
文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
2025环球网校一级建造师《机电工程管理与实务》考点精讲-第11讲
【课前学习建议】
本讲的学习内容如下
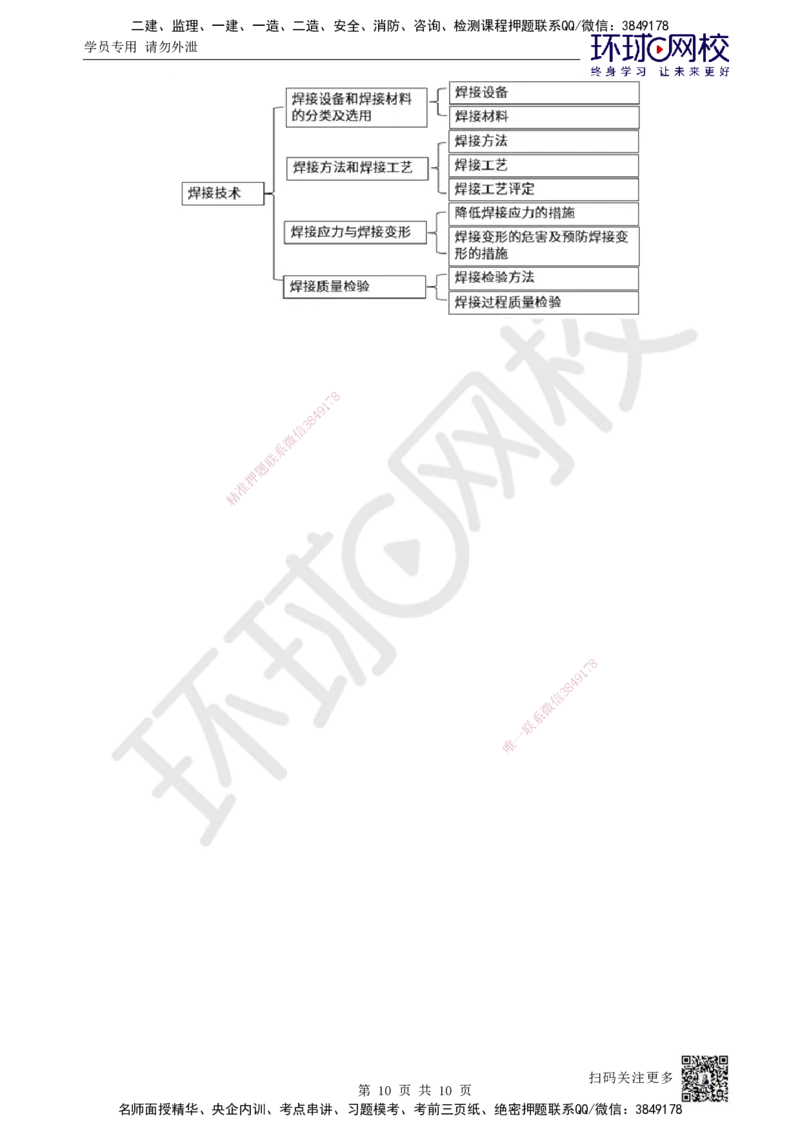
1.焊接应力与焊接变形
①降低焊接应力的措施(1)设计措施(2)工艺措施。
②预防焊接变形的措施(1)进行合理的焊接结构设计(2)采取合理的装配工艺措施(3)采取
合理的焊接工艺措施。
注意区分以上各自包含的内容,选择题目混淆在一起进行选择。
③了解焊接变形包含面内变形和面外变形。
2.焊接质量检验
焊接检验方法,区分破坏性试验和非破坏性试验,重点掌握无损检测。
还需要掌握焊前质量检验,焊中质量检验,焊后质量检验各自包含的内容。
【考点】焊接应力与焊接变形(★★★)
【真题分布数据统计】(2009单/2011单/2015多/2017案/2018单/2021多)
1.降低焊接应力的措施
1)设计措施
2)工艺措施 8
7
1
9
2.焊接变形的危害性及预防焊接4变形的措施
8
3
信
1.降低焊接应力的措施 微
系
1)设计措施 联
题
(1)减少焊缝的数量押和尺寸,可减小变形量,同时降低焊接应力。
准
(2)避免焊缝过精于集中,从而避免焊接应力峰值叠加。
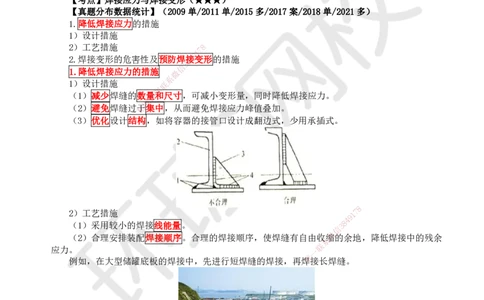
(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
8
2)工艺措施 1 7
9
4
(1)采用较小的焊接线能量。 3 8
信
微
(2)合理安排装配焊接顺序。合理的焊接顺序,使焊缝有自由收缩的余地,降低焊接中的残余
系
联
应力。
一
唯
例如,在大型储罐底板的焊接中,先进行短焊缝的焊接,再焊接长焊缝。
(3)层间进行锤击
焊后用小锤轻敲焊缝及其邻近区域,使金属晶粒间的应力得以释放,能有效的减少焊接残余应力
从而降低焊接应力。
(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)
(5)焊接高强钢时,选用塑性较好的焊条
扫码关注更多
第 1 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
(6)预热
焊前对构件进行预热,能减小温差和减慢冷却速度,两者均能减小焊接残余应力。
(7)消氢处理
消氢处理的主要目的是使焊缝金属中的扩散氢逸岀,降低焊缝及热影响区的含氢量,防止氢致冷
裂纹的产生。
(8)焊后热处理
(9)利用振动法来消除焊接残余应力
2.焊接变形的危害性及预防焊接变8 形的措施
7
1
1)焊接变形的分类 4 9
8
3
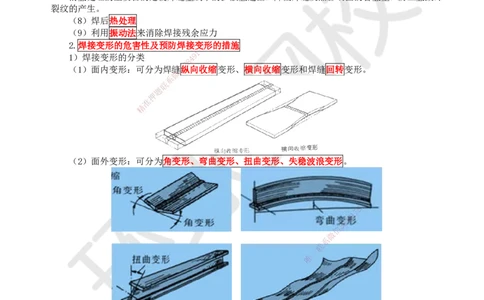
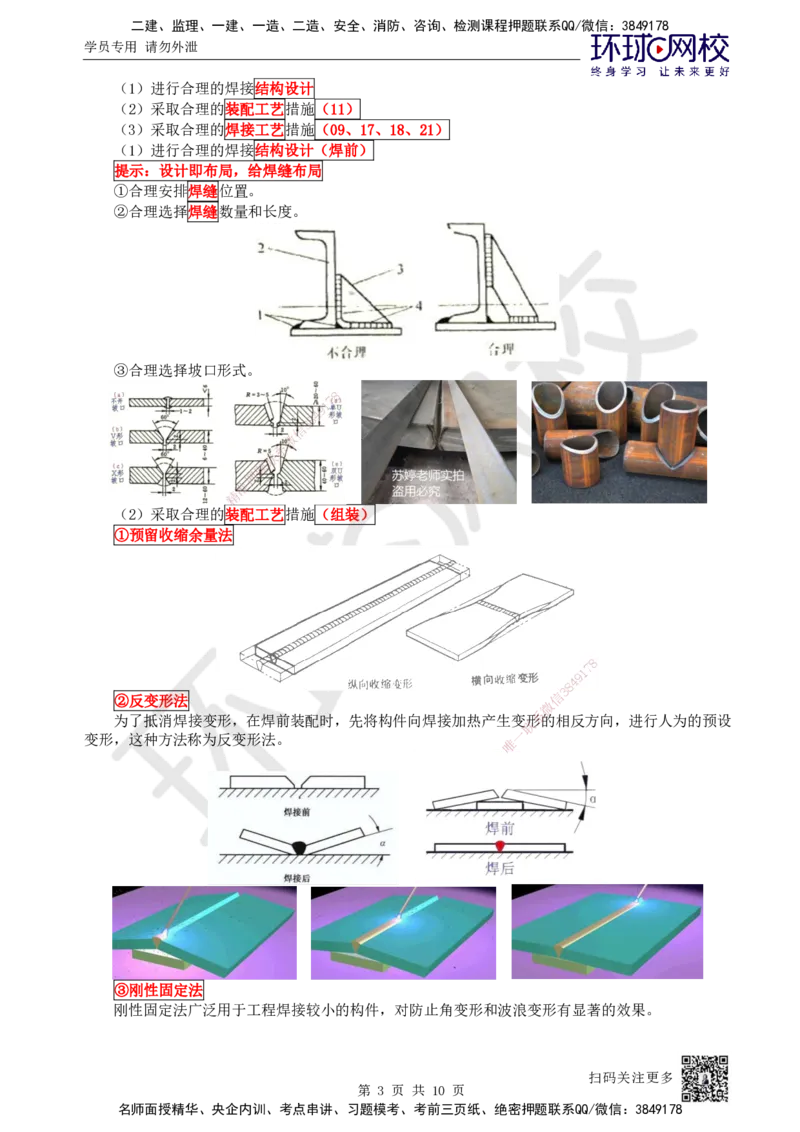
(1)面内变形:可分为焊缝信纵向收缩变形、横向收缩变形和焊缝回转变形。
微
系
联
题
押
准
精
(2)面外变形:可分为角变形 、弯曲变形、扭曲变形、失稳波浪变形。
8
1
7
9
8
4
信
3
微
系
联
一
唯
(2)面外变形:可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。
记忆:脚扭弯失稳
3)预防焊接变形的措施(阶段、时间)
扫码关注更多
第 2 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
(1)进行合理的焊接结构设计
(2)采取合理的装配工艺措施(11)
(3)采取合理的焊接工艺措施(09、17、18、21)
(1)进行合理的焊接结构设计(焊前)
提示:设计即布局,给焊缝布局
①合理安排焊缝位置。
②合理选择焊缝数量和长度。
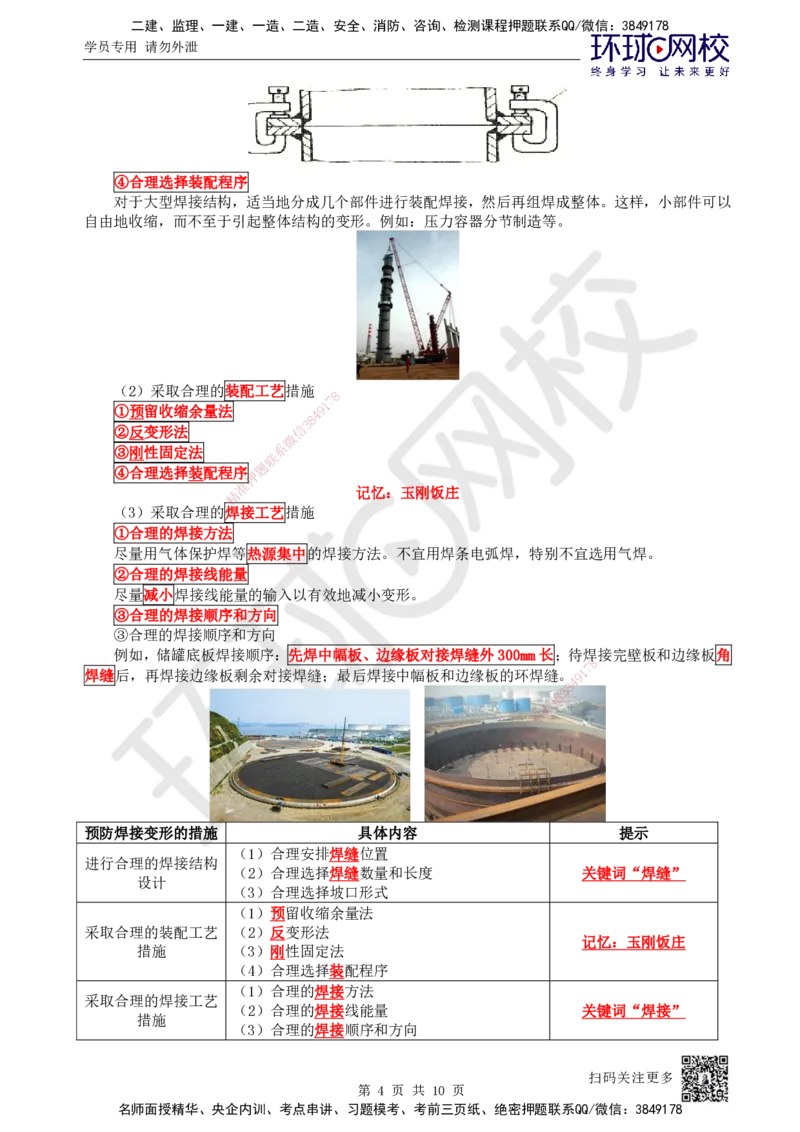
③合理选择坡口形式。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
(2)采取合理的装 配工艺措施(组装)
①预留收缩余量法
8
1
7
9
8
4
②反变形法 信
3
微
为了抵消焊接变形,在焊前装配时,先将构件向焊接 加热产生变形
系
的相反方向,进行人为的预设
联
一
变形,这种方法称为反变形法。
唯
③刚性固定法
刚性固定法广泛用于工程焊接较小的构件,对防止角变形和波浪变形有显著的效果。
扫码关注更多
第 3 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
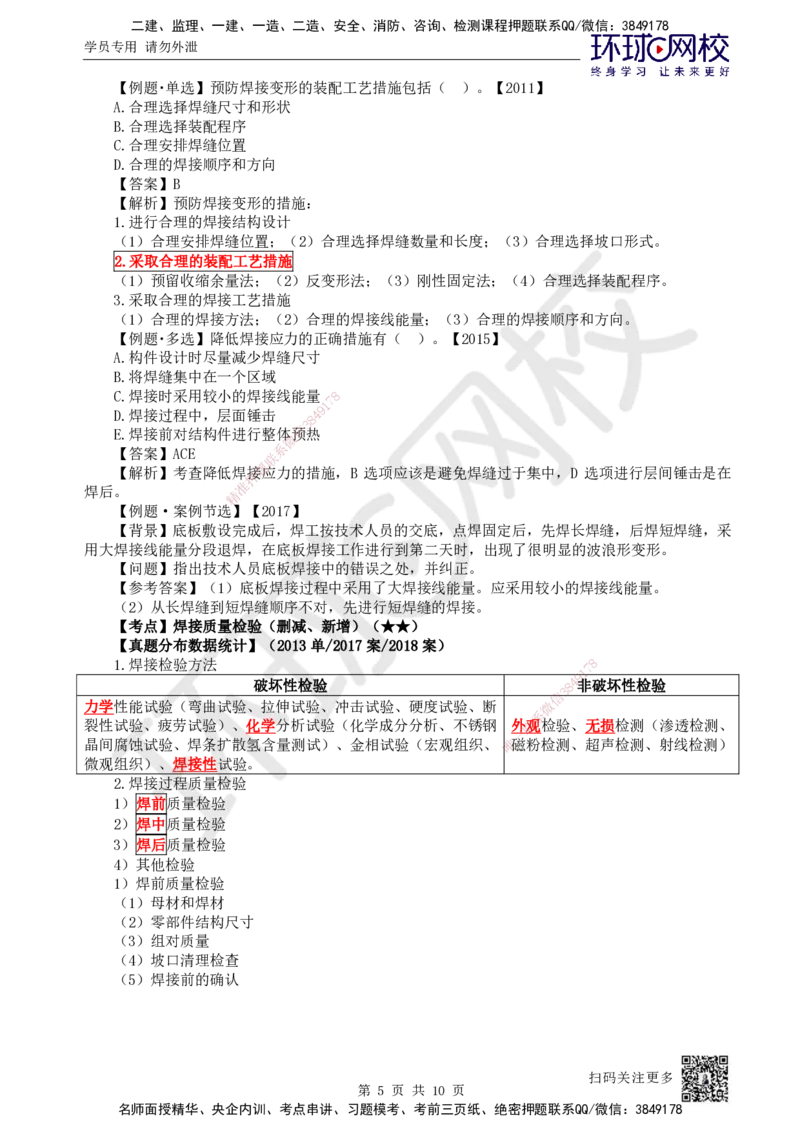
④合理选择装配程序
对于大型焊接结构,适当地分成几个部件进行装配焊接,然后再组焊成整体。这样,小部件可以
自由地收缩,而不至于引起整体结构的变形。例如:压力容器分节制造等。
(2)采取合理的装配工艺措施
8
7
1
①预留收缩余量法 9
4
8
3
②反变形法 信
微
③刚性固定法 系
联
题
④合理选择装配程序
押
准
精 记忆:玉刚饭庄
(3)采取合理的焊 接工艺措施
①合理的焊接方法
尽量用气体保护焊等热源集中的焊接方法。不宜用焊条电弧焊,特别不宜选用气焊。
②合理的焊接线能量
尽量减小焊接线能量的输入以有 效地减小变形。
③合理的焊接顺序和方向
③合理的焊接顺序和方向
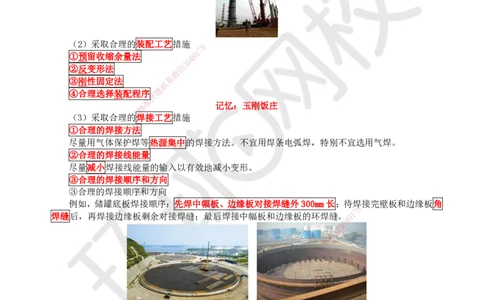
例如,储罐底板焊接顺序:先焊中幅板、边缘板对接焊缝外300mm长;待焊接完壁板和边缘板角
8
焊缝后,再焊接边缘板剩余对接焊缝;最后焊接 中幅板和边缘板的环焊缝。9 1
7
8
4
信
3
微
系
联
一
唯
预防焊接变形的措施 具体内容 提示
(1)合理安排焊缝位置
进行合理的焊接结构
(2)合理选择焊缝数量和长度 关键词“焊缝”
设计
(3)合理选择坡口形式
(1)预留收缩余量法
采取合理的装配工艺 (2)反变形法
记忆:玉刚饭庄
措施 (3)刚性固定法
(4)合理选择装配程序
(1)合理的焊接方法
采取合理的焊接工艺
(2)合理的焊接线能量 关键词“焊接”
措施
(3)合理的焊接顺序和方向
扫码关注更多
第 4 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
【例题▪单选】预防焊接变形的装配工艺措施包括( )。【2011】
A.合理选择焊缝尺寸和形状
B.合理选择装配程序
C.合理安排焊缝位置
D.合理的焊接顺序和方向
【答案】B
【解析】预防焊接变形的措施:
1.进行合理的焊接结构设计
(1)合理安排焊缝位置;(2)合理选择焊缝数量和长度;(3)合理选择坡口形式。
2.采取合理的装配工艺措施
(1)预留收缩余量法;(2)反变形法;(3)刚性固定法;(4)合理选择装配程序。
3.采取合理的焊接工艺措施
(1)合理的焊接方法;(2)合理的焊接线能量;(3)合理的焊接顺序和方向。
【例题▪多选】降低焊接应力的正确措施有( )。【2015】
A.构件设计时尽量减少焊缝尺寸
B.将焊缝集中在一个区域
C.焊接时采用较小的焊接线能量 8
7
1
9
D.焊接过程中,层面锤击 4
8
3
信
E.焊接前对结构件进行整体预热
微
系
【答案】ACE
联
题
【解析】考查降低焊接应力的措施,B 选项应该是避免焊缝过于集中,D 选项进行层间锤击是在
押
准
焊后。
精
【例题·案例节选】 【2017】
【背景】底板敷设完成后,焊工按技术人员的交底,点焊固定后,先焊长焊缝,后焊短焊缝,采
用大焊接线能量分段退焊,在 底板焊接工作进行到第二天时,出现了很明显的波浪形变形。
【问题】指出技术人员底板焊 接中的错误之处,并纠正。
【参考答案】(1)底板焊接过程中采用了大焊接线能量。应采用较小的焊接线能量。
(2)从长焊缝到短焊缝顺序不对 ,先进行短焊缝的焊接。
【考点】焊接质量检验(删减、新增 )(★★)
【真题分布数据统计】(2013单/2017案/2018案)
1.焊接检验方法
1
7 8
9
破坏性检验 8 4非破坏性检验
信
3
力学性能试验(弯曲试验、拉伸试验、冲击试验、硬度 试验、断 微
系
裂性试验、疲劳试验)、化学分析试验(化学成分分析、 不锈钢 外联观检验、无损检测(渗透检测、
一
晶间腐蚀试验、焊条扩散氢含量测试)、金相试验(宏观组 织、唯磁粉检测、超声检测、射线检测)
微观组织)、焊接性试验。
2.焊接过程质量检验
1)焊前质量检验
2)焊中质量检验
3)焊后质量检验
4)其他检验
1)焊前质量检验
(1)母材和焊材
(2)零部件结构尺寸
(3)组对质量
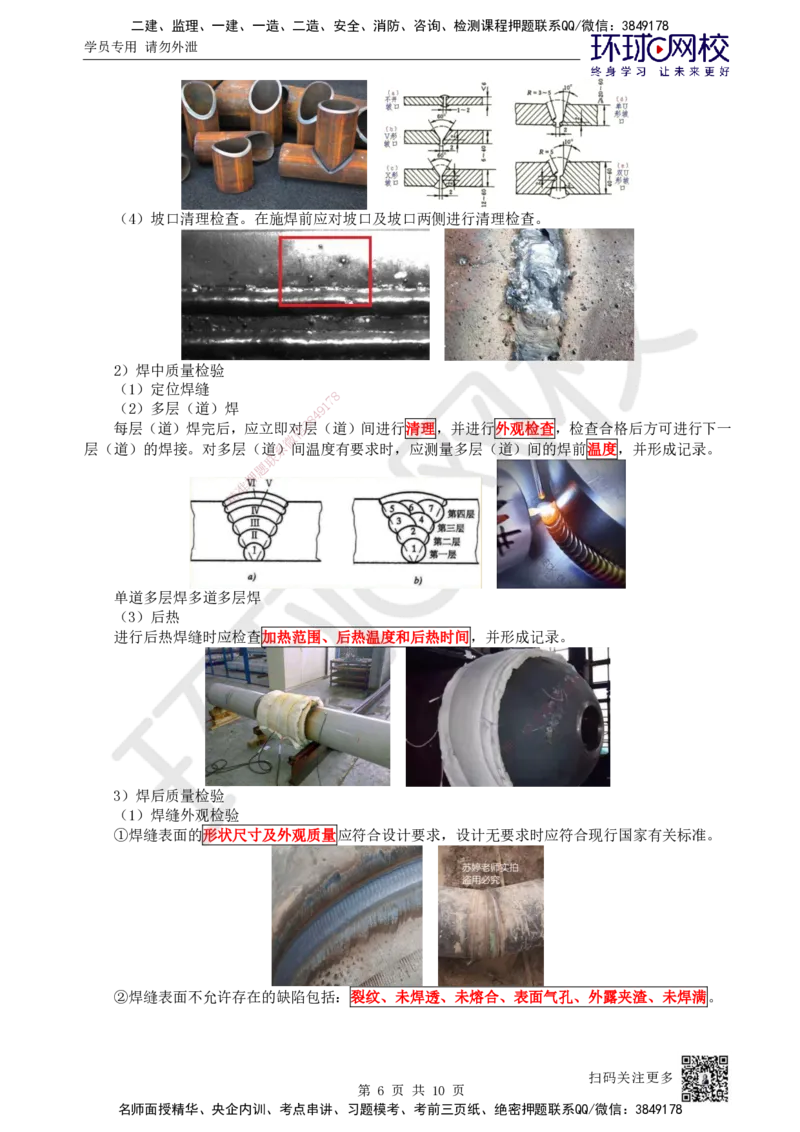
(4)坡口清理检查
(5)焊接前的确认
扫码关注更多
第 5 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
(4)坡口清理检查。在施焊前应对坡口及坡口两侧进行清理检查。
2)焊中质量检验
(1)定位焊缝
8
7
(2)多层(道)焊 9 1
4
8
每层(道)焊完后,应立即对信 3层(道)间进行清理,并进行外观检查,检查合格后方可进行下一
微
层(道)的焊接。对多层(道系)间温度有要求时,应测量多层(道)间的焊前温度,并形成记录。
联
题
押
准
精
单道多层焊多道多层焊
(3)后热
进行后热焊缝时应检查加热范围、后热 温度和后热时间,并形成记录。
8
1
7
9
8
4
信
3
微
系
联
一
唯
3)焊后质量检验
(1)焊缝外观检验
①焊缝表面的形状尺寸及外观质量应符合设计要求,设计无要求时应符合现行国家有关标准。
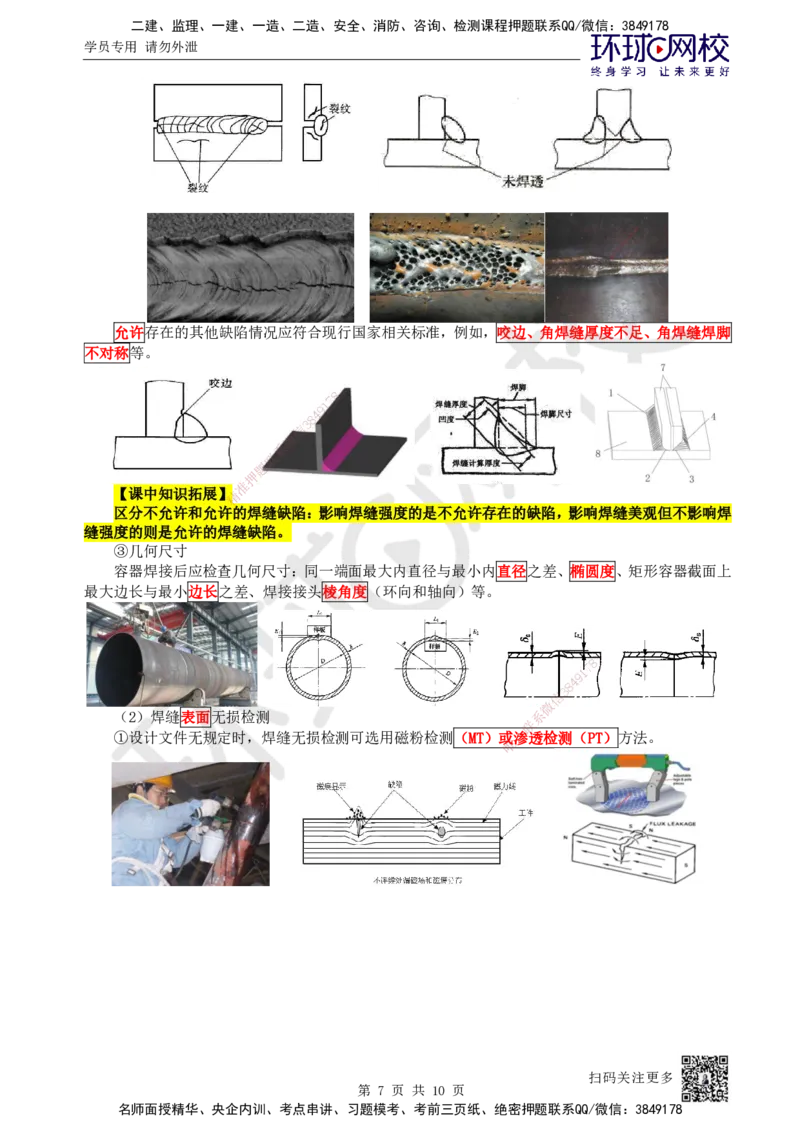
②焊缝表面不允许存在的缺陷包括:裂纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满。
扫码关注更多
第 6 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
允许存在的其他缺陷情况应符合现行国家相关标准,例如,咬边、角焊缝厚度不足、角焊缝焊脚
不对称等。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
【课中知识拓展】精
区分不允许和允许的 焊缝缺陷:影响焊缝强度的是不允许存在的缺陷,影响焊缝美观但不影响焊
缝强度的则是允许的焊缝缺 陷。
③几何尺寸
容器焊接后应检查几何尺寸: 同一端面最大内直径与最小内直径之差、椭圆度、矩形容器截面上
最大边长与最小边长之差、焊接接头 棱角度(环向和轴向)等。
8
1
7
9
8
4
信
3
微
(2)焊缝表面无损检测 系
联
①设计文件无规定时,焊缝无损检测可选用磁粉检测( MT)或
唯
一渗透检测(PT)方法。
扫码关注更多
第 7 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
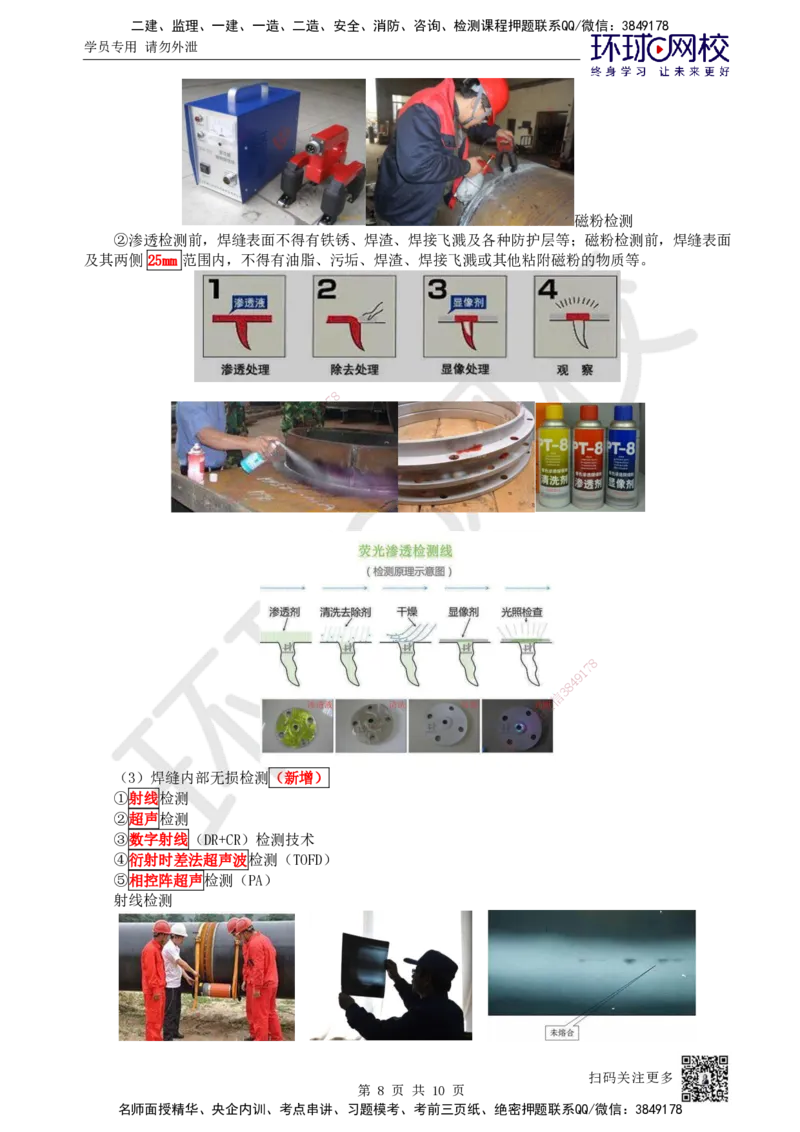
磁粉检测
②渗透检测前,焊缝表面不得有铁锈、焊渣、焊接飞溅及各种防护层等;磁粉检测前,焊缝表面
及其两侧 25mm 范围内,不得有油脂、污垢、焊渣、焊接飞溅或其他粘附磁粉的物质等。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
(3)焊缝内部无损检测(新增)
①射线检测
②超声检测
③数字射线(DR+CR)检测技术
④衍射时差法超声波检测(TOFD)
⑤相控阵超声检测(PA)
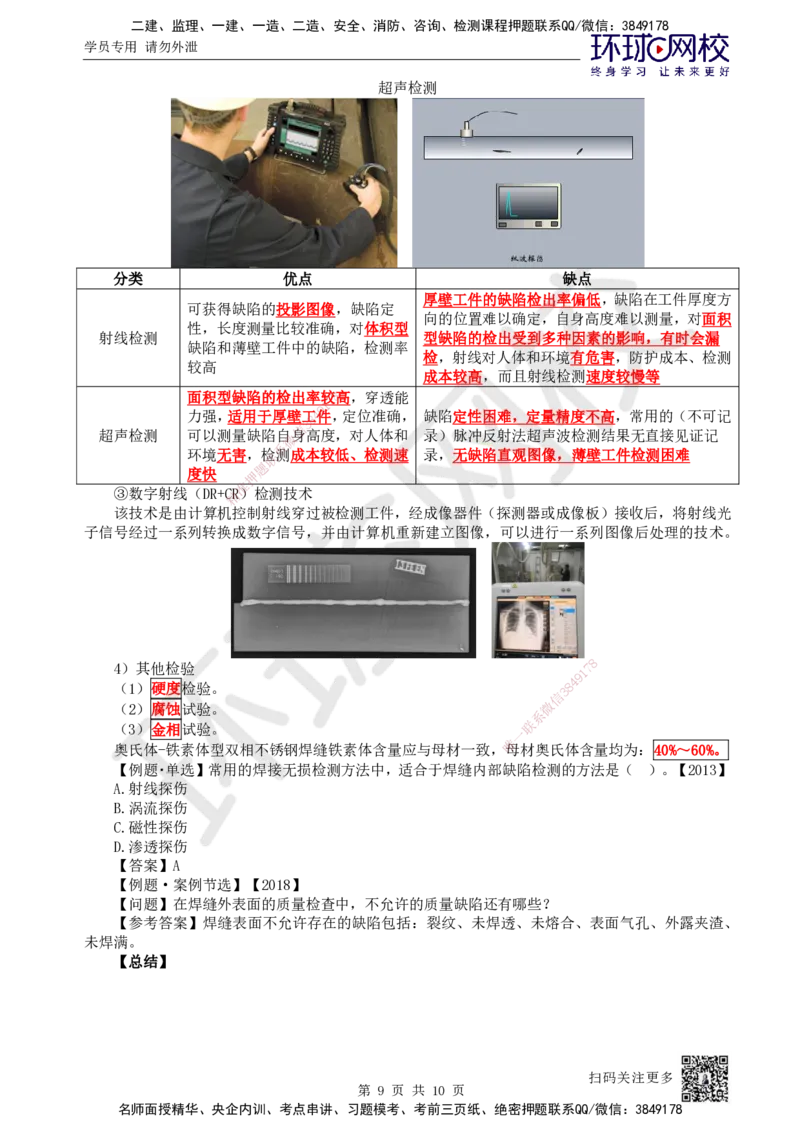
射线检测
扫码关注更多
第 8 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
超声检测
分类 优点 缺点
厚壁工件的缺陷检出率偏低,缺陷在工件厚度方
可获得缺陷的投影图像,缺陷定
向的位置难以确定,自身高度难以测量,对面积
性,长度测量比较准确,对体积型
射线检测 型缺陷的检出受到多种因素的影响,有时会漏
缺陷和薄壁工件中的缺陷,检测率
检,射线对人体和环境有危害,防护成本、检测
较高
成本较高,而且射线检测速度较慢等
面积型缺陷的检出率较8高,穿透能
7
1
9
力强,适用于厚壁工8 4件,定位准确, 缺陷定性困难,定量精度不高,常用的(不可记
3
信
超声检测 可以测量缺陷自微身高度,对人体和 录)脉冲反射法超声波检测结果无直接见证记
系
环境无害,检联测成本较低、检测速 录,无缺陷直观图像,薄壁工件检测困难
题
度快 押
准
③数字射线(DR+精CR)检测技术
该技术是由计算机控 制射线穿过被检测工件,经成像器件(探测器或成像板)接收后,将射线光
子信号经过一系列转换成数 字信号,并由计算机重新建立图像,可以进行一系列图像后处理的技术。
8
4)其他检验
1
7
9
(1)硬度检验。
信
3 8
4
(2)腐蚀试验。 微
系
(3)金相试验。 联
一
唯
奥氏体-铁素体型双相不锈钢焊缝铁素体含量应与母材一 致, 母材奥氏体含量均为:40%~60%。
【例题▪单选】常用的焊接无损检测方法中,适合于焊缝内部缺陷检测的方法是( )。【2013】
A.射线探伤
B.涡流探伤
C.磁性探伤
D.渗透探伤
【答案】A
【例题·案例节选】【2018】
【问题】在焊缝外表面的质量检查中,不允许的质量缺陷还有哪些?
【参考答案】焊缝表面不允许存在的缺陷包括:裂纹、未焊透、未熔合、表面气孔、外露夹渣、
未焊满。
【总结】
扫码关注更多
第 9 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
扫码关注更多
第 10 页 共 10 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
