可以尝试增加可选板材宽度、调整长度模数、或检查零件尺寸是否合理。
参数校验提醒:所有参数都有默认值保护,但建议根据实际生产情况合理配置,以达到最优效果。
定尺提料软件V2.0 - 适长板块计算方法说明(图文版)|2026年6月
