


文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
2025环球网校一级建造师《机电工程管理与实务》考点精讲-第54讲
【课前学习建议】
本讲的学习内容如下
1.掌握金属球罐安装技术,①掌握球形罐的构造及形式②球壳和零部件的检查验收③球形罐组装
④焊接要求⑤球形罐焊后整体热处理。
2.重点掌握设备钢结构制作与安装技术,①钢结构制作②钢结构安装③钢结构安装注意事项。
【知识点】金属球罐安装技术(★)
【真题分布数据统计】(2022单)
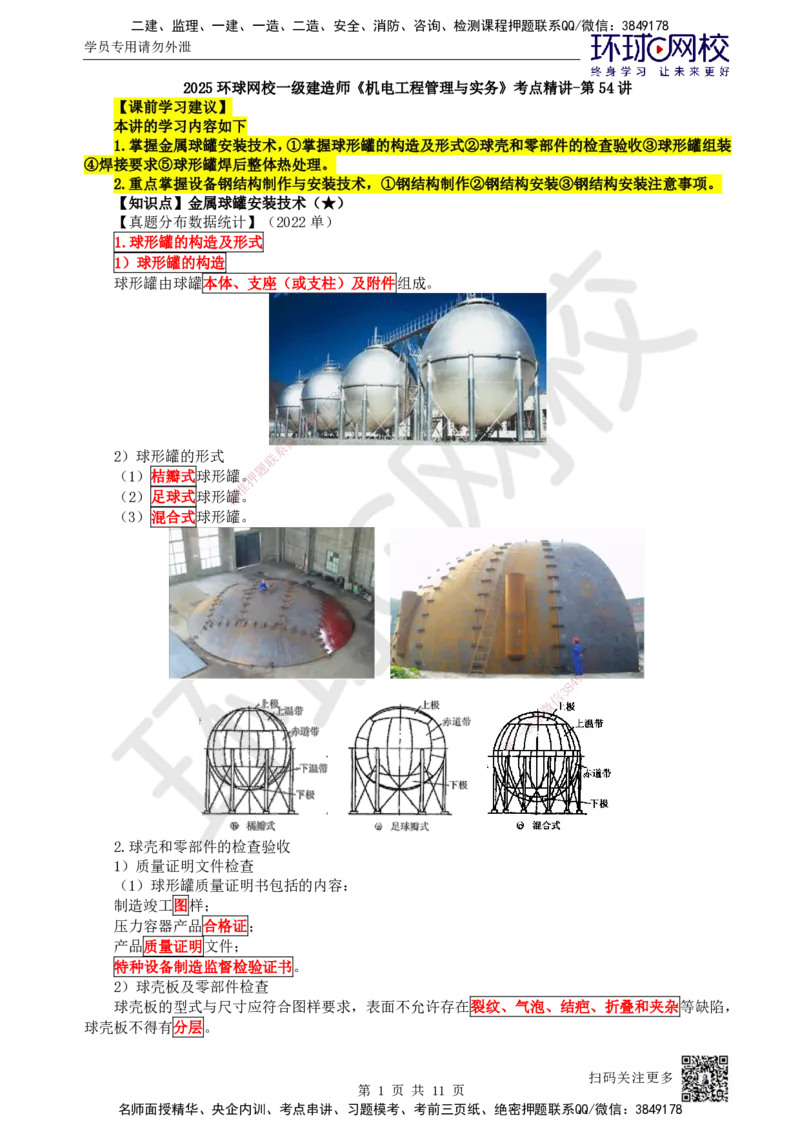
1.球形罐的构造及形式
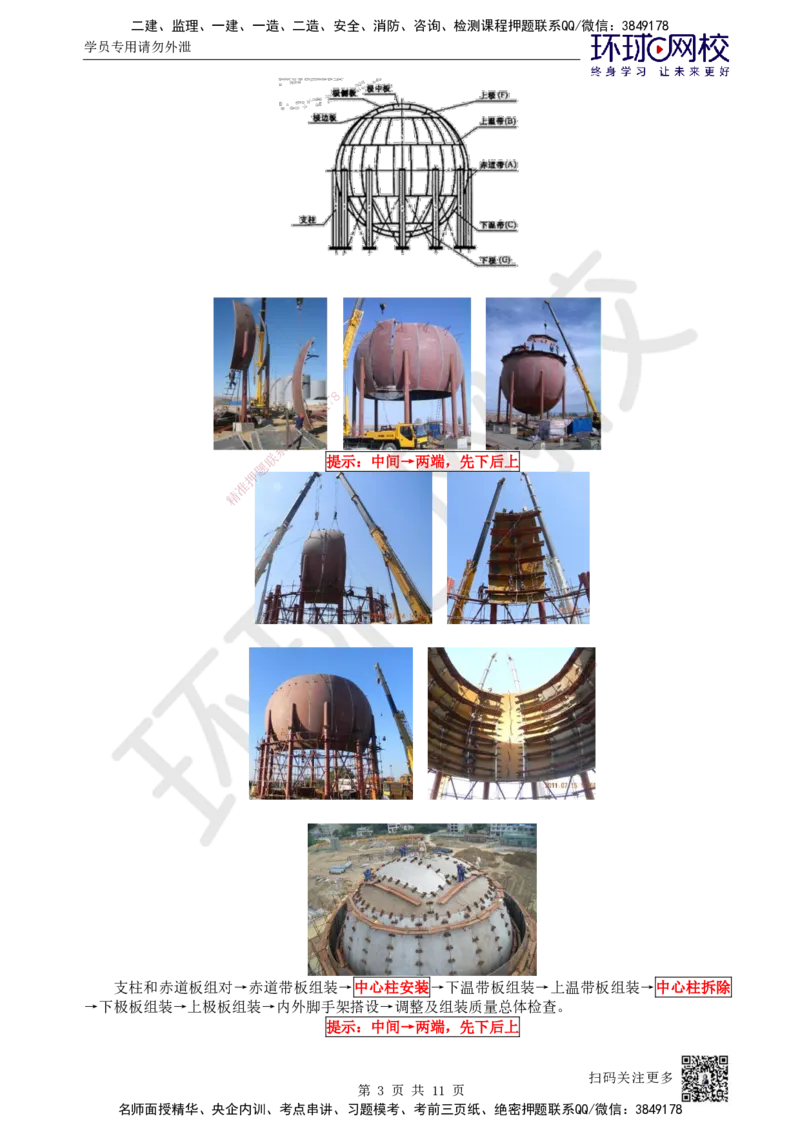
1)球形罐的构造
球形罐由球罐本体、支座(或支柱)及附件组成。
8
7
1
9
4
8
3
信
微
系
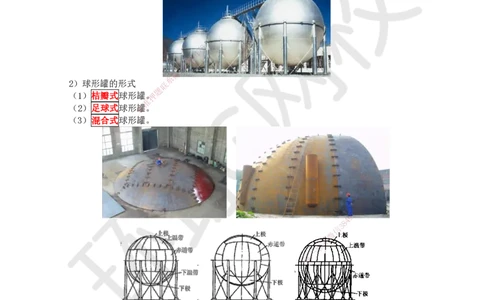
2)球形罐的形式 联
题
(1)桔瓣式球形罐。押
准
(2)足球式球形精罐。
(3)混合式球形罐。
8
7
1
9
4
8
3
信
微
系
联
一
唯
2.球壳和零部件的检查验收
1)质量证明文件检查
(1)球形罐质量证明书包括的内容:
制造竣工图样;
压力容器产品合格证;
产品质量证明文件;
特种设备制造监督检验证书。
2)球壳板及零部件检查
球壳板的型式与尺寸应符合图样要求,表面不允许存在裂纹、气泡、结疤、折叠和夹杂等缺陷,
球壳板不得有分层。
扫码关注更多
第 1 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
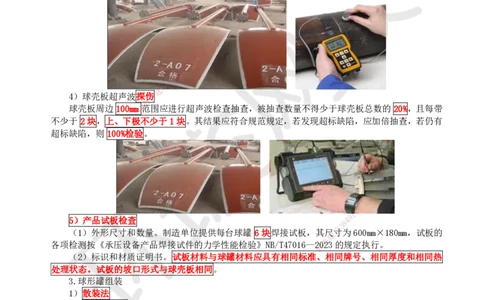
3)球壳板超声波测厚
球壳板应进行超声波测厚抽查,抽查数量不得少于球壳板总数的 20%,且每带不少于 2 块,上、
下极不少于 1块。每张球壳板测点不少于 5点,实测厚度应不小于设计厚度,若有不合格,应加倍抽
查,若仍有不合格应进行 100%超声波测厚检查。
8
7
1
9
4
8
3
信
微
系
联
题
4)球壳板超声波探伤押
准
球壳板周边 100mm精范围应进行超声波检查抽查,被抽查数量不得少于球壳板总数的 20%,且每带
不少于 2块,上、下极不少于1块。其结果应符合规范规定,若发现超标缺陷,应加倍抽查,若仍有
超标缺陷,则 100%检验。
1
7
8
9
5)产品试板检查
8
4
信
3
(1)外形尺寸和数量。制造单位提供每台球罐 6 块焊接试板,其尺微寸为600mm×180mm,试板的
系
各项检测按《承压设备产品焊接试件的力学性能检验》NB /T47016—联2023的规定执行。
一
(2)标识和材质证明书。试板材料与球罐材料应具有 相同标唯准、相同牌号、相同厚度和相同热
处理状态。试板的坡口形式与球壳板相同。
3.球形罐组装
1)散装法
2)分带组装法
1)散装法
(1)散装法是以单块球壳板(或几块球壳板)为最小组装单元的组装方法。
(2)散装法组装施工程序(5带球形罐):
扫码关注更多
第 2 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
8
7
1
9
4
8
3
信
微
系
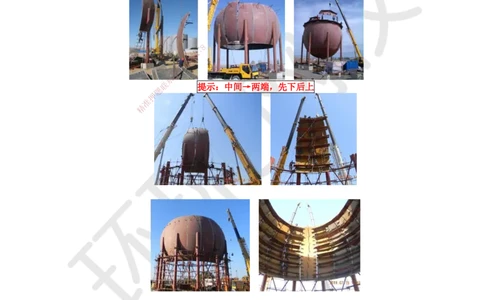
联 提示:中间→两端,先下后上
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
支柱和赤道板组对→赤道带板组装→中心柱安装→下温带板组装→上温带板组装→中心柱拆除
→下极板组装→上极板组装→内外脚手架搭设→调整及组装质量总体检查。
提示:中间→两端,先下后上
扫码关注更多
第 3 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
8
1
7
4
9
4.焊接要求(22单) 3 8
信
(1)焊接程序:先焊纵缝微,后焊环缝;先焊短缝,后焊长缝;先焊坡口深度大的一侧,后焊坡
系
口深度小的一侧。 联
题
押
准
精
(2)焊工应对称分布、同步焊接;在同 等时间内超前或滞后的长度不宜大于 500mm;焊条电弧
焊的第一层焊道应采用分段退焊法;多层多道焊时,每层焊道引弧点宜依次错开 25~50mm。
8
1
7
9
8
4
信
3
微
系
联
一
唯
5.球形罐焊后整体热处理
3)热处理工艺实施
(1)球形罐整体热处理方法(内燃法)
扫码关注更多
第 4 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
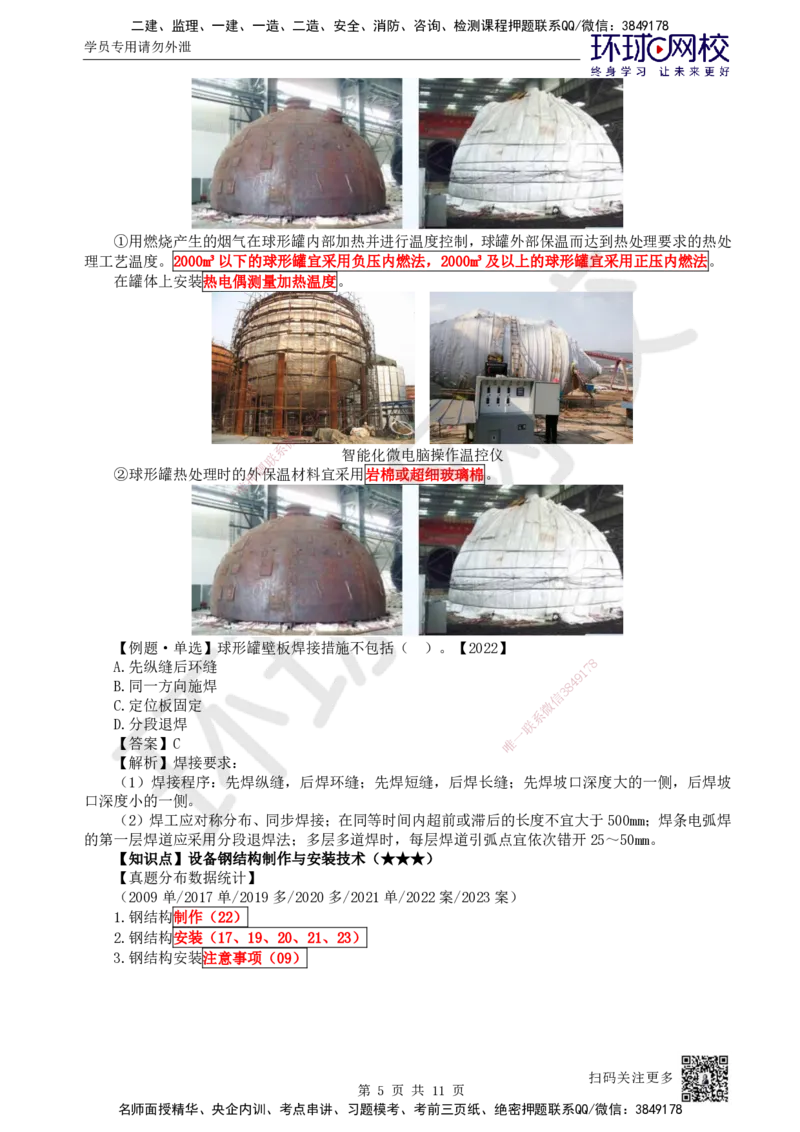
①用燃烧产生的烟气在球形罐内部加热并进行温度控制,球罐外部保温而达到热处理要求的热处
理工艺温度。2000m³以下的球形罐宜采用负压内燃法,2000m³及以上的球形罐宜采用正压内燃法。
在罐体上安装热电偶测量加热温度。
8
7
1
9
4
8
3
信
微
系
联 智能化微电脑操作温控仪
题
②球形罐热处理时的押外保温材料宜采用岩棉或超细玻璃棉。
准
精
【例题·单选】球形罐壁板焊接措施不包 括( )。【2022】
A.先纵缝后环缝
1
7 8
9
B.同一方向施焊 8 4
信
3
C.定位板固定 微
系
D.分段退焊 联
一
【答案】C 唯
【解析】焊接要求:
(1)焊接程序:先焊纵缝,后焊环缝;先焊短缝,后焊长缝;先焊坡口深度大的一侧,后焊坡
口深度小的一侧。
(2)焊工应对称分布、同步焊接;在同等时间内超前或滞后的长度不宜大于500mm;焊条电弧焊
的第一层焊道应采用分段退焊法;多层多道焊时,每层焊道引弧点宜依次错开25~50mm。
【知识点】设备钢结构制作与安装技术(★★★)
【真题分布数据统计】
(2009单/2017单/2019多/2020多/2021单/2022案/2023案)
1.钢结构制作(22)
2.钢结构安装(17、19、20、21、23)
3.钢结构安装注意事项(09)
扫码关注更多
第 5 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
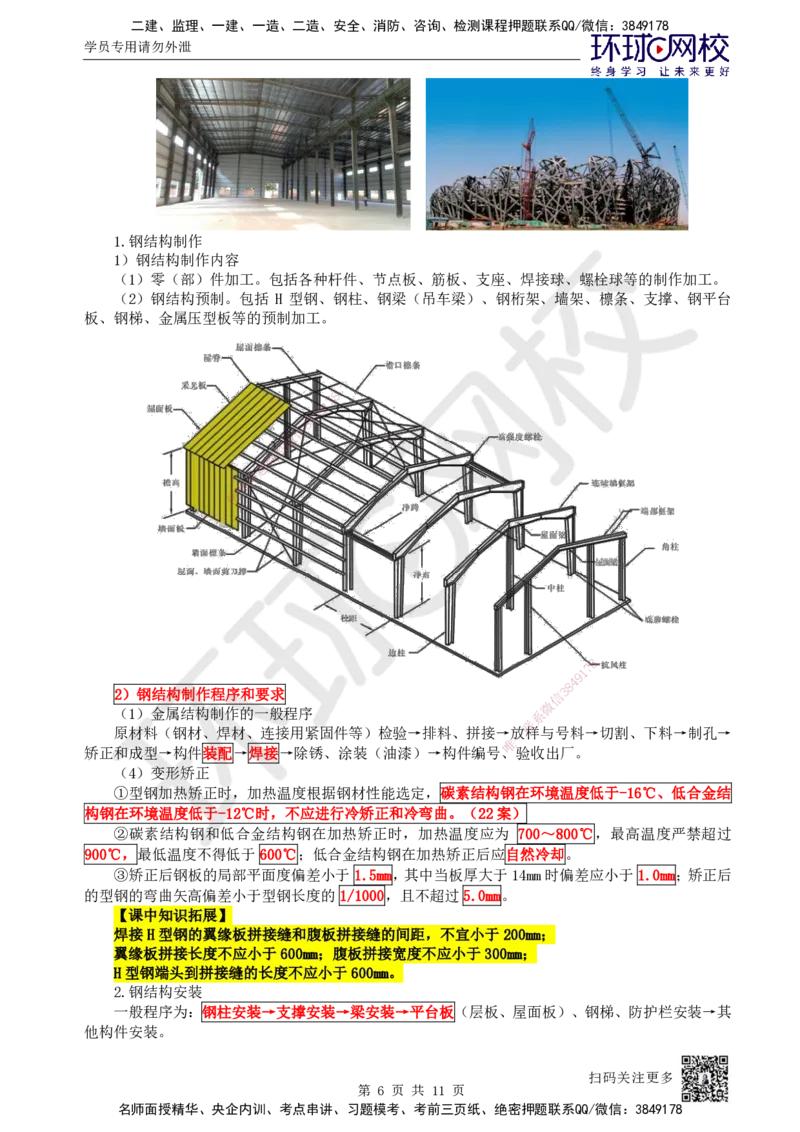
1.钢结构制作
1)钢结构制作内容
(1)零(部)件加工。包括各种杆件、节点板、筋板、支座、焊接球、螺栓球等的制作加工。
(2)钢结构预制。包括 H 型钢、钢柱、钢梁(吊车梁)、钢桁架、墙架、檩条、支撑、钢平台
板、钢梯、金属压型板等的预制加工。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
2)钢结构制作程序和要求 信 3
微
(1)金属结构制作的一般程序 系
原材料(钢材、焊材、连接用紧固件等)检验→排料 、拼接→一放
联
样与号料→切割、下料→制孔→
唯
矫正和成型→构件装配→焊接→除锈、涂装(油漆)→构件编 号 、验收出厂。
(4)变形矫正
①型钢加热矫正时,加热温度根据钢材性能选定,碳素结构钢在环境温度低于-16℃、低合金结
构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。(22案)
②碳素结构钢和低合金结构钢在加热矫正时,加热温度应为 700~800℃,最高温度严禁超过
900℃,最低温度不得低于 600℃;低合金结构钢在加热矫正后应自然冷却。
③矫正后钢板的局部平面度偏差小于 1.5mm,其中当板厚大于14mm时偏差应小于 1.0mm;矫正后
的型钢的弯曲矢高偏差小于型钢长度的 1/1000,且不超过 5.0mm。
【课中知识拓展】
焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距,不宜小于200mm;
翼缘板拼接长度不应小于600mm;腹板拼接宽度不应小于300mm;
H型钢端头到拼接缝的长度不应小于600mm。
2.钢结构安装
一般程序为:钢柱安装→支撑安装→梁安装→平台板(层板、屋面板)、钢梯、防护栏安装→其
他构件安装。
扫码关注更多
第 6 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
一般程序为:钢柱安装→支撑安装→梁安装→平台板(层板、屋面板)、钢梯、防护栏安装→其
他构件安装。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
记忆:钢之郎平
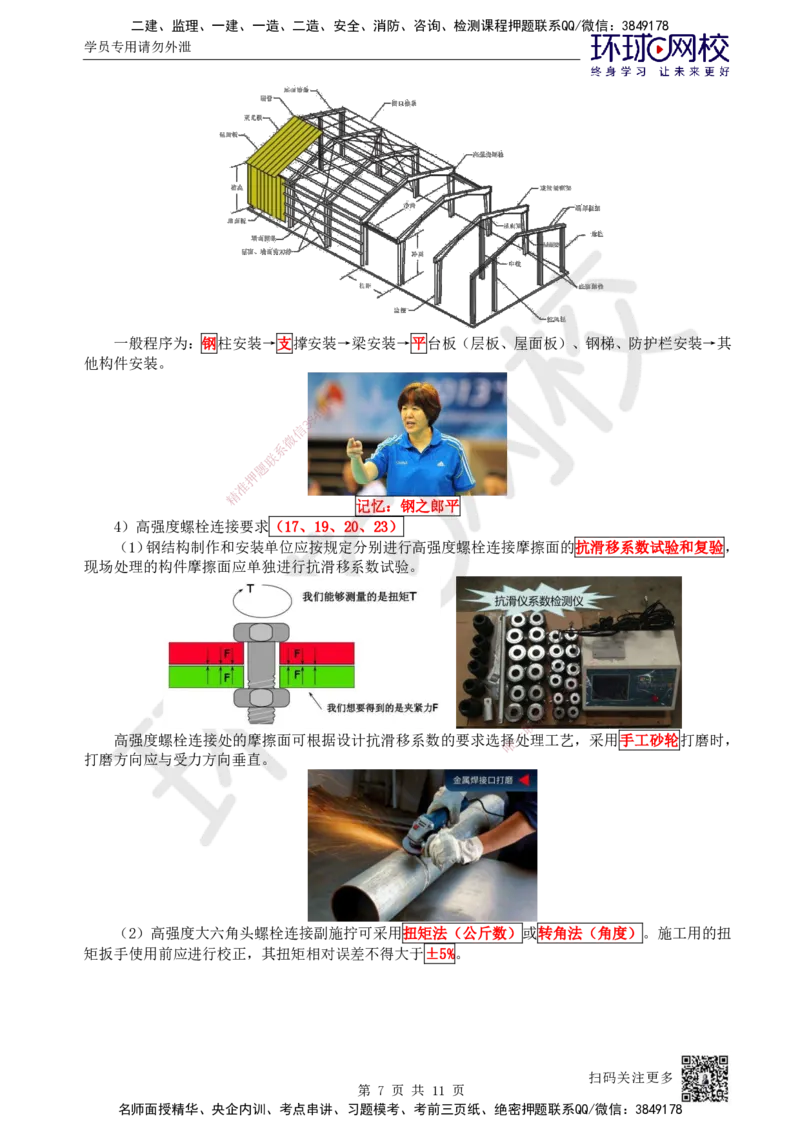
4)高强度螺栓连接要 求(17、19、20、23)
(1)钢结构制作和安装单 位应按规定分别进行高强度螺栓连接摩擦面的抗滑移系数试验和复验,
现场处理的构件摩擦面应单独进行 抗滑移系数试验。
8
1
7
9
8
4
信
3
微
系
联
一
高强度螺栓连接处的摩擦面可根据设计抗滑移系数的要 求选
唯
择处理工艺,采用手工砂轮打磨时,
打磨方向应与受力方向垂直。
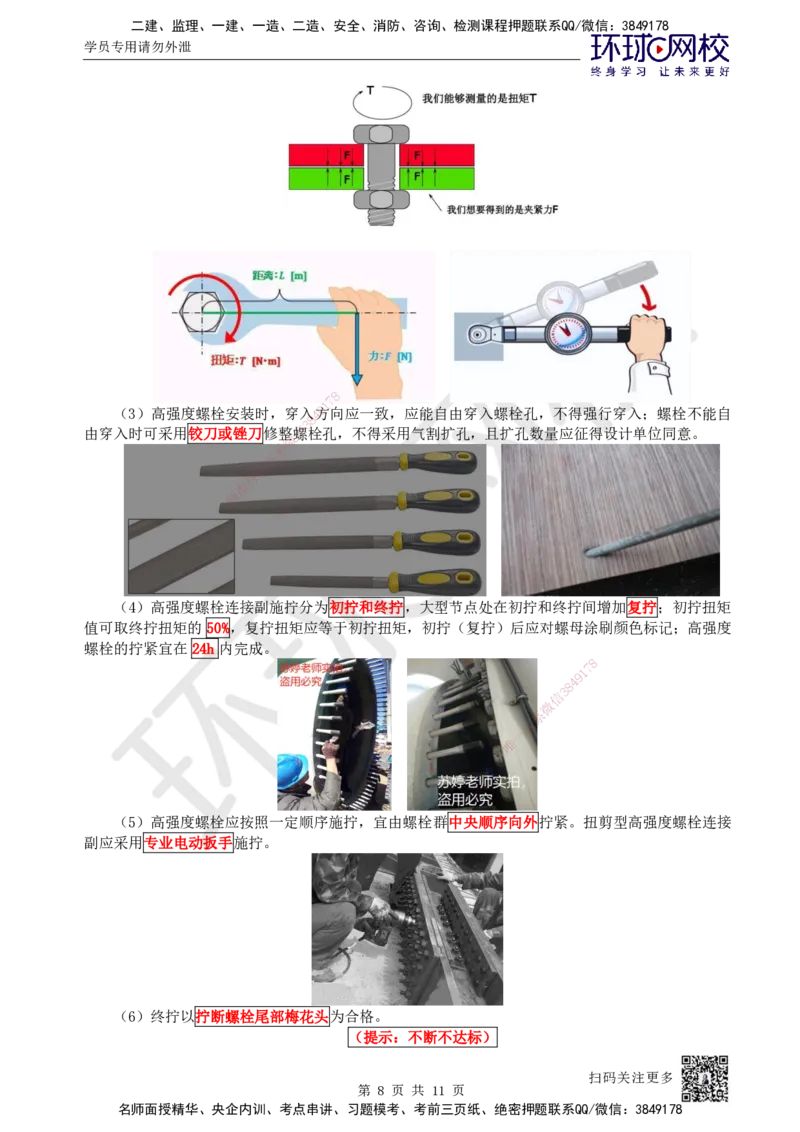
(2)高强度大六角头螺栓连接副施拧可采用扭矩法(公斤数)或转角法(角度)。施工用的扭
矩扳手使用前应进行校正,其扭矩相对误差不得大于±5%。
扫码关注更多
第 7 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
7
8
1
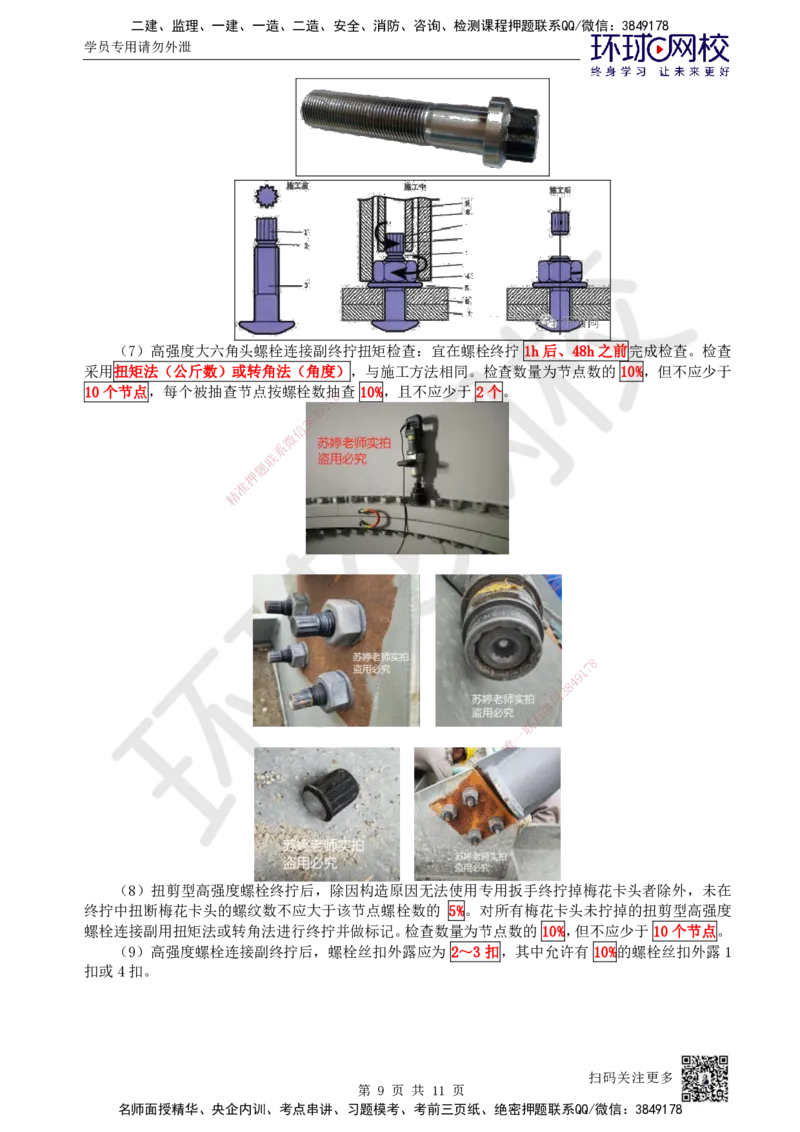
(3)高强度螺栓安装时,穿入4 9方向应一致,应能自由穿入螺栓孔,不得强行穿入;螺栓不能自
8
3
由穿入时可采用铰刀或锉刀修整信螺栓孔,不得采用气割扩孔,且扩孔数量应征得设计单位同意。
微
系
联
题
押
准
精
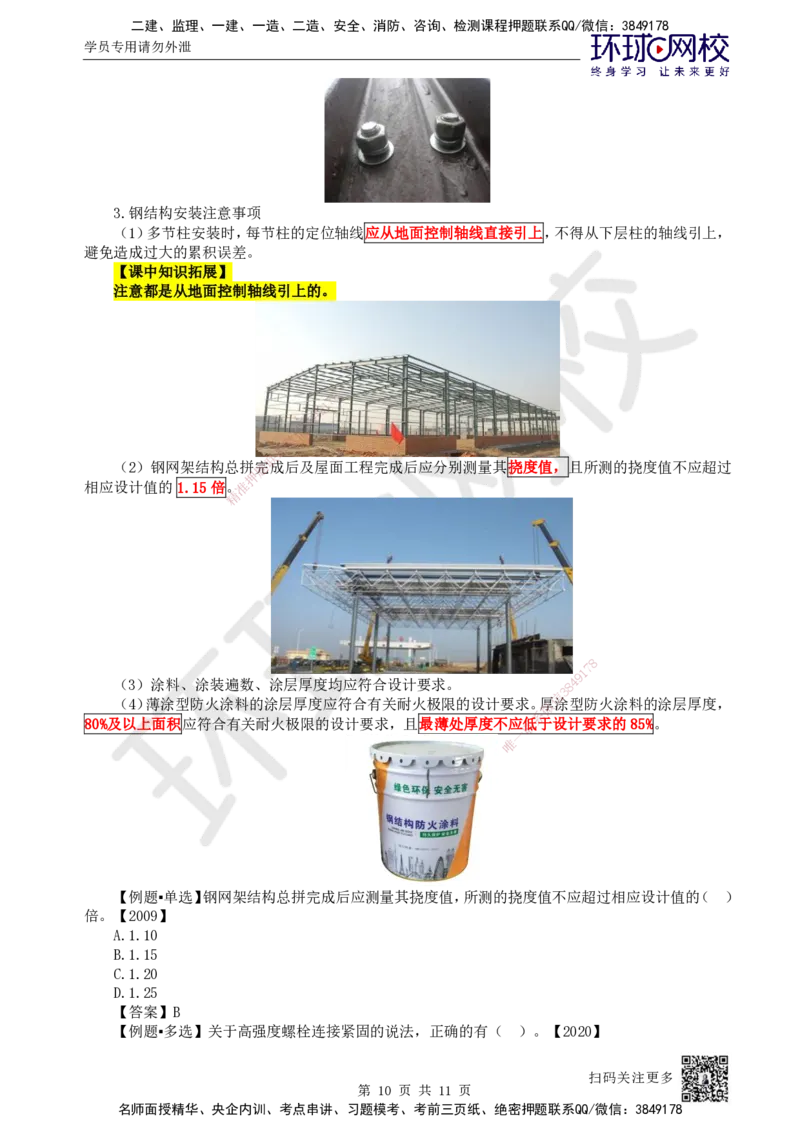
(4)高强度螺栓连接副施拧分为 初拧和终拧,大型节点处在初拧和终拧间增加复拧;初拧扭矩
值可取终拧扭矩的 50%,复拧扭矩应等于初 拧扭矩,初拧(复拧)后应对螺母涂刷颜色标记;高强度
螺栓的拧紧宜在 24h 内完成。
8
1
7
9
8
4
信
3
微
系
联
一
唯
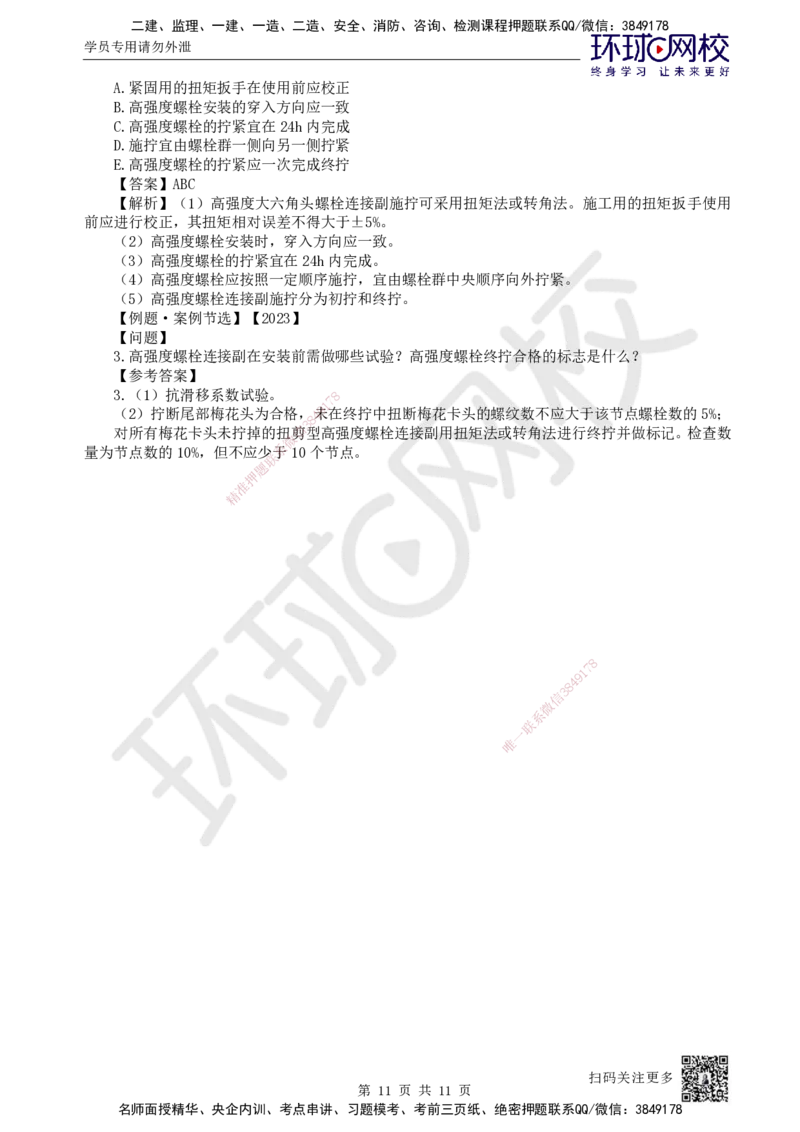
(5)高强度螺栓应按照一定顺序施拧,宜由螺栓群中央顺序向外拧紧。扭剪型高强度螺栓连接
副应采用专业电动扳手施拧。
(6)终拧以拧断螺栓尾部梅花头为合格。
(提示:不断不达标)
扫码关注更多
第 8 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
(7)高强度大六角头螺栓连接副终拧扭矩检查:宜在螺栓终拧 1h后、48h之前完成检查。检查
采用扭矩法(公斤数)或转角法(角度),与施工方法相同。检查数量为节点数的 10%,但不应少于
10个节点,每个被抽查节点按螺栓数抽 查 10%,且不应少于 2个。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
唯
一
(8)扭剪型高强度螺栓终拧后,除因构造原因无法使用专用扳手终拧掉梅花卡头者除外,未在
终拧中扭断梅花卡头的螺纹数不应大于该节点螺栓数的 5%。对所有梅花卡头未拧掉的扭剪型高强度
螺栓连接副用扭矩法或转角法进行终拧并做标记。检查数量为节点数的 10%,但不应少于 10个节点。
(9)高强度螺栓连接副终拧后,螺栓丝扣外露应为 2~3扣,其中允许有 10%的螺栓丝扣外露1
扣或4扣。
扫码关注更多
第 9 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
3.钢结构安装注意事项
(1)多节柱安装时,每节柱的定位轴线应从地面控制轴线直接引上,不得从下层柱的轴线引上,
避免造成过大的累积误差。
【课中知识拓展】
注意都是从地面控制轴线引上的。
8
7
1
9
4
8
3
信
微
系
联
(2)钢网架结构总拼题完成后及屋面工程完成后应分别测量其挠度值,且所测的挠度值不应超过
押
相应设计值的 1.15倍。准
精
8
1
7
9
(3)涂料、涂装遍数、涂层厚度均应符合设计 要求。 8 4
信
3
(4)薄涂型防火涂料的涂层厚度应符合有关耐火极 限的设计要求。微厚涂型防火涂料的涂层厚度,
系
80%及以上面积应符合有关耐火极限的设计要求,且最薄处 厚度不应联低于设计要求的85%。
一
唯
【例题▪单选】钢网架结构总拼完成后应测量其挠度值,所测的挠度值不应超过相应设计值的( )
倍。【2009】
A.1.10
B.1.15
C.1.20
D.1.25
【答案】B
【例题▪多选】关于高强度螺栓连接紧固的说法,正确的有( )。【2020】
扫码关注更多
第 10 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
A.紧固用的扭矩扳手在使用前应校正
B.高强度螺栓安装的穿入方向应一致
C.高强度螺栓的拧紧宜在24h内完成
D.施拧宜由螺栓群一侧向另一侧拧紧
E.高强度螺栓的拧紧应一次完成终拧
【答案】ABC
【解析】(1)高强度大六角头螺栓连接副施拧可采用扭矩法或转角法。施工用的扭矩扳手使用
前应进行校正,其扭矩相对误差不得大于±5%。
(2)高强度螺栓安装时,穿入方向应一致。
(3)高强度螺栓的拧紧宜在24h内完成。
(4)高强度螺栓应按照一定顺序施拧,宜由螺栓群中央顺序向外拧紧。
(5)高强度螺栓连接副施拧分为初拧和终拧。
【例题·案例节选】【2023】
【问题】
3.高强度螺栓连接副在安装前需做哪些试验?高强度螺栓终拧合格的标志是什么?
【参考答案】
3.(1)抗滑移系数试验。 8
7
1
(2)拧断尾部梅花头为合格,4未9在终拧中扭断梅花卡头的螺纹数不应大于该节点螺栓数的5%;
8
3
对所有梅花卡头未拧掉的扭信剪型高强度螺栓连接副用扭矩法或转角法进行终拧并做标记。检查数
微
量为节点数的10%,但不应少系于10个节点。
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
扫码关注更多
第 11 页 共 11 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

