 夜雨聆风
夜雨聆风





Marin说PCB之通孔插件的焊接方式与焊盘的连接方式之间的关系–01
单板上的通 PIN 连接器 GND 焊盘用花焊盘(十字 / 热焊盘)还是全连接,核心取决于焊接工艺(通孔回流焊 / 波峰焊),本质是平衡焊接可制造性与电气 / 散热性能。
一、核心原理:热焊盘 vs 全连接
-
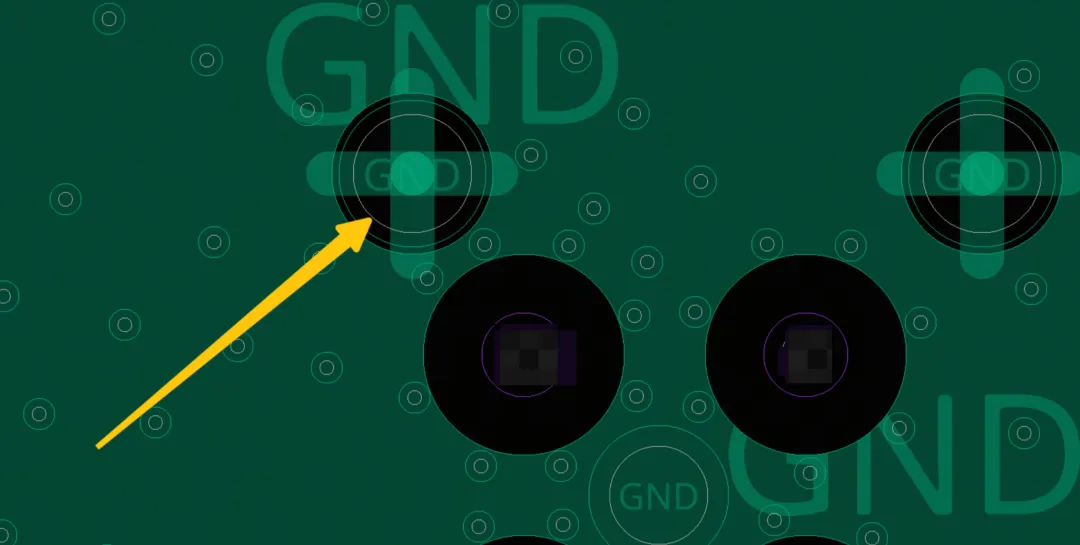
花焊盘(十字 / 热焊盘):用 4 条窄铜带连接焊盘与铜皮,限制热传导、降低散热速度。
-
全连接:焊盘与铜皮无缝大面积连接,热传导最快、载流 / 散热最优。
二、与焊接工艺的直接关系
-
波峰焊(Wave Soldering)
-
必须用花焊盘(十字连接)
 编辑
编辑
-
标准名称:Thermal Relief / Relief Connect。
-
标准参数(推荐):
-
辐条数:4 条(十字,最常用)。
-
铜带宽度:4–20mil(0.1–0.5mm),波峰焊常用 0.2–0.3mm。
-
间隙(Air-Gap):4–10mil(0.1–0.25mm)。
 编辑
编辑
-
原因:
-
波峰焊是单面局部加热,焊盘直接接触高温锡波。
-
若 GND 焊盘全连接大铜皮,铜皮会瞬间吸走热量,导致焊盘温度不足、锡液浸润不良、虚焊 / 冷焊。
-
花焊盘的窄通道可隔热,让焊盘维持足够温度,保证焊接质量。
-
同时缓解热胀冷缩应力,防止焊盘剥离、孔壁变形。
通孔回流焊(THR)
-
优先全连接,大电流 / 散热场景必选;仅特殊情况用花焊盘
-
原因:
-
通孔回流是整板均匀加热,锡膏在炉内同步熔融,不存在局部散热过快问题。
-
全连接可降低阻抗、提升载流能力、强化散热,适合大电流连接器 GND。
-
仅当连接器引脚极细、或需严格控制热应力时,才用花焊盘做热缓冲。
三、通 PIN 连接器 GND 的设计建议:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
四、补充要点,
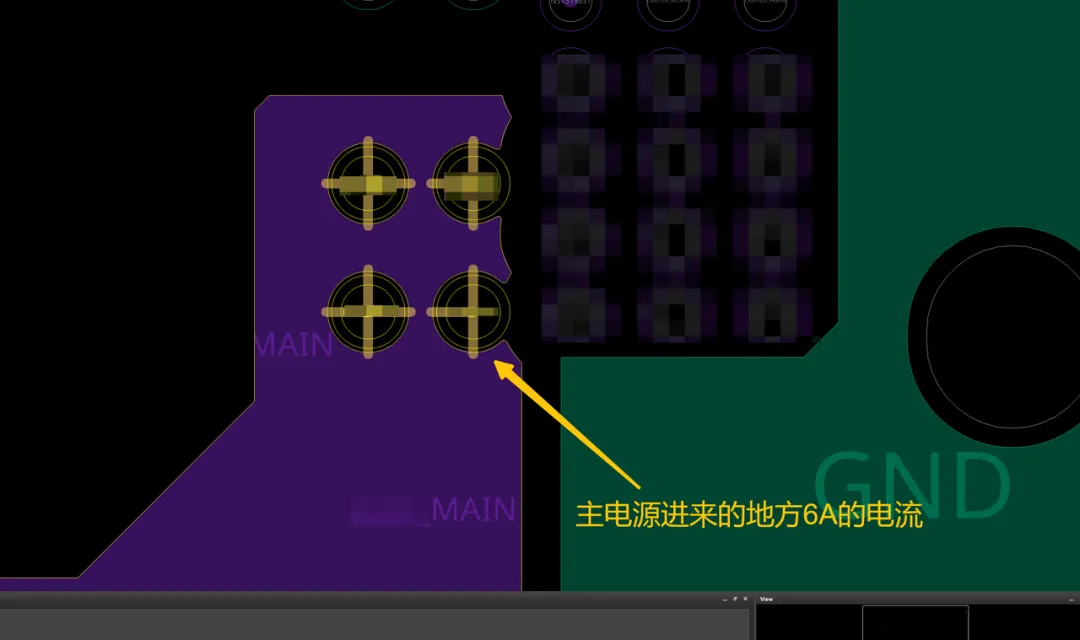
A :大电流焊盘(≥5A)
-
通孔回流焊:允许全连接 ≤ 3 层;超过 3 层用加宽花焊盘(铜带≥0.3mm)。
 编辑
编辑
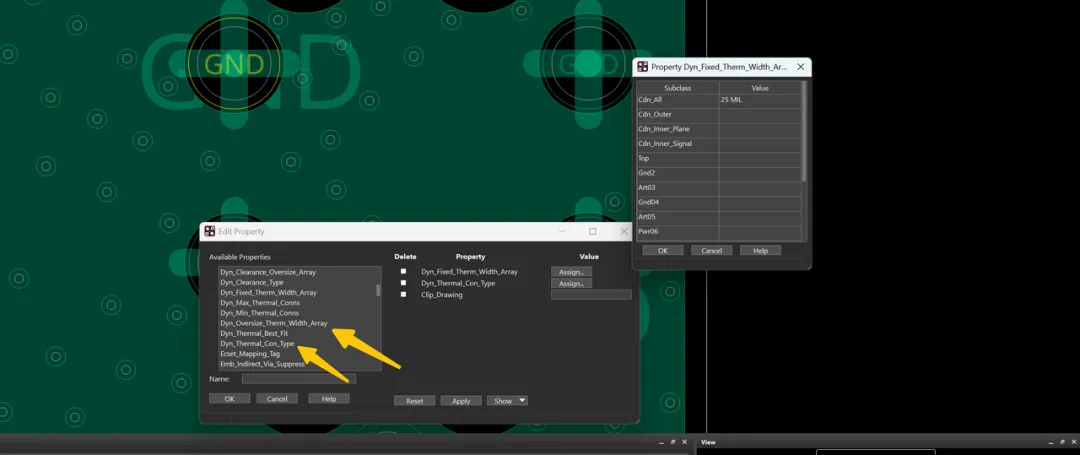
改为全连接的如下图所示:
 编辑
编辑
波峰焊:必须用花焊盘,铜带≥0.3mm,确保载流与可焊性平衡。
B :高可靠性 / 汽车 / 医疗等级(3 级产品)
-
波峰焊:强制花焊盘,无例外。
-
通孔回流焊:全连接 ≤ 2 层;超过 2 层必须花焊盘。
C :手工焊接 / 返修场景
-
所有需手工焊接 / 返修的通孔焊盘,必须用花焊盘,防止热量被铜皮快速吸走导致焊接失败。
好了,诸位道友们以上就是本期的所有内容了,我们下期文章不见不散。
编辑
编辑
——–声明:本文属于小编的原创文章,如需转载请注明来源!