 夜雨聆风
夜雨聆风点击上方“蓝字”关注我们
【导语】AI 算力芯片、高功率射频器件大规模落地,金刚石凭借顶级导热、超宽禁带优势成为第四代半导体核心衬底与散热材料。但超高硬度带来的微裂纹、大面积热影响区、表面石墨残留等加工痛点,长期制约精密金刚石器件量产。传统超快激光冷加工效率低,普通纳秒热加工损伤严重,而水导激光凭借 “水束波导 + 实时水冷” 双重优势,成为金刚石精密加工最优解。今天一文讲透水导激光底层原理、对比其他加工方案、全场景落地工艺,还有液相烧蚀、多光源协同等复合前沿技术,适合材料研发、激光产线工程师阅读,文末行业干货持续更新,欢迎关注收藏。
START
水导激光:金刚石精密冷加工利器,解决超快激光效率与热加工损伤双重痛点AI 大模型算力暴涨,芯片热流密度持续攀升,碳化硅、氮化镓器件逐渐触达性能上限,金刚石作为第四代超宽禁带半导体材料,在晶圆衬底、大功率热沉、极端环境电子器件领域需求爆发。金刚石碳原子 sp³ 致密晶体结构带来极致硬度,传统机械锯切、电火花、普通激光加工各有短板:纳秒 / 微秒长脉冲激光热扩散严重,工件布满微裂纹与石墨残留;飞秒、皮秒超快冷加工无热损伤,但材料去除率低,量产成本居高不下。在此背景下,水导激光技术脱颖而出,把激光束缚在高压水束内实现冷态切削,将金刚石加工热影响区压缩至 1μm 以内,兼顾加工精度与去除效率,成为高端金刚石器件量产核心工艺。
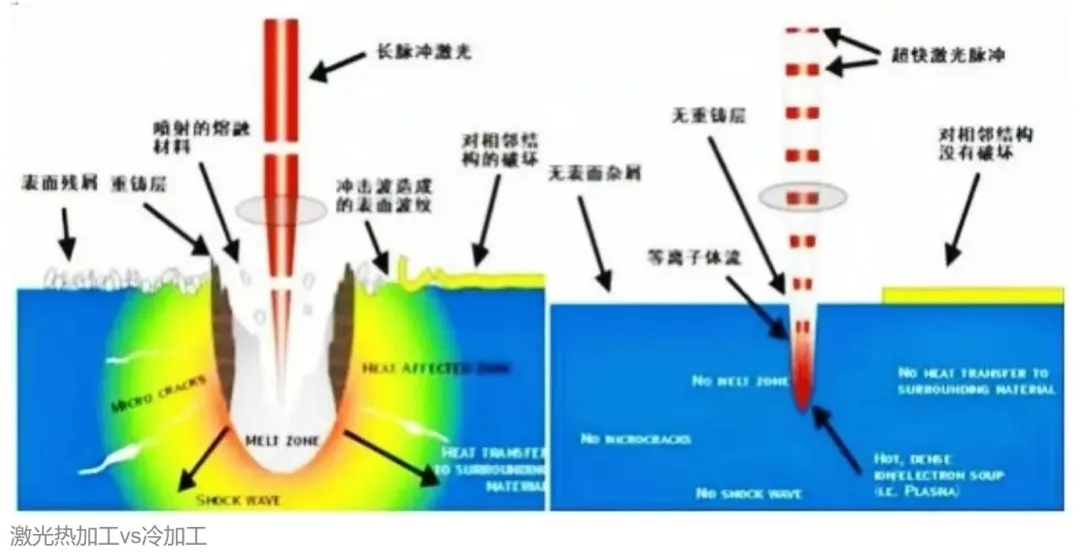
一、先搞懂金刚石激光加工底层逻辑:热加工伤件,纯冷加工太慢金刚石加工区别于普通金属,核心机制为先石墨化,再剥离去除,脉冲宽度直接决定加工质量:长脉冲热加工(纳秒 / 微秒)脉宽远大于电子 - 声子耦合时间,热量大范围扩散,形成宽阔热影响区,加工后侧壁裂纹、石墨残留严重,仅能用于粗坯裁切,无法满足半导体精密件要求。超短脉冲冷加工(皮秒 / 飞秒)依靠库仑爆炸打断碳键,热扩散控制在纳米尺度,加工面质量优异,但单脉冲去除材料极少,大批量生产成本极高。两种单一激光方案都存在明显短板,而水导激光结合光束波导与流动水冷,跳出单纯脉冲调控思路,从加工环境层面抑制热损伤,完美平衡精度与效率。
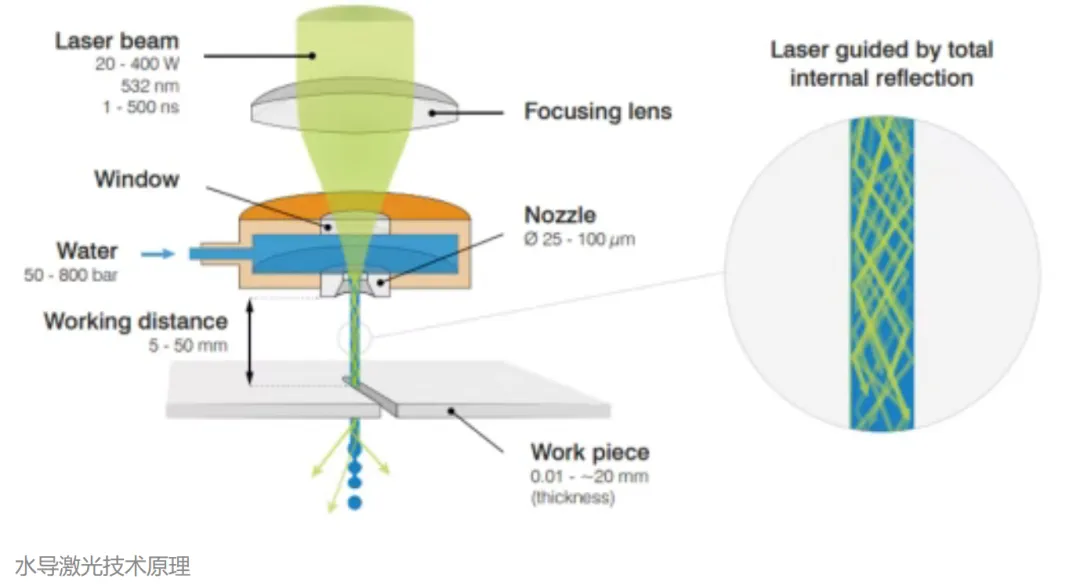
二、水导激光核心原理:高压水束变身天然光导,实现金刚石 “持续冷切”水导激光的核心创新,是用≤50μm 高压水柱包裹激光束,依靠水与空气界面全反射形成微型波导,激光沿水束稳定传输,深度方向几乎无光斑发散。加工金刚石时两大核心优势:实时水冷冲刷,热影响区极致缩小激光灼烧产生的高温石墨层、熔融碎屑会被高速水流瞬间带走,热量来不及向工件内部扩散,金刚石热影响区可控制在<1μm,残余应力直接降低一个数量级,加工侧壁直壁度可达 1:10 以上,无隐裂、无石墨残留。光束深度稳定,深微通道成型能力突出普通固态激光聚焦后随深度增加光斑发散,沟槽上下宽窄不一;水导水束稳定传导能量,刻蚀微槽、微孔侧壁均匀,深宽比远超常规超快激光。同时技术存在局限:水体对激光存在能量衰减,有效加工深度仅几百微米,更适配金刚石浅层微结构加工,不适合超厚晶圆深切;且水线直径需稳定控制在 ±1μm 内,否则沟槽尺寸会出现偏差,对水路控制系统精度要求极高。
三、水导激光 VS 其他金刚石液相加工方案行业内除水导激光外,液相激光烧蚀也是主流冷加工手段,二者适用场景差异明显:
液相激光烧蚀将金刚石浸泡在水中加工,水体起到冷却、隔绝氧化、冲走熔渣的作用,热影响区可达亚微米级。但静水会散射激光、吸收 20%–40% 能量,碎屑持续干扰光束;改用高速薄层水膜可降低损耗,但仅适合小面积平面抛光、微纳米结构制备,无法加工高深宽比沟槽。 水导激光主动高压水束定向传导激光,能量利用率更高,水流定向冲刷加工区域,碎屑实时排出,更适合金刚石热沉微通道、精密微孔、超薄切片浅层改质等批量精密加工,是半导体金刚石器件首选液相冷加工工艺。
四、五大金刚石加工场景,水导激光落地应用方案 微通道刻蚀(AI 芯片散热核心)金刚石热沉需要高直度、镜面级散热微槽,飞秒激光单一加工效率低,搭配水导激光逐层扫描,可快速制备深宽比>10、侧壁 Ra<50nm 的阵列通道;配合在线白光干涉反馈,数百条微槽深度误差控制在 ±0.5μm,散热性能均匀稳定。 金刚石微孔打孔半导体散热微孔要求微米级公差、孔壁无再铸层。水导激光搭配 M²<1.1 优质光束,焦点沿孔深动态跟随,水流持续带走烧蚀产物,孔壁粗糙度稳定控制在 Ra 100nm 以内,无内部隐形裂纹。 表面激光平整抛光采用 75°–85° 斜入射光束,水导加持下有效功率密度大幅提升,材料去除速率提升 5–10 倍,快速抹平表面烧蚀坑,工件粗糙度可降至 Ra<10nm;流动水体持续散热,规避热再沉积问题。 多源激光协同配套精加工行业通用量产方案:纳秒激光粗加工快速去除余量,再用水导激光做表层冷精加工,大幅削减飞秒激光使用时长,在保证零损伤的前提下,整体加工效率提升数倍。也可搭配 CO₂激光预热 + 水导激光极速淬火,利用热冲击效应实现聚晶金刚石高速裂片,适配高端刀具、航空金刚石板材加工。 浅层激光隐切剥离 针对金刚石薄片切片需求,水导超快激光在材料预定深度完成多层改质,形成纳米空腔层,水流抑制改质过程产生的热应力,后续轻掰即可得到厚度偏差≤±2μm 的超薄金刚石晶片,亚表面零裂纹。
五、行业前沿趋势:复合水导激光是金刚石加工破局关键 单一水导激光存在加工深度短板,当下行业研发重心集中在复合工艺升级: 水导 + 多波长超快激光耦合,分时完成粗、精加工,兼顾深度与表面质量; 高速层流水膜辅助水导系统,减少水体能量损耗,拓展有效加工深度; 等离子体抽吸 + 水束协同排渣,解决大尺寸阵列微通道加工残渣堆积问题。
对于半导体、激光加工从业者而言,水导激光补齐了传统激光加工 “精度、效率、热损伤” 无法共存的短板,随着第四代金刚石半导体产业化提速,这套工艺会逐步成为产线标配。 小结金刚石作为下一代核心半导体材料,加工工艺直接决定器件良率与成本。长脉冲激光热损伤严重,纯超快激光量产成本高昂,而水导激光依靠水束波导 + 实时水冷的独特优势,实现纳米级低损伤冷加工,是金刚石微通道、微孔、薄片抛光等精密工序的最优方案。未来水导与多源激光、液相辅助工艺结合的复合加工技术,将进一步打通金刚石低成本精密量产通道,助力 AI 算力、射频芯片产业升级。 

声明:
本文部分内容参考自公众号【未来产链】。若作者认为存在侵权情形,请通过本公众号留言“侵权+文章标题”与我方联系,若确认侵权将予以删除。我方尊重原创作品,致力于分享具有价值的内容,感谢您的理解与支持。若本文存在疏漏或错误之处,亦欢迎读者们批评指正。
END
【导语】AI 算力芯片、高功率射频器件大规模落地,金刚石凭借顶级导热、超宽禁带优势成为第四代半导体核心衬底与散热材料。但超高硬度带来的微裂纹、大面积热影响区、表面石墨残留等加工痛点,长期制约精密金刚石器件量产。传统超快激光冷加工效率低,普通纳秒热加工损伤严重,而水导激光凭借 “水束波导 + 实时水冷” 双重优势,成为金刚石精密加工最优解。今天一文讲透水导激光底层原理、对比其他加工方案、全场景落地工艺,还有液相烧蚀、多光源协同等复合前沿技术,适合材料研发、激光产线工程师阅读,文末行业干货持续更新,欢迎关注收藏。
START
水导激光:金刚石精密冷加工利器,解决超快激光效率与热加工损伤双重痛点AI 大模型算力暴涨,芯片热流密度持续攀升,碳化硅、氮化镓器件逐渐触达性能上限,金刚石作为第四代超宽禁带半导体材料,在晶圆衬底、大功率热沉、极端环境电子器件领域需求爆发。金刚石碳原子 sp³ 致密晶体结构带来极致硬度,传统机械锯切、电火花、普通激光加工各有短板:纳秒 / 微秒长脉冲激光热扩散严重,工件布满微裂纹与石墨残留;飞秒、皮秒超快冷加工无热损伤,但材料去除率低,量产成本居高不下。在此背景下,水导激光技术脱颖而出,把激光束缚在高压水束内实现冷态切削,将金刚石加工热影响区压缩至 1μm 以内,兼顾加工精度与去除效率,成为高端金刚石器件量产核心工艺。
一、先搞懂金刚石激光加工底层逻辑:热加工伤件,纯冷加工太慢金刚石加工区别于普通金属,核心机制为先石墨化,再剥离去除,脉冲宽度直接决定加工质量:长脉冲热加工(纳秒 / 微秒)脉宽远大于电子 - 声子耦合时间,热量大范围扩散,形成宽阔热影响区,加工后侧壁裂纹、石墨残留严重,仅能用于粗坯裁切,无法满足半导体精密件要求。超短脉冲冷加工(皮秒 / 飞秒)依靠库仑爆炸打断碳键,热扩散控制在纳米尺度,加工面质量优异,但单脉冲去除材料极少,大批量生产成本极高。两种单一激光方案都存在明显短板,而水导激光结合光束波导与流动水冷,跳出单纯脉冲调控思路,从加工环境层面抑制热损伤,完美平衡精度与效率。
二、水导激光核心原理:高压水束变身天然光导,实现金刚石 “持续冷切”水导激光的核心创新,是用≤50μm 高压水柱包裹激光束,依靠水与空气界面全反射形成微型波导,激光沿水束稳定传输,深度方向几乎无光斑发散。加工金刚石时两大核心优势:实时水冷冲刷,热影响区极致缩小激光灼烧产生的高温石墨层、熔融碎屑会被高速水流瞬间带走,热量来不及向工件内部扩散,金刚石热影响区可控制在<1μm,残余应力直接降低一个数量级,加工侧壁直壁度可达 1:10 以上,无隐裂、无石墨残留。光束深度稳定,深微通道成型能力突出普通固态激光聚焦后随深度增加光斑发散,沟槽上下宽窄不一;水导水束稳定传导能量,刻蚀微槽、微孔侧壁均匀,深宽比远超常规超快激光。同时技术存在局限:水体对激光存在能量衰减,有效加工深度仅几百微米,更适配金刚石浅层微结构加工,不适合超厚晶圆深切;且水线直径需稳定控制在 ±1μm 内,否则沟槽尺寸会出现偏差,对水路控制系统精度要求极高。
三、水导激光 VS 其他金刚石液相加工方案行业内除水导激光外,液相激光烧蚀也是主流冷加工手段,二者适用场景差异明显:
液相激光烧蚀将金刚石浸泡在水中加工,水体起到冷却、隔绝氧化、冲走熔渣的作用,热影响区可达亚微米级。但静水会散射激光、吸收 20%–40% 能量,碎屑持续干扰光束;改用高速薄层水膜可降低损耗,但仅适合小面积平面抛光、微纳米结构制备,无法加工高深宽比沟槽。 水导激光主动高压水束定向传导激光,能量利用率更高,水流定向冲刷加工区域,碎屑实时排出,更适合金刚石热沉微通道、精密微孔、超薄切片浅层改质等批量精密加工,是半导体金刚石器件首选液相冷加工工艺。
微通道刻蚀(AI 芯片散热核心)金刚石热沉需要高直度、镜面级散热微槽,飞秒激光单一加工效率低,搭配水导激光逐层扫描,可快速制备深宽比>10、侧壁 Ra<50nm 的阵列通道;配合在线白光干涉反馈,数百条微槽深度误差控制在 ±0.5μm,散热性能均匀稳定。 金刚石微孔打孔半导体散热微孔要求微米级公差、孔壁无再铸层。水导激光搭配 M²<1.1 优质光束,焦点沿孔深动态跟随,水流持续带走烧蚀产物,孔壁粗糙度稳定控制在 Ra 100nm 以内,无内部隐形裂纹。 表面激光平整抛光采用 75°–85° 斜入射光束,水导加持下有效功率密度大幅提升,材料去除速率提升 5–10 倍,快速抹平表面烧蚀坑,工件粗糙度可降至 Ra<10nm;流动水体持续散热,规避热再沉积问题。 多源激光协同配套精加工行业通用量产方案:纳秒激光粗加工快速去除余量,再用水导激光做表层冷精加工,大幅削减飞秒激光使用时长,在保证零损伤的前提下,整体加工效率提升数倍。也可搭配 CO₂激光预热 + 水导激光极速淬火,利用热冲击效应实现聚晶金刚石高速裂片,适配高端刀具、航空金刚石板材加工。 浅层激光隐切剥离 针对金刚石薄片切片需求,水导超快激光在材料预定深度完成多层改质,形成纳米空腔层,水流抑制改质过程产生的热应力,后续轻掰即可得到厚度偏差≤±2μm 的超薄金刚石晶片,亚表面零裂纹。
水导 + 多波长超快激光耦合,分时完成粗、精加工,兼顾深度与表面质量; 高速层流水膜辅助水导系统,减少水体能量损耗,拓展有效加工深度; 等离子体抽吸 + 水束协同排渣,解决大尺寸阵列微通道加工残渣堆积问题。
声明:
本文部分内容参考自公众号【未来产链】。若作者认为存在侵权情形,请通过本公众号留言“侵权+文章标题”与我方联系,若确认侵权将予以删除。我方尊重原创作品,致力于分享具有价值的内容,感谢您的理解与支持。若本文存在疏漏或错误之处,亦欢迎读者们批评指正。
END

赴一场二维材料之约!ICMU携手Flink将亮相阿联酋 I²DM2025 峰会
石墨烯黑科技加持!宏碁掠夺者・刀锋 8:重新定义游戏本散热与性能
赴一场二维材料之约!ICMU携手Flink将亮相阿联酋 I²DM2025 峰会
石墨烯黑科技加持!宏碁掠夺者・刀锋 8:重新定义游戏本散热与性能
