 夜雨聆风
夜雨聆风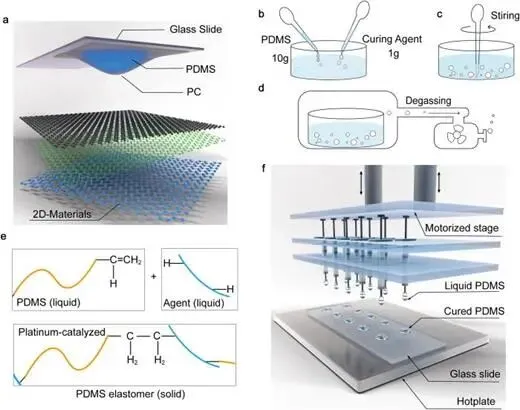
一、实验部分分析
研究目标与问题
这项工作要解决的科学/技术问题是:在AI驱动的二维材料范德华异质结构机器人自动化堆叠中,PDMS转移模板缺乏标准化、均匀性和可预测的热机械行为,导致转移过程不可重复、不可编程,严重制约了从"经验驱动的人工操作"向"数据驱动的机器人操作"的跨越。
核心假设是:通过热浇注液滴批量制备法,精确控制PDMS前驱体配方、脱气工艺和微注射器点胶参数,并结合固化温度作为关键调控变量,可以批量制备出表面超光滑、顶点曲率可调、热膨胀行为可预测的标准化PDMS模板,从而实现二维材料干转移过程的参数化与可预测控制。
实验设计
技术路线由四条递进主线构成:
- 模板制备线
:前驱体配制→脱气→微注射器点胶→热台固化,解决"怎么造" - 表面粗糙度表征线
:AFM逐温梯度扫描,解决"造出来有多光滑" - 几何均匀性表征线
:光学显微镜+精密天平,解决"造出来有多均匀" - 热机械行为表征线
:温控平台+图像处理,解决"用起来怎么膨胀"
实验方案设计的逻辑是"制备→静态表征→动态行为→应用验证"的完整闭环。选择热浇注液滴法而非传统模具法(光聚合物/树脂/金属模具),是因为模具法需要额外的模具制造工序,且模具表面的粗糙度会直接转移至PDMS模板表面,无法达到纳米级光滑度;而热浇注法利用液滴表面张力自然成穹顶形,表面在交联过程中自发松弛,无需模具即可实现超光滑表面。
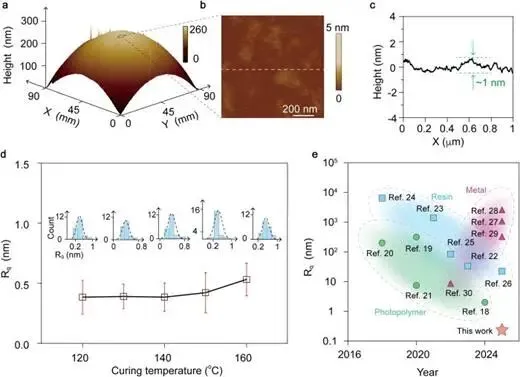
对比实验设计充分:(1)五个固化温度梯度(120、130、140、150、160 °C)的组间对比,每个温度20个模板的统计对比;(2)与文献报道的三种模具法(光聚合物、树脂、金属模具)的表面粗糙度横向对比(Fig. 2e);(3)热膨胀行为中5个重复模板的组内一致性对比。
关键实验步骤
样品制备的关键工艺参数:
前驱体:Sylgard 184,基体与交联剂重量比10:1 搅拌:10 min,确保均匀 脱气:室温,分子真空泵,1 h 点胶:微注射器阵列,柱塞速度3 μL/s,持续时间4 s(每次沉积12 μL) 固化:热台温度120~160 °C,每周期沉积2×5阵列,热台保持>20 s 每模板质量约14 mg
测试/表征仪器与条件:
- AFM
:Bruker Icon系统,TESPA-V2探针,轻敲模式,扫描区域1 μm²(顶点处),用于RMS粗糙度测量 - 光学显微镜
:Nikon LV-ND-100,明场模式,用于几何参数(rₐ、r_b、R)测量 - 精密天平
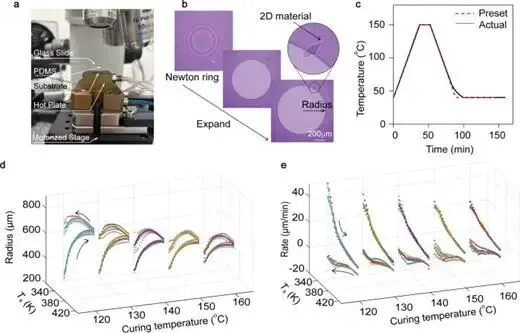
:0.1 mg分辨率,用于模板质量测量 - 温控转移平台
:Pt100温控器,程序温度循环40→150→40 °C(±0.05 °C/s,150 °C保持15 min),配合三轴精密电动平台和图像处理算法,用于热膨胀行为实时表征
关键控制变量:固化温度(主控变量),前驱体配方比(固定10:1),点胶体积(固定12 μL),脱气时间(固定1 h),转移过程温度循环速率(固定±0.05 °C/s)。
数据呈现
主要实验结果与呈现形式:
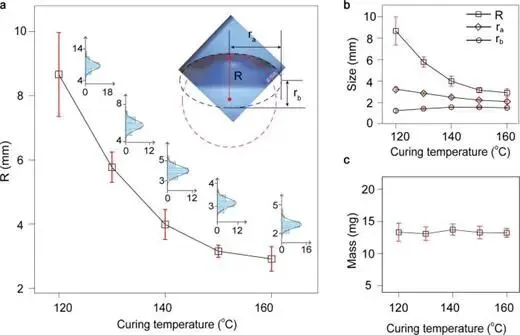
核心证据:Fig. 2(d)的Rq-温度关系(证明超光滑+可重复)、Fig. 3(a)的R-温度关系(证明曲率可调)、Fig. 4(d)(e)的热膨胀曲线(证明行为可预测)。支撑性数据:Fig. 3(c)的质量重复性、Fig. 2(e)的横向对比、Fig. 5的转移验证。
二、机理部分分析
机理解释
作者从两个层面构建了机理框架:
层面一:固化温度如何决定模板静态特性(粗糙度+几何形态)
粗糙度机理:升高固化温度→加速铂催化交联反应→PDMS快速固化→聚合物链松弛时间不足→纳米级表面不均匀性增加→Rq单调增大。低温固化允许聚合物链充分松弛,表面趋于平滑。 几何形态机理:升高固化温度→加速交联→PDMS黏度快速增加→抑制液滴在玻璃片上的横向铺展(rₐ减小)和重力驱动的纵向塌陷(r_b增大)→穹顶更尖锐→顶点曲率半径R减小。
层面二:模板几何如何决定动态热膨胀行为
较高固化温度→更小的R(更尖锐的穹顶)→两个效应协同抑制热膨胀: (1)更小R需要更大压缩应力才能实现共形接触→限制了后续膨胀空间 (2)更尖锐穹顶与基底接触角更大→几何上减小有效膨胀面积 热膨胀行为用logistic函数拟合,各固化温度下得到一组可重复的参数化曲线,构成预测性数据库。
机理模型核心要素:固化温度→交联动力学→表面形貌+几何参数→热膨胀响应,构成一条完整的因果链。固化温度是唯一起始变量,后续所有特性均可追溯至此。
无理论计算或模拟支撑。全文为纯实验研究,logistic拟合为经验模型而非第一性原理推导。
机理验证
验证手段:
粗糙度机理:通过5个温度梯度、每个温度20个模板的AFM统计验证Rq单调递增趋势,与交联动力学加速导致链松弛受限的推论一致。 几何形态机理:通过rₐ减小、r_b增大与R减小的协同演化关系(Fig. 3b),验证了"加速交联抑制横向铺展和重力塌陷"的假说。 热膨胀机理:通过5组重复模板的logistic膨胀曲线验证了"高固化温度→慢膨胀、小位移"的规律,并通过两种几何因素(压缩应力+接触角)给出了自洽的物理解释。
是否排除了其他可能解释:作者并未显式排除替代机理。例如,不同固化温度可能导致PDMS交联密度不同,进而改变弹性模量和热膨胀系数本身——这可能是热膨胀行为差异的另一重要因素,但文中未做模量随固化温度变化的表征。几何因素(R、接触角)被作为主要解释框架,但材料本征热膨胀系数的变化未被独立量化。
机理与数据的对应关系:静态特性(粗糙度、几何)与固化温度的对应关系清晰、定量、可重复。动态热膨胀的logistic拟合提供了经验性但可预测的定量描述。然而,"两种几何因素协同抑制膨胀"的机理为定性论证,未做独立变量分离验证(如保持R不变、单独改变交联密度)。
创新性分析
机理解释的创新点:
首次系统建立了PDMS模板从制备参数(固化温度)到静态形貌到动态热膨胀的完整参数化因果链,将此前经验性的"试错"式模板选择转化为可预测、可编程的工程框架。 揭示了固化温度对穹顶几何的双向调控机制(抑制横向铺展的同时增强纵向高度),以及几何参数对热膨胀的协同抑制效应,这些在此前的PDMS模板文献中未被系统阐述。 提出了针对不同粘附膜(PPC/PC)和转移温度的"印章设计指南"——大曲率用于PDMS/PPC低温转移、中曲率用于PDMS/PC常规转移、小曲率用于局域清洁——将机理认知直接转化为实用策略。
与已有文献的区别:此前PDMS模板制备主要关注单点质量,依赖手工滴加和经验判断固化条件。本文首次将模板制备过程"仪器化"(微注射器阵列)和"参数化"(温度-粗糙度-曲率-膨胀的定量关联),并为AI机器人系统提供了可编程接口。
三、总结提炼
这项工作做了什么:开发了热浇注液滴批量制备法,通过微注射器阵列在预热玻璃片上沉积PDMS前驱体液滴,在120~160 °C固化温度范围内批量制备穹顶形PDMS转移模板。
怎么做的:以固化温度为唯一核心变量,系统表征了模板表面粗糙度(AFM)、几何参数(光学显微镜)、质量重复性(精密天平)和热膨胀行为(温控平台+图像处理),建立了从制备参数到性能的完整参数化数据库。
为什么有效:低温固化赋予超光滑表面(Rq ~0.3 nm),高温固化赋予更尖锐穹顶和更稳定的热膨胀行为;固化温度的梯度选择使模板的接触动力学可预测、可编程,适配不同粘附膜和转移场景。
逻辑链条完整性:实验与机理之间的逻辑链"固化温度→交联动力学→表面/几何特性→热膨胀行为→转移应用"基本完整、自洽。但存在以下可进一步澄清之处:
- 未独立量化弹性模量随固化温度的变化
:不同固化温度下PDMS的交联密度和弹性模量可能显著不同,这会独立于几何因素影响热膨胀行为,但文中未做区分。 - 热膨胀机理的定性性质
:两种几何因素(压缩应力需求、接触角效应)的协同作用缺乏独立变量控制实验或力学模拟的验证,无法确定各自贡献的权重。 - 转移验证的局限性
:仅展示了130 °C固化模板的BN/石墨烯/BN单次转移,未对其他固化温度模板的转移效果进行对比,"印章设计指南"中不同固化温度适配不同场景的建议缺乏直接的实验证据支撑。 - logistic拟合的物理含义
:热膨胀曲线用logistic函数拟合,但文中未赋予其明确的物理意义或与PDMS热膨胀系数的定量关联,属于经验描述而非机理模型。
10.1063/5.0311513
