

文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
2.3 焊接技术
2.焊接变形的危害及预防焊接变形的措施
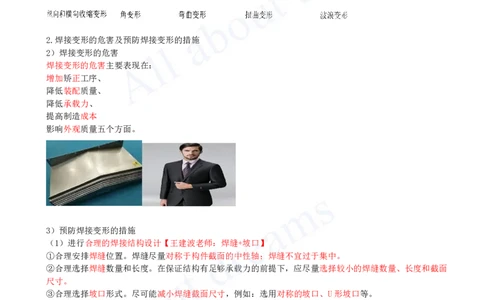
1)焊接变形的分类
焊接变形可分为在焊接热过程中发生的瞬态热变形和室温条件下的残余变形。就残余变形而言,又可分为焊
件的面内变形和面外变形。
面内变形 焊缝纵向收缩变形、横向收缩变形和焊缝回转变形
面外变形 分为角变形、弯曲变形、扭曲变形、失稳波浪变形
2.焊接变形的危害及预防焊接变形的措施
2)焊接变形的危害
焊接变形的危害主要表现在:
增加矫正工序、
降低装配质量、
降低承载力、
提高制造成本
影响外观质量五个方面。
3)预防焊接变形的措施
(1)进行合理的焊接结构设计【王建波老师:焊缝+坡口】
①合理安排焊缝位置。焊缝尽量对称于构件截面的中性轴;焊缝不宜过于集中。
②合理选择焊缝数量和长度。在保证结构有足够承载力的前提下,应尽量选择较小的焊缝数量、长度和截面
尺寸。
③合理选择坡口形式。尽可能减小焊缝截面尺寸,例如:选用对称的坡口、U形坡口等。
(2)采取合理的装配工艺措施【玉刚饭盒】
①预留收缩余量法。为了防止构件焊接以后发生尺寸缩短,可将预计发生缩短的尺寸在焊前预留出来。为了
保证预留的准确,应将估算、经验和实测三者结合起来。
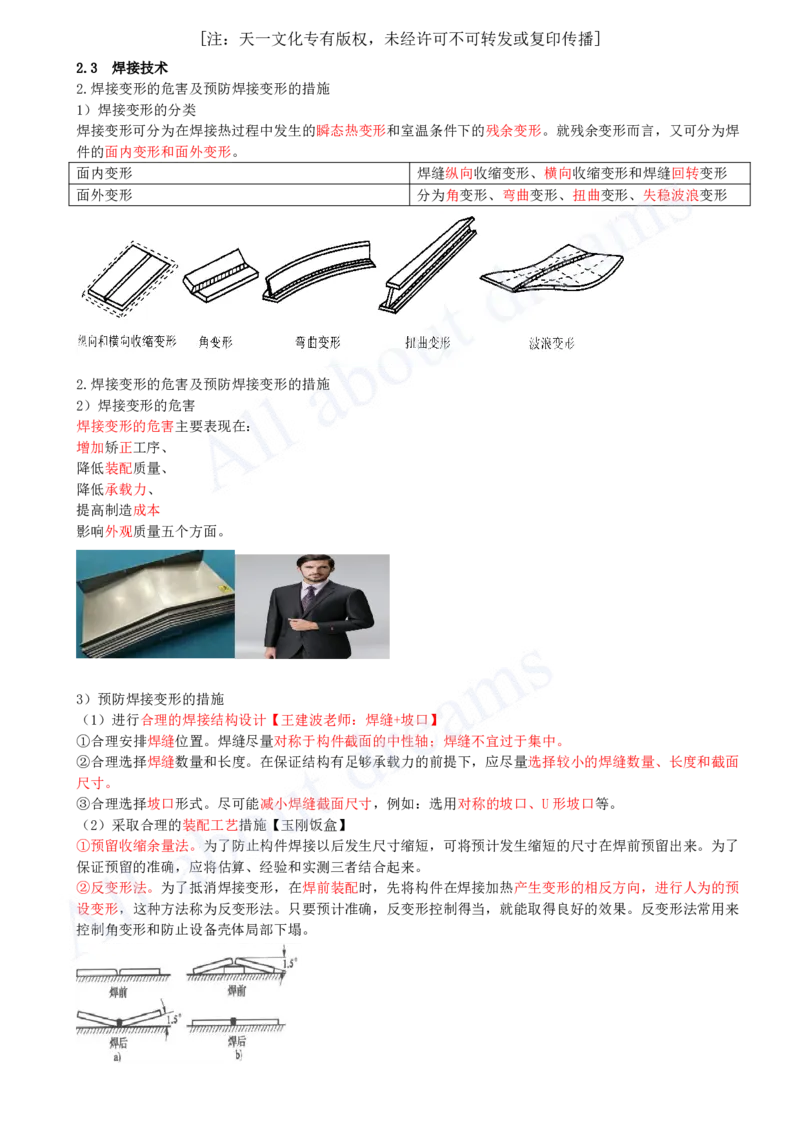
②反变形法。为了抵消焊接变形,在焊前装配时,先将构件在焊接加热产生变形的相反方向,进行人为的预
设变形,这种方法称为反变形法。只要预计准确,反变形控制得当,就能取得良好的效果。反变形法常用来
控制角变形和防止设备壳体局部下塌。[注:天一文化专有版权,未经许可不可转发或复印传播]
③刚性固定法。刚性固定法广泛用于工程中焊接较小的构件,对防止角变形和波浪变形有显著的效果。为了
防止薄板焊接时的变形,常在焊缝两侧采用型钢、压铁或楔子压紧固定。例如:在大型储罐底板焊接时采用
较多;现场组焊塔器、球罐时,往往采用弧形加强板、日字形夹具进行刚性固定。
④合理选择装配程序。对于大型焊接结构,适当地分成几个部件进行装配焊接,然后再组焊成整体。这样,
小部件可以自由地收缩,而不至于引起整体结构的变形。例如:压力容器分节制造等。
(3)采取合理的焊接工艺措施【顺(着)放线】
①合理的焊接方法。
②合理的焊接线能量。
③合理的焊接顺序和方向。
例如,储罐底板焊接顺序:先焊中幅板、边缘板对接焊缝外300mm长;待焊接完壁板和边缘板角焊缝后,再
焊接边缘板剩余对接焊缝;最后焊接中幅板和边缘板的环焊缝。
2.3.4 焊接质量检验
1.焊接检验方法
1)破坏性检验
常用的破坏性检验包括:
力学性能试验 弯曲试验、拉伸试验、冲击试验、硬度试验、断裂性试验、疲劳试验
化学分析试验 化学成分分析、不锈钢晶间腐蚀试验、焊条扩散氢含量测试
金相试验 宏观组织、微观组织
焊接性试验
2)非破坏性检验
常用的非破坏性检验包括:外观检验,无损检测(渗透检测PT、磁粉检测MT、超声检测UT、射线检测RT)。
射线检测进行中
无损检测适用范围见表2.3-2。
检测方法 适用范围
材料 焊接接头形式 透照厚度(mm)
射线检测 金属材料 对接接头、角接接头、管板角焊缝等 钢:<38
超声检测 金属材料 对接接头、T形焊接接头、角接接头和对堆焊 容器:6~500
层等 管道:6~150
磁粉检测 铁磁性材料 对接接头、T形焊接接头和角接接头等
—
渗透检测 非多孔性金属材料 不限制 —[注:天一文化专有版权,未经许可不可转发或复印传播]
2.焊接过程质量检验
1)焊前质量检验
母材和焊材 对所有工程使用的母材和焊接材料在使用前都应进行检查验收。
零部件结构尺 焊件组对前应检查各零部件的结构尺寸。
寸
组对质量
坡口清理检查 在施焊前应对坡口及坡口两侧进行清理检查
焊接前的确认 通常把“组对后、焊接前检查”确定为质量控制点。在全部焊前准备工作经检查符合规定
要求时方可开始焊接工作;由焊工和焊接检查人员确认焊接准备工作的质量,对于不符合
规定的接头有权拒绝施焊。
2)焊中质量检验
(1)定位焊缝 应清除定位焊缝渣皮后进行检查
(2)多层(道) 每层(道)焊完后,应立即对层(道)间进行清理,并进行外观检查,检查合格后方可进
焊。 行下一层(道)的焊接。对多层(道)间温度有要求时,应测量多层(道)间的焊前温度,
并形成记录。
(3)后热。 进行后热焊缝时应检查加热范围、后热温度和后热时间,并形成记录。
3)焊后质量检验
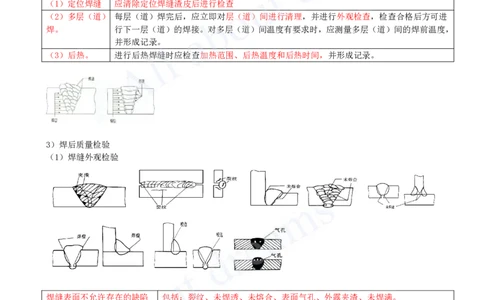
(1)焊缝外观检验
焊缝表面不允许存在的缺陷 包括:裂纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满。
允许存在的其他缺陷 例如:咬边、角焊缝厚度不足、角焊缝焊脚不对称等。
几何尺寸 容器焊接后应检查几何尺寸:同一端面最大内直径与最小内直径之差、椭圆度、
矩形容器截面上最大边长与最小边长之差、焊接接头棱角度(环向和轴向)等。
(2)焊缝表面无损检测
①设计文件无规定时,焊缝无损检测可选用磁粉检测(MT)或渗透检测(PT)方法。
例如:现场焊接的管道和管道组成件的承插焊焊缝、支管连接焊缝(对接式支管连接焊缝除外)和补强圈焊
缝、密封焊缝、支吊架与管道直接焊接的焊缝,以及管道上的其他角焊缝,其表面应进行磁粉检测或渗透检
测。
②渗透检测前,焊缝表面不得有铁锈、焊渣、焊接飞溅及各种防护层等;磁粉检测前,焊缝表面及其两侧25mm
范围内,不得有油脂、污垢、焊渣、焊接飞溅或其他粘附磁粉的物质等。
(3)焊缝内部无损检测[注:天一文化专有版权,未经许可不可转发或复印传播]
①射线检测
射线检测的优点是:检测结果有直接记录(底片),可以获得缺陷的投影图像,缺陷定性、长度测量比较准确,
对体积型缺陷和薄壁工件中的缺陷,检测率较高;其缺点是:厚壁工件的缺陷检出率偏低,缺陷在工件厚度
方向的位置难以确定,自身高度难以测量,对面积型缺陷的检出受到多种因素的影响,有时会漏检,射线对
人体和环境有危害,防护成本、检测成本较高,而且射线检测速度较慢等。
②超声检测
超声检测的优点是:面积型缺陷的检出率较高,穿透能力强,适用于厚壁工件,定位准确,可以测量缺陷自
身高度,对人体和环境无害,检测成本较低、检测速度快等;其缺点是:缺陷定性困难,定量精度不高,常
用的(不可记录)脉冲反射法超声波检测结果无直接见证记录,无缺陷直观图像,薄壁工件检测困难,一般
需要对探头扫查面进行打磨处理,增加了工作量。
④衍射时差法超声波检测(TOFD)
波在传播过程中遇到与波长尺寸接近的障碍物时会发生明显的衍射现象,TOFD检测依靠从探头发出的超声波
与被检工件内部结构(主要是指缺陷)的“端角”和“端点”处相互作用后产生衍射波,经过对衍射波进行
分析,进而来判定被检工件内部结构状态的一种检测方法。
⑤相控阵超声检测(PA)
相控阵超声检测是根据设定的延迟法则激发相控阵阵列探头各独立压电晶片(阵元),合成声束并实现声束的
移动、偏转和聚焦等功能,再按一定的延迟法则对接收到的超声信号进行处理并以图像的方式显示被检对象
内部状态的超声检测方法。
4)其他检验
(1)硬度检验 工业管道的焊接接头,热处理后应测量硬度值,焊接接头硬度测量区域应包括焊缝和热影
响区。
(2)腐蚀试验 要求做耐腐蚀性能检验的容器或者受压元件,应按设计文件制备耐腐蚀试验试件并进行检
验与评定。
(3)金相试验 奥氏体-铁素体型双相不锈钢焊缝铁素体含量应与母材一致,母材奥氏体含量均为:40%~
60%。
