
文档内容
第1篇 机电工程技术 建造师小超人
4.9 冶炼设备安装技术
知识框架
259第1篇 机电工程技术 建造师小超人
知识锦囊
炼铁
炼钢
轧机
炉窑砌筑
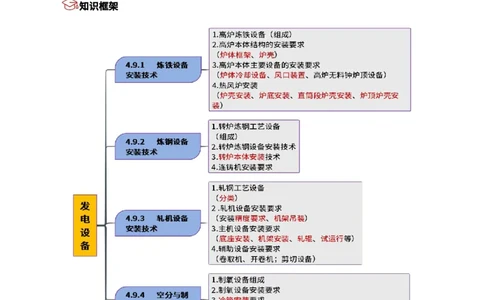
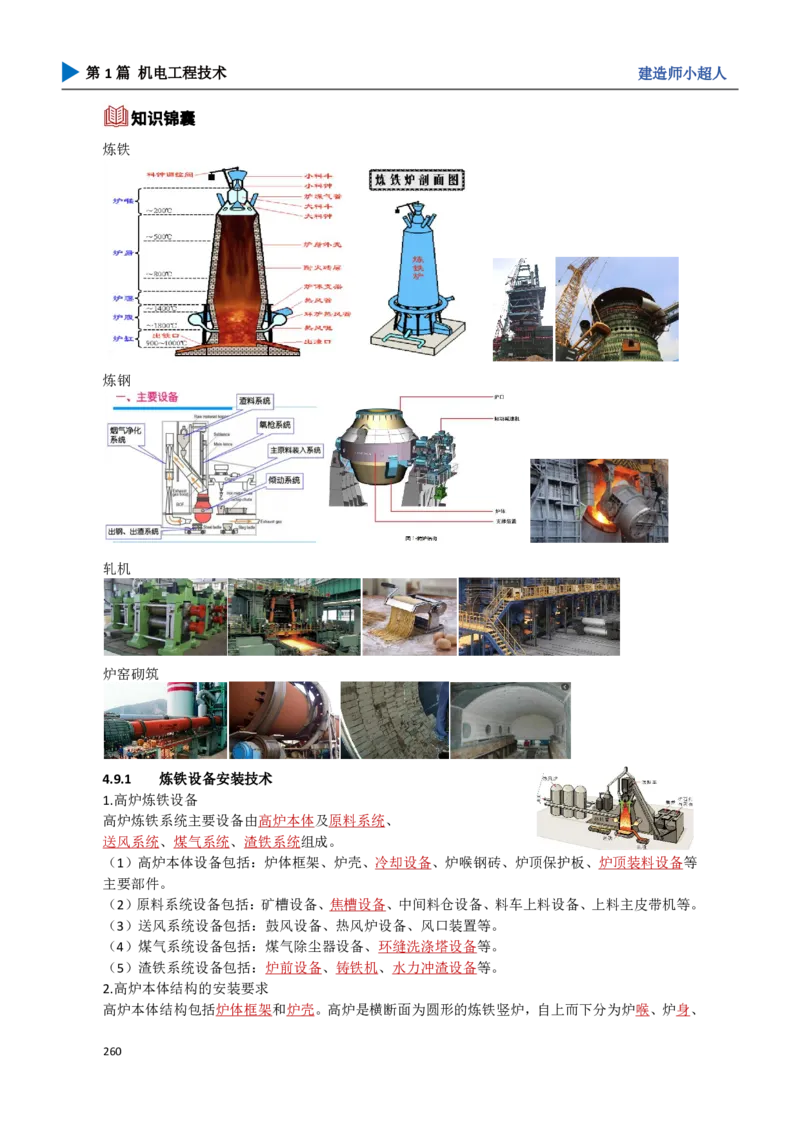
4.9.1 炼铁设备安装技术
1.高炉炼铁设备
高炉炼铁系统主要设备由高炉本体及原料系统、
送风系统、煤气系统、渣铁系统组成。
(1)高炉本体设备包括:炉体框架、炉壳、冷却设备、炉喉钢砖、炉顶保护板、炉顶装料设备等
主要部件。
(2)原料系统设备包括:矿槽设备、焦槽设备、中间料仓设备、料车上料设备、上料主皮带机等。
(3)送风系统设备包括:鼓风设备、热风炉设备、风口装置等。
(4)煤气系统设备包括:煤气除尘器设备、环缝洗涤塔设备等。
(5)渣铁系统设备包括:炉前设备、铸铁机、水力冲渣设备等。
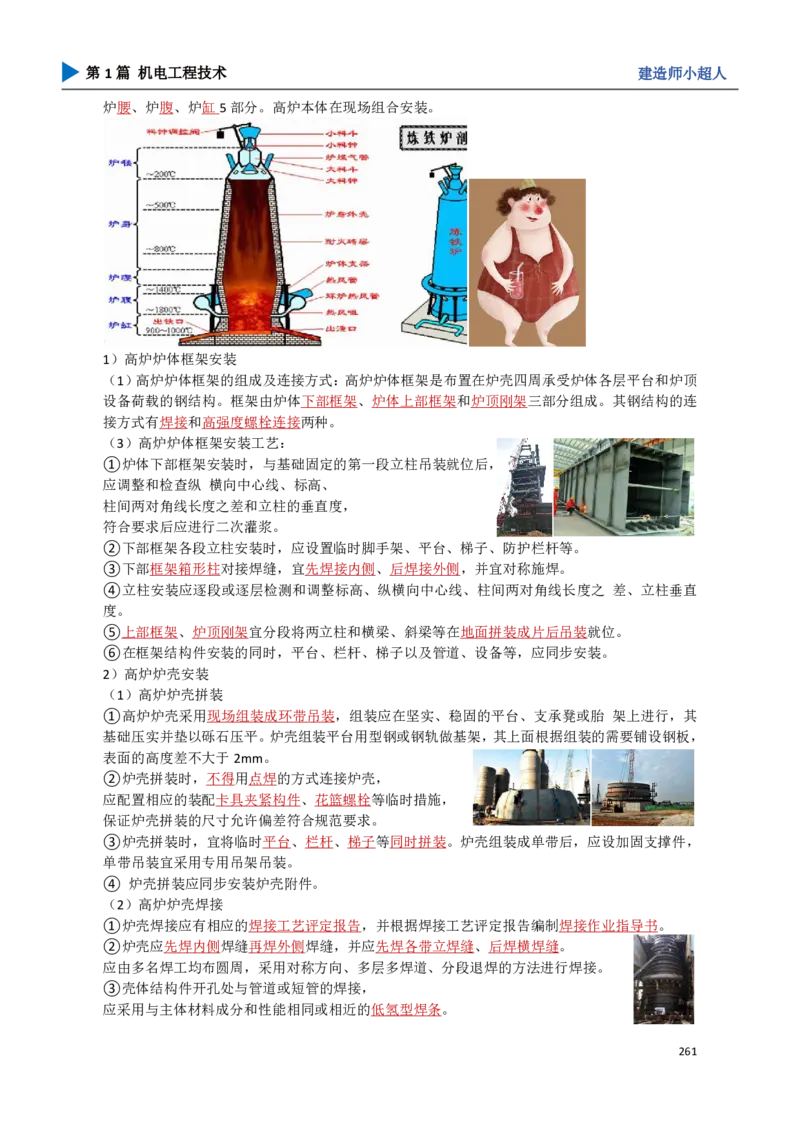
2.高炉本体结构的安装要求
高炉本体结构包括炉体框架和炉壳。高炉是横断面为圆形的炼铁竖炉,自上而下分为炉喉、炉身、
260第1篇 机电工程技术 建造师小超人
炉腰、炉腹、炉缸5部分。高炉本体在现场组合安装。
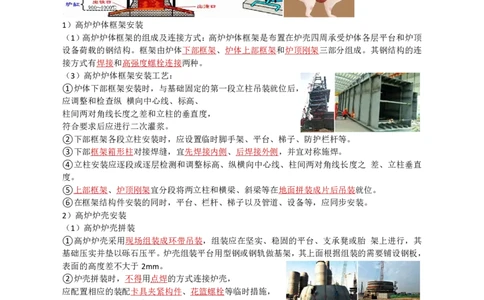
1)高炉炉体框架安装
(1)高炉炉体框架的组成及连接方式:高炉炉体框架是布置在炉壳四周承受炉体各层平台和炉顶
设备荷载的钢结构。框架由炉体下部框架、炉体上部框架和炉顶刚架三部分组成。其钢结构的连
接方式有焊接和高强度螺栓连接两种。
(3)高炉炉体框架安装工艺:
①炉体下部框架安装时,与基础固定的第一段立柱吊装就位后,
应调整和检查纵 横向中心线、标高、
柱间两对角线长度之差和立柱的垂直度,
符合要求后应进行二次灌浆。
②下部框架各段立柱安装时,应设置临时脚手架、平台、梯子、防护栏杆等。
③下部框架箱形柱对接焊缝,宜先焊接内侧、后焊接外侧,并宜对称施焊。
④立柱安装应逐段或逐层检测和调整标高、纵横向中心线、柱间两对角线长度之 差、立柱垂直
度。
⑤上部框架、炉顶刚架宜分段将两立柱和横梁、斜梁等在地面拼装成片后吊装就位。
⑥在框架结构件安装的同时,平台、栏杆、梯子以及管道、设备等,应同步安装。
2)高炉炉壳安装
(1)高炉炉壳拼装
①高炉炉壳采用现场组装成环带吊装,组装应在坚实、稳固的平台、支承凳或胎 架上进行,其
基础压实并垫以砾石压平。炉壳组装平台用型钢或钢轨做基架,其上面根据组装的需要铺设钢板,
表面的高度差不大于2mm。
②炉壳拼装时,不得用点焊的方式连接炉壳,
应配置相应的装配卡具夹紧构件、花篮螺栓等临时措施,
保证炉壳拼装的尺寸允许偏差符合规范要求。
③炉壳拼装时,宜将临时平台、栏杆、梯子等同时拼装。炉壳组装成单带后,应设加固支撑件,
单带吊装宜采用专用吊架吊装。
④ 炉壳拼装应同步安装炉壳附件。
(2)高炉炉壳焊接
①炉壳焊接应有相应的焊接工艺评定报告,并根据焊接工艺评定报告编制焊接作业指导书。
②炉壳应先焊内侧焊缝再焊外侧焊缝,并应先焊各带立焊缝、后焊横焊缝。
应由多名焊工均布圆周,采用对称方向、多层多焊道、分段退焊的方法进行焊接。
③壳体结构件开孔处与管道或短管的焊接,
应采用与主体材料成分和性能相同或相近的低氢型焊条。
261第1篇 机电工程技术 建造师小超人
(3)高炉炉壳安装
①高炉炉壳的安装可采用正装法、倒装法、上部倒装和下部正装法、线外拼装整体滑移法等安装
工艺。采用正装法时,
炉壳安装与框架安装应同步进行。采用倒装法、
上部倒装和下部正装法、线外拼装整体滑移法时,
框架应先于炉壳的安装。
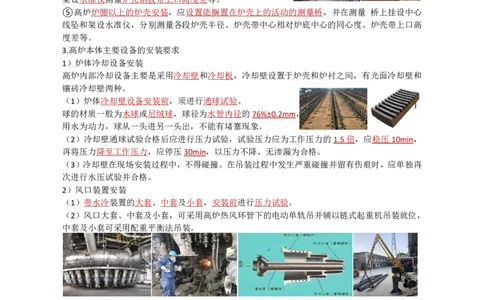
③炉壳吊装就位前,在炉底板上设置中心标板,并测量投点,底板上设置炉中心测量塔架,并在
中心测量塔架上挂设炉中心线坠。
④逐带组装炉壳,应分别测量炉壳半径、
炉壳带中心相对炉底中心的同心度。
架设水准仪测量炉壳钢板带上口高度差等。
⑤高炉炉腰以上的炉壳安装,应设置能搁置在炉壳上的活动的测量桥,并在测量 桥上挂设中心
线坠和架设水准仪,分别测量各段炉壳半径、炉壳带中心相对炉底中心的同心度、炉壳带上口高
度差等。
3.高炉本体主要设备的安装要求
1)炉体冷却设备安装
高炉内部冷却设备主要是采用冷却壁和冷却板,冷却壁设置于炉壳和炉衬之间,有光面冷却壁和
镶砖冷却壁两种。
(1)炉体冷却壁设备安装前,须进行通球试验。
球的材质一般为木球或尼绒球,球径为水管内径的76%±0.2mm,
用水为动力,球从一头进另一头出,不能有堵塞现象。
(2)冷却壁通球试验合格后应进行压力试验,试验压力应为工作压力的1.5倍,应稳压10min,
再将压力降至工作压力,应停压30min,以压力不降、无渗漏为合格。
(3)冷却壁在现场安装过程中,不得碰撞。在吊装过程中发生严重碰撞并留有伤痕时,应单独再
次进行水压试验并合格。
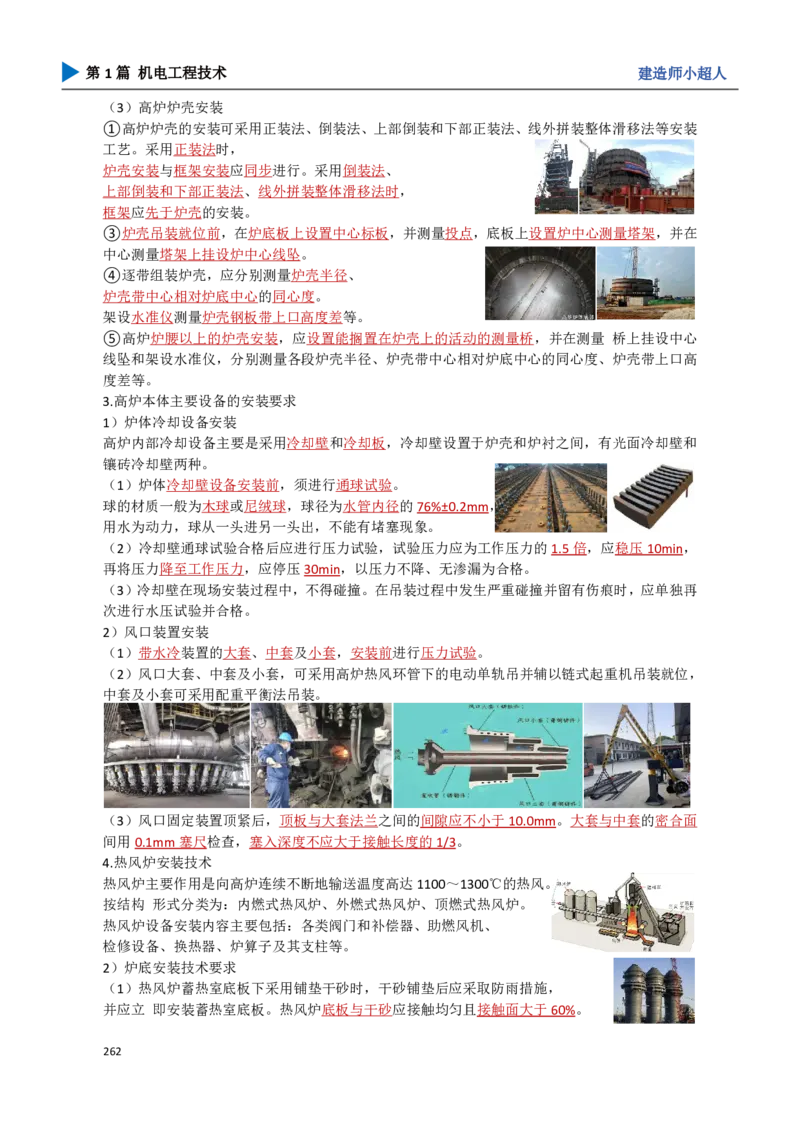
2)风口装置安装
(1)带水冷装置的大套、中套及小套,安装前进行压力试验。
(2)风口大套、中套及小套,可采用高炉热风环管下的电动单轨吊并辅以链式起重机吊装就位,
中套及小套可采用配重平衡法吊装。
(3)风口固定装置顶紧后,顶板与大套法兰之间的间隙应不小于10.0mm。大套与中套的密合面
间用0.1mm塞尺检查,塞入深度不应大于接触长度的1/3。
4.热风炉安装技术
热风炉主要作用是向高炉连续不断地输送温度高达1100~1300℃的热风。
按结构 形式分类为:内燃式热风炉、外燃式热风炉、顶燃式热风炉。
热风炉设备安装内容主要包括:各类阀门和补偿器、助燃风机、
检修设备、换热器、炉算子及其支柱等。
2)炉底安装技术要求
(1)热风炉蓄热室底板下采用铺垫干砂时,干砂铺垫后应采取防雨措施,
并应立 即安装蓄热室底板。热风炉底板与干砂应接触均匀且接触面大于60%。
262第1篇 机电工程技术 建造师小超人
(2)热风炉纵、横向中心线应与炉底板上的0°、90°、180°、270°四芯线重合,炉中心应投设在
炉底上的中心标板上。重点检查炉底板纵横向中心线、炉底板标高、炉底板上口高度差及炉底板
焊后的水平度。
(3)热风炉蓄热室底板厚度小于20mm时,砌砖前应先进行底板对接焊缝的真空度试验,真空
度为40kPa时,应无泄漏。
3)直筒段炉壳安装技术要求
(1)直筒段下部炉壳的安装,在炉底板中心处应设置测量塔架。上部壳体安装时, 应设置搁置
在炉壳上的活动测量桥,并应在活动测量桥上挂设炉中心线坠和架设水准仪,应分别测量炉壳半
径、炉壳钢板圈(带、环)上口高度差、炉壳钢板圈(带、环)中心相对炉底中心的同心度等。
(2)热风炉直筒段炉壳安装允许偏差:
炉壳钢板圈(带、环)中心与炉底中心应重合,允许偏差为热风炉高度1/1000,
且不大于30.0mm;
炉壳钢板圈(带、环)上口高度差,允许偏差为4.0mm;
炉壳钢板圈(带、环)的最大直径与最小直径之差,允许偏差为热风炉直径的2/1000。
4)炉顶炉壳安装技术要求
(2)炉顶炉壳的安装允许偏差:
炉顶中心与炉底中心应重合,允许偏差为热风炉直径的1/1000,且不大于30.0mm;
炉顶固定圈(带、环)的中心与炉体中心应重合,允许偏差为5.0mm;
炉顶固定圈(带、环)任意两点直径差,允许偏差为10.0mm;
炉顶固定圈(带、环)标高,允许偏差为±5.0mm。
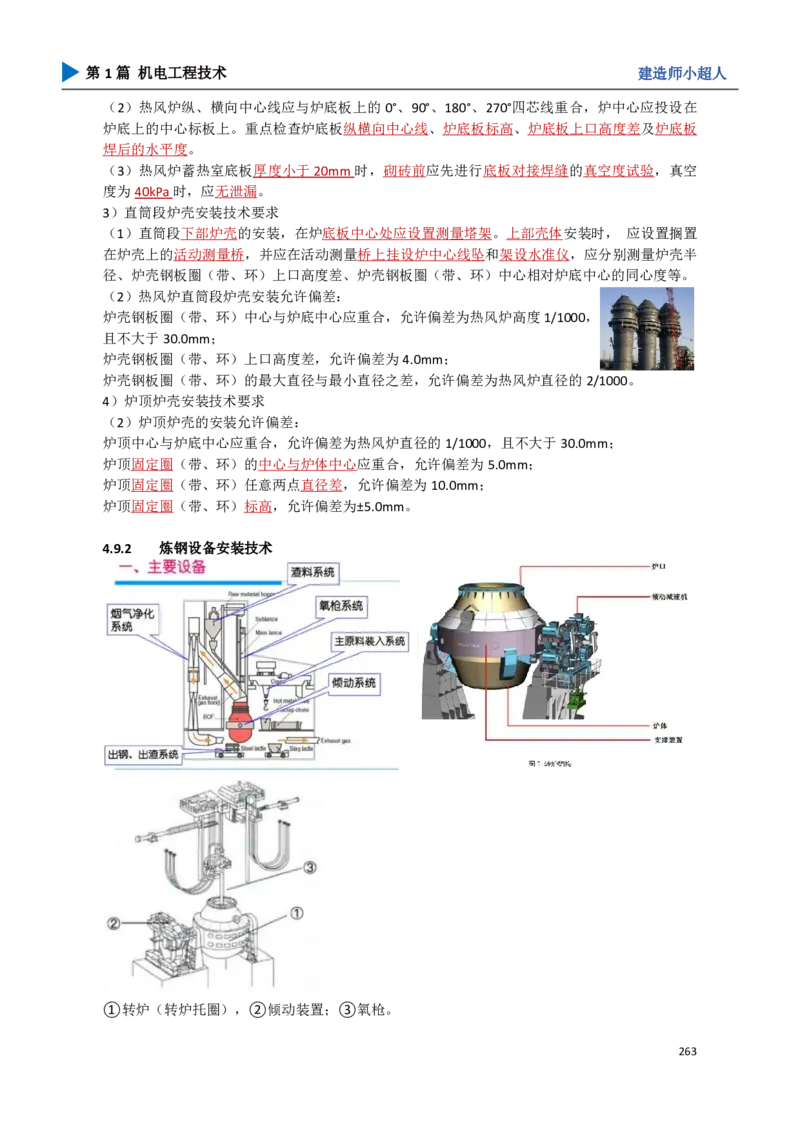
4.9.2 炼钢设备安装技术
①转炉(转炉托圈),②倾动装置;③氧枪。
263第1篇 机电工程技术 建造师小超人
(1)原料供应系统:包括铁水预处理、铁水倒罐站、混铁炉、废钢间、铁合金供应及石灰供应等
设备。
(2)吹炼、精炼与出钢系统:包括转炉本体、托圈、倾动装置、出钢、出渣及钢水精炼等设备。
(3)供氧系统:包括氧枪、氧枪横移(更换)小车、氧枪升降设备及滑道、氧气阀门间设备、副
枪系统等设备。
(4)烟气净化与煤气回收系统:包括烟气冷却设备、煤气回收设备、蒸汽回收设备、烟气除尘及
净化设备。
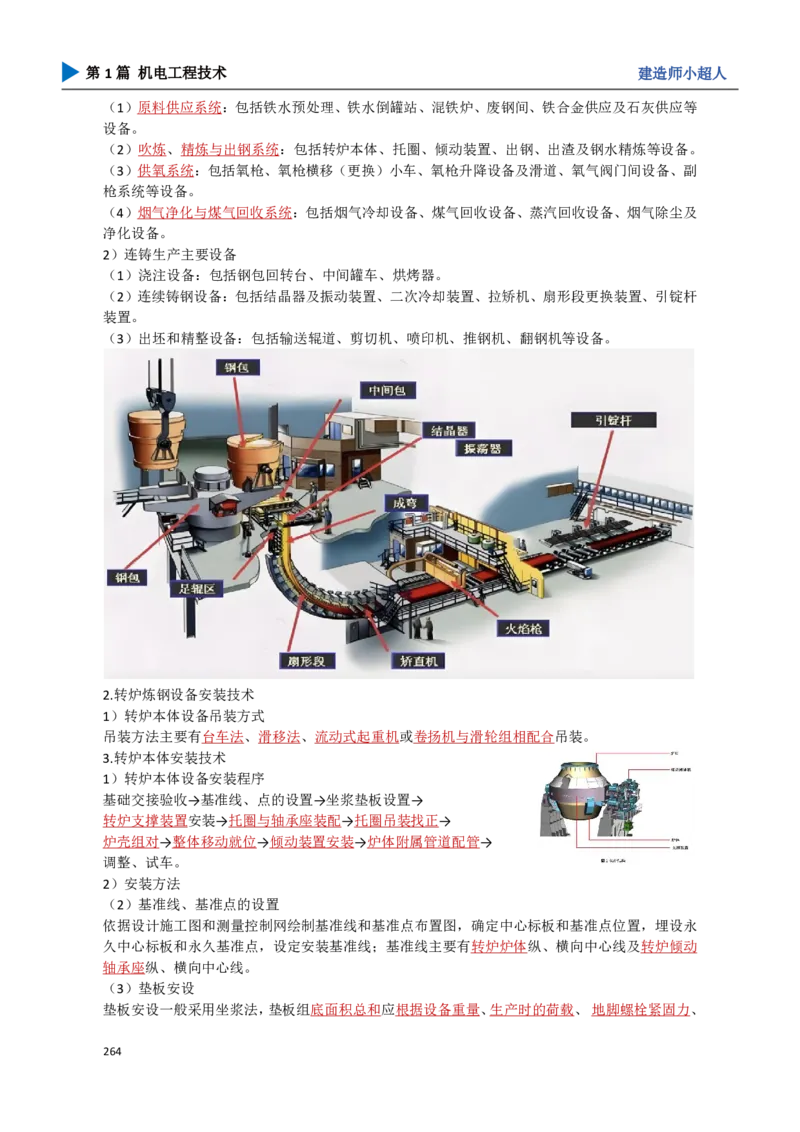
2)连铸生产主要设备
(1)浇注设备:包括钢包回转台、中间罐车、烘烤器。
(2)连续铸钢设备:包括结晶器及振动装置、二次冷却装置、拉矫机、扇形段更换装置、引锭杆
装置。
(3)出坯和精整设备:包括输送辊道、剪切机、喷印机、推钢机、翻钢机等设备。
2.转炉炼钢设备安装技术
1)转炉本体设备吊装方式
吊装方法主要有台车法、滑移法、流动式起重机或卷扬机与滑轮组相配合吊装。
3.转炉本体安装技术
1)转炉本体设备安装程序
基础交接验收→基准线、点的设置→坐浆垫板设置→
转炉支撑装置安装→托圈与轴承座装配→托圈吊装找正→
炉壳组对→整体移动就位→倾动装置安装→炉体附属管道配管→
调整、试车。
2)安装方法
(2)基准线、基准点的设置
依据设计施工图和测量控制网绘制基准线和基准点布置图,确定中心标板和基准点位置,埋设永
久中心标板和永久基准点,设定安装基准线;基准线主要有转炉炉体纵、横向中心线及转炉倾动
轴承座纵、横向中心线。
(3)垫板安设
垫板安设一般采用坐浆法,垫板组底面积总和应根据设备重量、生产时的荷载、地脚螺栓紧固力、
264第1篇 机电工程技术 建造师小超人
基础混凝土抗压强度及安全系数计算确定。垫板的数量、大小及安装位置需按设备厂家给定的技
术文件进行配置。在每个地脚螺栓的旁边应设置两组垫板组,垫板组应尽量靠近地脚螺栓和设备
主要受力部位。
(4)转炉支撑装置安装找正
① 固定端轴承座底座初找完毕后,以轴承座底座上水平面的十字中心线为精找正基准,测量中
心线、标高及水平度的偏差,调整合格后拧紧地脚螺栓,安装轴承座,再对轴承座复测偏差数据
并记录。
② 游动端轴承座的底座一般为铰接底座,安装时先找正铰接底板,底板固定后安装轴承座底座
并采取临时支撑调整措施,调整底座使轴承座中分面水平符合要求后,按照中分面处的加工面调
整轴承座的标高、中心线及水平度,使其符合技术要求。
③ 固定端、游动端轴承座找正后做好标记,拆除,准备与托圈耳轴组装。
(5)托圈与轴承座装配
① 转炉托圈与耳轴一般为整体进场,超大型转炉的托圈与耳轴则分段运至现场, 由设备制造厂
在现场进行装配。
② 托圈水冷系统应做水压试验和通水试验,
试验压力应为工作压力的1.25倍,应在试验压力下稳压10min,
再降至工作压力,停压30min, 以压力不降、无渗漏为合格;
通水试验进出水应畅通无阻,连续通水时间不应少于24h,
应无渗漏。
(7)炉壳组对安装
转炉炉壳安装采用正装还是倒装法,关键要看是否利于托圈炉壳连接装置安装。当连接装置位于
托圈的下表面,且托圈上面无定位装置时,为便于连接装置的焊接安装,一般采用倒装法;当连
接装置位于托圈的下表面,托圈上面有定位装置,且连接装置较适合由下部进行安装时,一般采
用正装法。
(8)整体移动就位
将装配在台车上的炉体和托圈,水平牵引运至转炉中心,对炉体本体进行定位调 整,使倾动轴中
心线与转炉支承装置中心线重合,通过同步调整液压千斤顶,实现转炉轴承座的精确找平和找正,
最后按力矩要求紧固螺栓。
(9)倾动装置装配
倾动装置由电动机、一次减速机、二次减速机、
扭力杆装置组成。倾动装置上的两组切向键分别
与二次减速机大齿轮及驱动侧耳轴相连接,
传动扭力矩,使炉体正反转。
(10)炉体及倾动设备调整试车
倾动装置一次减速器正反向单独运行各不应少于1h,运行应平稳,应无异常振动 和噪声,轴承
应温升正常。试运行后应检查炉壳、托圈及炉壳与托圈连接装置的焊缝, 应无裂纹,螺栓连接应
无松动。
4.连铸机安装要求
1)基准点和基准线的设置
(1)连铸机纵向基准线一般设置3条:纵向中心线、铸流中心线及辅助纵向中心线。
(2)连铸机横向基准线设置3条:铸流外弧线、最终矫直辊中心线及输送辊道起始辊的轴线中心
线。
(3)基准点一般设置在连铸机各层标高的基础内,外弧线附近、最终矫直点附近、 输送辊道起
始辊附近及大包回转台附近。
265第1篇 机电工程技术 建造师小超人
2)钢包回转台设备安装
(2)大包回转台底座安装
③地脚螺栓宜用液压扳手分两次对称均匀紧固,
第一次紧固应达到设计值的70%,待上部设备安装完成之后再按设计值最终紧固。
(4)钢包回转台试运行
① 钢包回转台回转机构应在全行程回转不少于5次,运行应平稳,停位应准确, 并应无异常振
动和噪声。
② 回转臂应在全行程升降不少于5次,运行应平稳,停位应准确。回转臂应按设 计技术文件的
规定进行冷满负荷和冷超负荷试验。
3)连续铸钢设备安装
(2)扇形段支撑框架安装
①扇形段分为弧形段、矫直段和水平段,与此对应有弧形段支撑框架、矫直段支撑框架和水平段
支撑框架。
③支撑框架的调整顺序是首先对通过最终矫直线的框架进行找正,然后以此为基准面向前找正弧
形段基础框架,向后找正水平段基础框架。
(6)连续铸钢设备试运行
①结晶器振动机构连续运行不应少于2h, 应无异常噪声,振动频率和振幅应符合 设计技术文件
的规定。
②扇形段辊组应连续运行不少于2h, 无异常振动和噪声,轴承温升应正常。
③扇形段更换装置传动机构减速器应单独运行不少于30min,应无异常振动和噪 声,轴承温升
应正常,然后各机构在全行程内动作不应少于5次,动作应灵活,停位应准确。
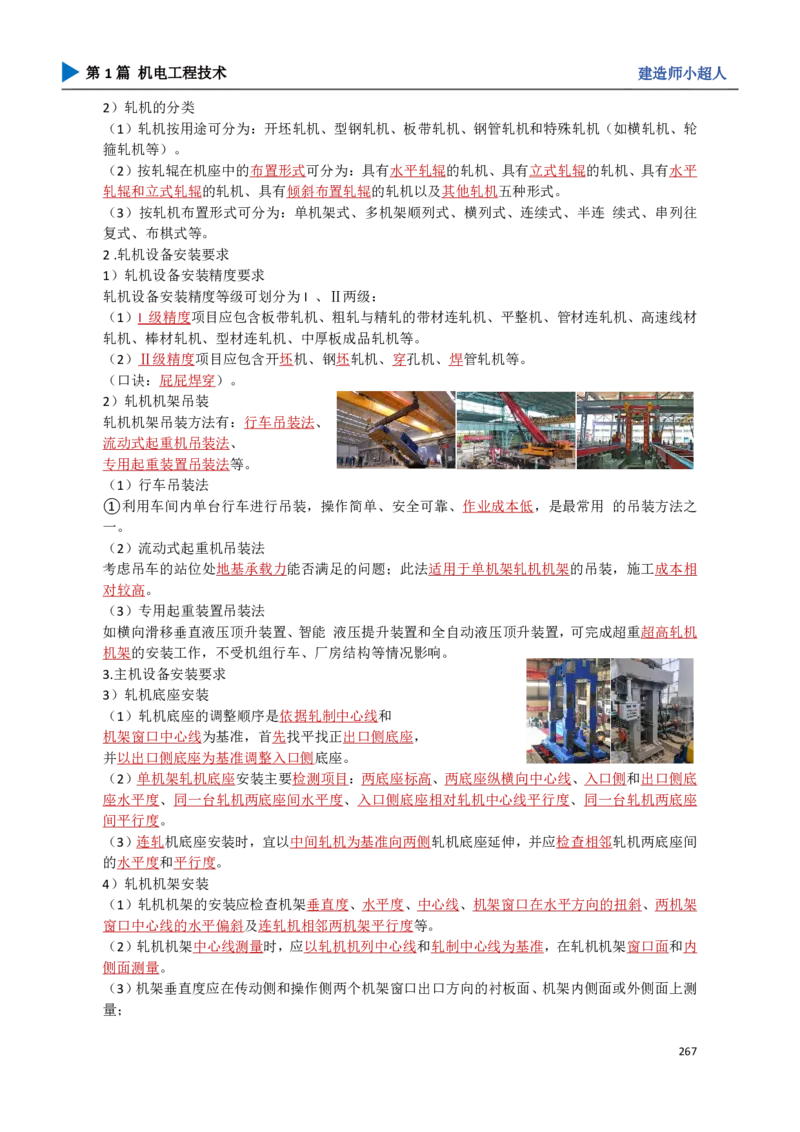
4.9.3 轧机设备安装技术
1.轧钢工艺设备
1)轧钢设备
(1)轧钢主要设备:通常把使轧件产生塑性变形的机器称为轧机。轧机由工作机座、机架、传动
装置(接轴、齿轮座、减速机、联轴器)、主电机、轧辊等组成。这一机器系统称主机列,也称
轧钢主要设备。
(2)辅助设备:
运输设备,如纵向运输轧材的辊道,垂直方向运输轧件的升降台,横向运输轧件的拉钢机和移钢
机;
加工设备,如切断轧件的剪切机和锯机,矫直轧件的矫直机,卷取轧件的卷取机;
其他精整设备,如翻转件用的翻钢机,回转轧件用的回转台,冷却轧件用的冷床;
以及收集、酸洗、打印、包装等工序所用的各种机械设备。
266第1篇 机电工程技术 建造师小超人
2)轧机的分类
(1)轧机按用途可分为:开坯轧机、型钢轧机、板带轧机、钢管轧机和特殊轧机(如横轧机、轮
箍轧机等)。
(2)按轧辊在机座中的布置形式可分为:具有水平轧辊的轧机、具有立式轧辊的轧机、具有水平
轧辊和立式轧辊的轧机、具有倾斜布置轧辊的轧机以及其他轧机五种形式。
(3)按轧机布置形式可分为:单机架式、多机架顺列式、横列式、连续式、半连 续式、串列往
复式、布棋式等。
2.轧机设备安装要求
1)轧机设备安装精度要求
轧机设备安装精度等级可划分为I 、Ⅱ两级:
(1)I 级精度项目应包含板带轧机、粗轧与精轧的带材连轧机、平整机、管材连轧机、高速线材
轧机、棒材轧机、型材连轧机、中厚板成品轧机等。
(2)Ⅱ级精度项目应包含开坯机、钢坯轧机、穿孔机、焊管轧机等。
(口诀:屁屁焊穿)。
2)轧机机架吊装
轧机机架吊装方法有:行车吊装法、
流动式起重机吊装法、
专用起重装置吊装法等。
(1)行车吊装法
①利用车间内单台行车进行吊装,操作简单、安全可靠、作业成本低,是最常用 的吊装方法之
一。
(2)流动式起重机吊装法
考虑吊车的站位处地基承载力能否满足的问题;此法适用于单机架轧机机架的吊装,施工成本相
对较高。
(3)专用起重装置吊装法
如横向滑移垂直液压顶升装置、智能 液压提升装置和全自动液压顶升装置,可完成超重超高轧机
机架的安装工作,不受机组行车、厂房结构等情况影响。
3.主机设备安装要求
3)轧机底座安装
(1)轧机底座的调整顺序是依据轧制中心线和
机架窗口中心线为基准,首先找平找正出口侧底座,
并以出口侧底座为基准调整入口侧底座。
(2)单机架轧机底座安装主要检测项目:两底座标高、两底座纵横向中心线、入口侧和出口侧底
座水平度、同一台轧机两底座间水平度、入口侧底座相对轧机中心线平行度、同一台轧机两底座
间平行度。
(3)连轧机底座安装时,宜以中间轧机为基准向两侧轧机底座延伸,并应检查相邻轧机两底座间
的水平度和平行度。
4)轧机机架安装
(1)轧机机架的安装应检查机架垂直度、水平度、中心线、机架窗口在水平方向的扭斜、两机架
窗口中心线的水平偏斜及连轧机相邻两机架平行度等。
(2)轧机机架中心线测量时,应以轧机机列中心线和轧制中心线为基准,在轧机机架窗口面和内
侧面测量。
(3)机架垂直度应在传动侧和操作侧两个机架窗口出口方向的衬板面、机架内侧面或外侧面上测
量;
267第1篇 机电工程技术 建造师小超人
机架水平度应在机架窗口底面测量;
机架窗口中心线水平偏斜和水平方向扭斜测量时,应在传动侧和操作侧两个机架窗口出口侧衬板
面上测量。
(4)轧机地脚螺栓的紧固通常采用液压螺母拉伸法,应将螺栓紧固力矩值转换为相应的液压值,
紧固力应达到设计要求。
(5)轧机机架的精调就是以基础沉降观测为依据,如果基础沉降均匀,各部安装精度检查均在标
准内,则不需再进行精调,直接进行二次灌浆;如果基础沉降不均匀, 产生较大的偏沉,安装精
度在重要项目上达不到技术要求,待沉降基本稳定后要进行精调。
6)传动装置安装
(1)传动装置的最终调整应在轧机基础沉降趋于稳定、轧机机架安装验收后进行。
(2)传动装置中心线的调整应以轧制中心线和轧机机列中心线为基准,其标高调整应以轧机底座
的实际标高为基准。
(3)整体安装的传动电机水平度以转子轴颈为测量面,分体安装的传动电机以转子两轴承座剖分
面为水平度测量面,装配后仍在转子轴颈处进行复核。
8)试运行
(1)轧机低速压下装置、高速压下装置往返运转均不应少于5次,高低极限位置准确。
(2)主传动电动机空载试运行不应少于0.5h;电动机带动减速机试运行不应少于0.5h;电动机带
动减速机、齿轮机座试运行不应少于0.5h;电动机带动减速机、齿轮机座和轧机试运行,按额定
转速的25%、50%、75%、100%分别试运行不应少于2h。
(3)换辊装置及其他设备往返运行均不应少于5次,停止位置应符合设计文件的规定。
(4)试运行设备轴承温度应正常,滚动轴承温升不超过40℃,且最高温度不得超过80℃;滑动
轴承温升不得超过35℃,且最高温度不得超过70℃。
4.9.4 空分与制氧设备安装技术
3.冷箱安装要求
3)塔器设备安装要求
(2)塔器现场组对对接焊缝质量等级
①当采用对接接头时,焊缝应进行射线检测,焊缝质量等级应符合《承压设备无 损检测第2部
分:射线检测》NB/T 47013.2—2015中的Ⅱ级规定,仅因气孔缺陷超标的可放宽至Ⅲ级合格。
②当采用搭接接头双面角焊时,焊缝应进行着色渗透检测,焊缝质量等级应符合 《承压设备无
损检测第5部分:渗透检测》NB/T47013.5—2015 中的I 级规定。
③现场组对塔器焊缝外观质量应符合《现场设备、工业管道焊接工程施工规范》GB 50236—2011
中焊缝质量分级标准的Ⅱ级规定。
4)冷箱内铝镁合金管道安装要求
(1)管道脱脂
管道脱脂宜设专用的脱脂场所,所有阀门和管道及管道附件应进行脱脂处理,
脱脂剂宜选用四氯乙烯或三氯乙烯等溶剂,严禁使用四氯化碳溶剂。
(2)管道清洗脱脂检验方法
①滤纸擦拭法,用清洁干燥的白色滤纸擦抹脱脂件表面,纸上无油脂痕迹为合格。
②紫光灯照射检查法,脱脂后用波长320~380nm 的紫外光检查脱脂件表面,无油脂荧光为合格。
③樟脑检查法,用蒸汽吹扫脱脂时,盛少量蒸汽冷凝液于器皿内,并放入数颗粒度小于1mm的
纯樟脑,以樟脑不停旋转为合格。
④溶剂分析法,用有机溶剂脱脂时,取样检查合格后的脱脂剂,油脂含量不超过125mg/m² 为合
格。
268第1篇 机电工程技术 建造师小超人
(3)管道安装要求
①管道安装顺序遵循先大口径管、后小口径管,先长管、后短管,先主管、后支管的原则。在同
一高度平面内,以精馏塔或其他空分设备为中心,先里面的管道,后外面的管道。
②冷箱外氧、氮、氩等液态产品管道,当采用隔热套管保冷时,应先安装内部管道,焊缝射线检
查和系统压力试验合格后,再装隔热套管并充填绝热材料,绝热材料充填应密实。
(4)管道焊接要求
①冷箱内管道宜采用氩弧焊焊接,冷箱管道的焊接应有相应的焊接工艺评定报告, 并应根据焊
接工艺评定报告编制焊接作业指导书。
②铝镁合金管道固定口焊接时,大于或等于DN100 的管道可采用嵌入式复合衬圈;小于DN100
的管道可采用嵌入式不锈钢衬圈。
5)管道试压要求
空分塔内系统多,压力等级不同,应按系统、压力等级设置不同的试压回路分别试压。试验介质
宜采用干燥无油的压缩空气、氮气。
(1)冷箱内管道应做强度试验,试验压力应为工作压力的1.15倍,稳压10min,压力不降为合格。
(2)冷箱内管道应在强度试验合格后做严密性试验,并应将强度试验后的压力降至工作压力,稳
压30min,用发泡剂检验,不泄漏为合格。
(3)冷箱内管道应做泄漏量试验,试验压力应为工作压力,停压12h,在试验压力稳定30min后,
开始记录起点压力、起点温度,泄漏率不应大于2.5%为合格,泄漏率应按式计算:
(4.9-1)(口诀:起亚在下)
式中Q——泄漏率(%);
P₁——起始绝对压力(MPa);
T₁——起始热力学温度(K);
P₂——终点绝对压力(MPa);
T₂——终点热力学温度(K)。
6)管道吹扫要求
(1)吹扫气源应采用洁净、干燥、无油的压缩空气。当采用空压机吹扫时,空气预冷、净化系统
应投入运行。吹扫的压力,低压系统宜为0.04~0.05MPa,高压系统宜为0.25~0.40MPa,不得超
过容器和管道的工作压力,流速不应小于20m/s。
(2)空分系统的吹扫应先吹扫冷箱外系统、后吹扫冷箱内系统;冷箱外管道吹扫时,凡与冷箱内
相连接的阀门应关闭。
(3)各系统的吹扫应反复多次进行,吹扫时间不应小于4h;采用沾湿的白色滤纸或白布放在吹
扫出口处,经5min后,在纸或白布上应无机械杂质为合格。
(4)吹扫后系统恢复应符合清洁度要求,不得再进行影响管内清洁的其他作业。
7)裸冷试验要求
(1)裸冷是在塔内管道、阀门和空分设备全部安装完毕,并进行了全面加热和吹除后,在冷箱充
填珠光砂、矿棉前,对冷箱系统的设备、管道进行冷状态下的开车冷冻,是对空分设备低温的考
核。
(2)裸冷试验要求:
①裸冷试验应进行至膨胀机进、出口温度不再下降,设备、管路外表面上结白霜后,保持时间不
应少于4h。
②在结白霜状态下,系统各部位应无变形、无泄漏。
③裸冷试验结束后和化霜前应对冷箱内所有法兰、阀门及支架的连接螺栓进行紧固。
269第1篇 机电工程技术 建造师小超人
④裸冷试验结束后应对整个冷却系统加温解冻。系统恢复到常温后,应以工作压力对整个系统进
行通气检查,有泄漏时应消除故障,必要时应再次进行裸冷试验。
8)膨胀珍珠岩充填要求
(1)膨胀珍珠岩充填应在系统裸冷试验合格后进行,充填前应拆除冷箱内所有脚手架及临时设施,
冷箱内应干燥、洁净;冷箱上所有人孔应封闭,且接触面处应密封严密。
(3)膨胀珍珠岩充填过程中,冷箱各容器和管道内均应充气,压力宜为40~50kPa,并微开各仪
表管终端阀门通气,同时各温度计均应通电。
(4)整个冷箱填充应密实,不得有空穴,充填完毕后,装入口应密封良好,并应向冷箱内充入干
燥氮气保护。运行约一周后,应打开冷箱顶部人孔进行检查,必要时应 补充膨胀珍珠岩。
4.9.5 炉窑砌筑施工技术
1.炉窑的分类
炉窑按其生产过程可分为两大类:动态炉窑和静态炉窑。
例如:水泥回转窑属于动态炉窑,炼焦炉、玻璃熔窑属于静态炉窑。
2.炉窑砌筑施工技术要求
1)炉窑砌筑前工序交接要求
(1)炉窑的砌筑工程应于炉体骨架结构和有关设备安装完毕,经检查合格并签订交接证明书后,
才可进行施工。
2)耐火砖砌筑的施工程序
(1)动态炉窑的施工程序
①动态炉窑砌筑应在炉窑单机无负荷试运行合格并验收后方可进行。
②砌筑的基本顺序:从热端向冷端(或从低端向高端)→分段作业划线→选砖→配砖→分段砌筑
→分段进行修砖及锁砖→膨胀缝的预留及填充。
(2)静态炉窑的施工程序
①静态炉窑的施工程序与动态炉窑的施工程序基本相同。
② 静态炉窑施工程序和动态炉窑施工程序的不同之处:
不必进行无负荷试运行即可进行砌筑;
砌筑顺序必须自下而上进行;
无论采用哪种砌筑方法,每环砖均可一次完成;
起拱部位应从两侧向中间砌筑,并需采用拱胎压紧固定,锁砖完成后,拆除拱胎。
3.耐火砖底和墙砌筑施工技术要求
1)耐火砖底砌筑施工技术要求
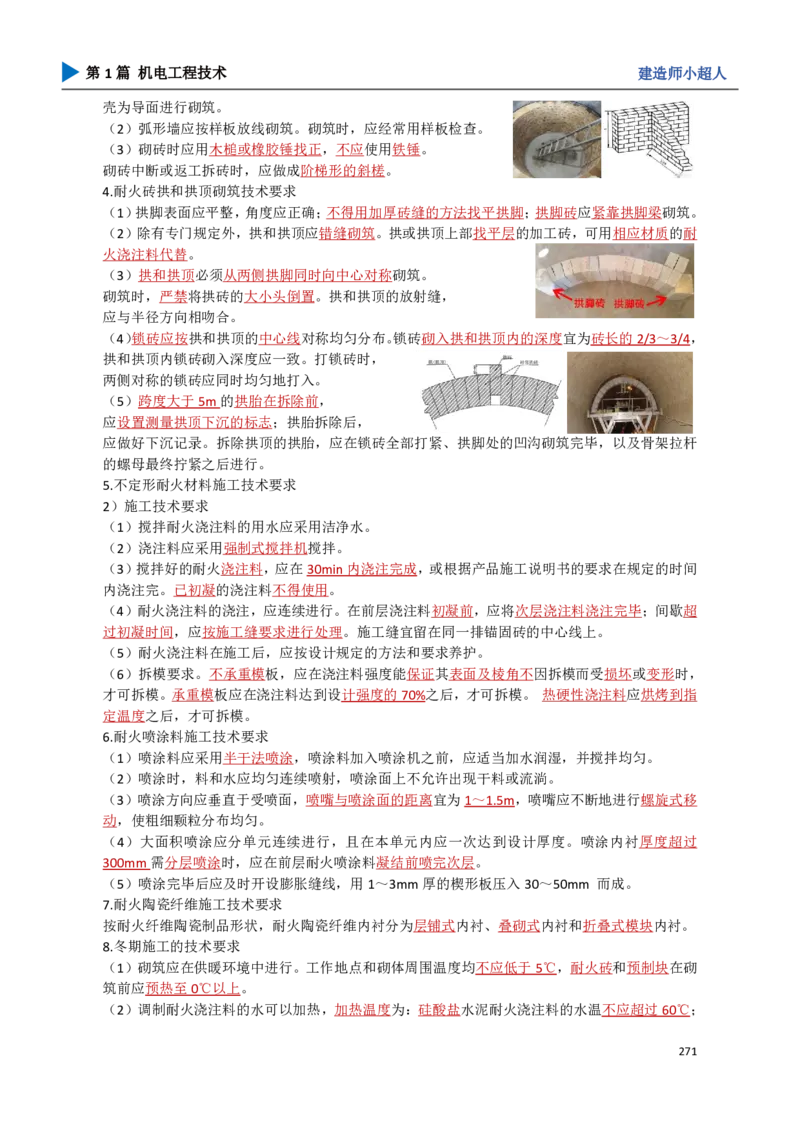
(2)水平砖层砌筑的斜坡炉底,
其工作层可退台或错台砌筑,
所形成的三角部分,
可用相应材质的不定形耐火材料找齐。
(3)反拱底应从中心向两侧对称砌筑。砌筑反拱底前,应用样板找准砌筑弧形拱的基面;斜坡炉
底应放线砌筑。
2)耐火砖墙砌筑施工技术要求
(1)圆形炉墙应按中心线砌筑。当炉壳的中心线垂直误差和半径误差符合炉内形要求时,可以炉
270第1篇 机电工程技术 建造师小超人
壳为导面进行砌筑。
(2)弧形墙应按样板放线砌筑。砌筑时,应经常用样板检查。
(3)砌砖时应用木槌或橡胶锤找正,不应使用铁锤。
砌砖中断或返工拆砖时,应做成阶梯形的斜槎。
4.耐火砖拱和拱顶砌筑技术要求
(1)拱脚表面应平整,角度应正确;不得用加厚砖缝的方法找平拱脚;拱脚砖应紧靠拱脚梁砌筑。
(2)除有专门规定外,拱和拱顶应错缝砌筑。拱或拱顶上部找平层的加工砖,可用相应材质的耐
火浇注料代替。
(3)拱和拱顶必须从两侧拱脚同时向中心对称砌筑。
砌筑时,严禁将拱砖的大小头倒置。拱和拱顶的放射缝,
应与半径方向相吻合。
(4)锁砖应按拱和拱顶的中心线对称均匀分布。锁砖砌入拱和拱顶内的深度宜为砖长的2/3~3/4,
拱和拱顶内锁砖砌入深度应一致。打锁砖时,
两侧对称的锁砖应同时均匀地打入。
(5)跨度大于5m的拱胎在拆除前,
应设置测量拱顶下沉的标志;拱胎拆除后,
应做好下沉记录。拆除拱顶的拱胎,应在锁砖全部打紧、拱脚处的凹沟砌筑完毕,以及骨架拉杆
的螺母最终拧紧之后进行。
5.不定形耐火材料施工技术要求
2)施工技术要求
(1)搅拌耐火浇注料的用水应采用洁净水。
(2)浇注料应采用强制式搅拌机搅拌。
(3)搅拌好的耐火浇注料,应在30min内浇注完成,或根据产品施工说明书的要求在规定的时间
内浇注完。已初凝的浇注料不得使用。
(4)耐火浇注料的浇注,应连续进行。在前层浇注料初凝前,应将次层浇注料浇注完毕;间歇超
过初凝时间,应按施工缝要求进行处理。施工缝宜留在同一排锚固砖的中心线上。
(5)耐火浇注料在施工后,应按设计规定的方法和要求养护。
(6)拆模要求。不承重模板,应在浇注料强度能保证其表面及棱角不因拆模而受损坏或变形时,
才可拆模。承重模板应在浇注料达到设计强度的70%之后,才可拆模。 热硬性浇注料应烘烤到指
定温度之后,才可拆模。
6.耐火喷涂料施工技术要求
(1)喷涂料应采用半干法喷涂,喷涂料加入喷涂机之前,应适当加水润湿,并搅拌均匀。
(2)喷涂时,料和水应均匀连续喷射,喷涂面上不允许出现干料或流淌。
(3)喷涂方向应垂直于受喷面,喷嘴与喷涂面的距离宜为1~1.5m,喷嘴应不断地进行螺旋式移
动,使粗细颗粒分布均匀。
(4)大面积喷涂应分单元连续进行,且在本单元内应一次达到设计厚度。喷涂内衬厚度超过
300mm需分层喷涂时,应在前层耐火喷涂料凝结前喷完次层。
(5)喷涂完毕后应及时开设膨胀缝线,用1~3mm厚的楔形板压入30~50mm 而成。
7.耐火陶瓷纤维施工技术要求
按耐火纤维陶瓷制品形状,耐火陶瓷纤维内衬分为层铺式内衬、叠砌式内衬和折叠式模块内衬。
8.冬期施工的技术要求
(1)砌筑应在供暖环境中进行。工作地点和砌体周围温度均不应低于5℃,耐火砖和预制块在砌
筑前应预热至0℃以上。
(2)调制耐火浇注料的水可以加热,加热温度为:硅酸盐水泥耐火浇注料的水温不应超过60℃;
271第1篇 机电工程技术 建造师小超人
高铝水泥耐火浇注料的水温不应超过30℃。水泥不得直接加温。耐火浇注料施工过程中,不得另
加促凝剂。
(3)冬期施工耐火浇注料的养护:
①水泥耐火浇注料可采用蓄热法和加热法养护。加热硅酸盐水泥耐火浇注料的温度不得超过80℃;
加热高铝水泥耐火浇注料的温度不得超过30℃。
②黏土、水玻璃、磷酸盐水泥浇注料的养护应采用干热法。水玻璃耐火浇注料的温度不得超过60℃。
9.烘炉的技术要求
(1)工业炉在投入生产前应烘干烘透。烘炉前应先烘烟囱及烟道。
(2)耐火浇注料内衬应该按规定养护后,才可进行烘炉。
(3)烘炉应在其生产流程有关的机电设备联合试运行及调整合格后进行。
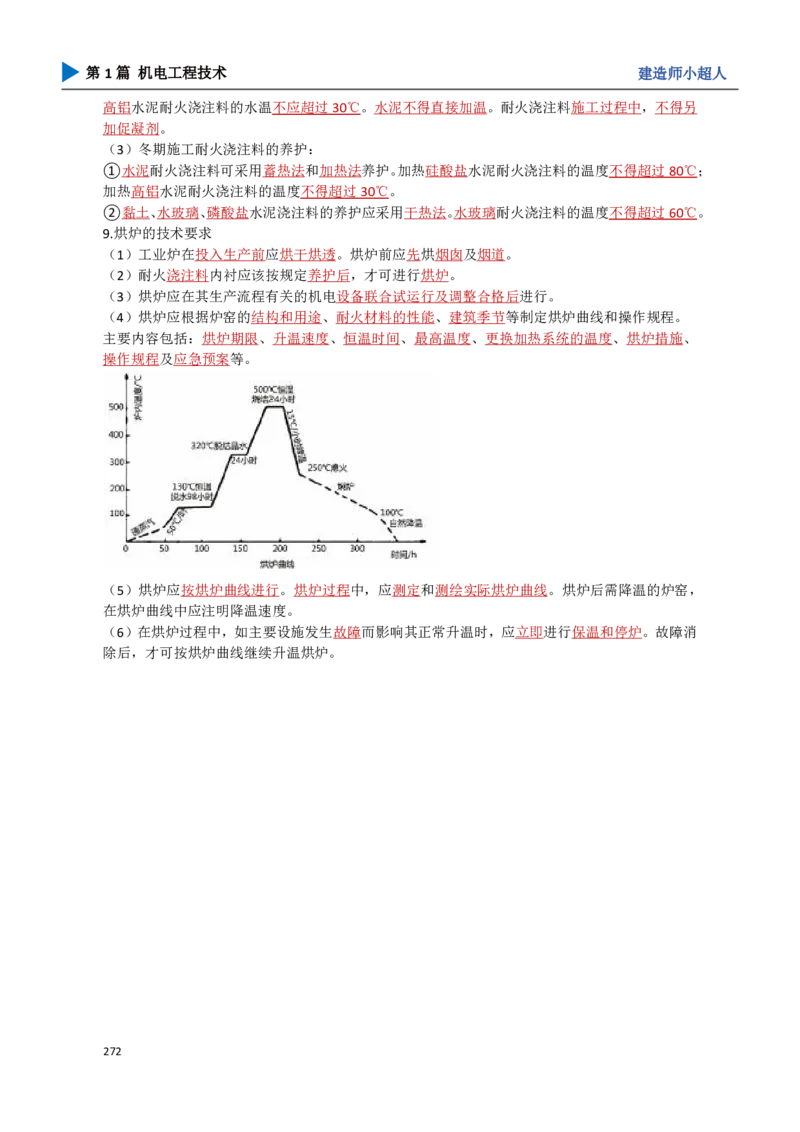
(4)烘炉应根据炉窑的结构和用途、耐火材料的性能、建筑季节等制定烘炉曲线和操作规程。
主要内容包括:烘炉期限、升温速度、恒温时间、最高温度、更换加热系统的温度、烘炉措施、
操作规程及应急预案等。
(5)烘炉应按烘炉曲线进行。烘炉过程中,应测定和测绘实际烘炉曲线。烘炉后需降温的炉窑,
在烘炉曲线中应注明降温速度。
(6)在烘炉过程中,如主要设施发生故障而影响其正常升温时,应立即进行保温和停炉。故障消
除后,才可按烘炉曲线继续升温烘炉。
272
