文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2025一建机电实务《案例专项突破班》,主讲人:王克
抖音号:王克老师;微信视频号:建造师王克;微信公众号:王克讲堂
王克老师带队督学群:每日督学打卡、带刷题带学带练、定期模考作业、随时答疑
专题十八 图形实操-石化设备
案例一
某施工单位总包石化厂改扩建项目,塔区的塔器设备现场组焊前,先进行了产品焊接试板 (母材标准抗拉强度下限
值≤450MPa) 。
事件1,试件进行冲击试验时,选用每组2个标准试件的冲击吸收功平均值,遭到监理工程师提出质疑,随后施工
单位补充试件数量开始进行冲击试验。
冲击试验结果显示标准试件的冲击吸收功平均值应符合设计文件的规定,但有1个试样小于规定值的70%,随后被
判定为试验不合格。随后施工单位又取了若干试样进行了复检,最后满足要求。
事件2,不锈钢塔器设备水压试验时,试验介质宜采用洁净淡水,水中的氯离子含量30ppm。在塔器最低处且便于
观察的位置,设置一块压力表。压力表精度等级2.5级,量程为1.15倍试验压力。试验充液前应先打开放空阀门。
充液后缓慢升至设计压力,确认无泄漏后继续升压至试验压力,保压10min,然后将压力降至试验压力,对所有焊
接接头和连接部位进行检查。
问题:
1.事件1中,除了冲击试验外,施工单位还应对试板的焊接接头做哪些检查和试验?
2.指出事件1中,监理质疑的原因,说明试件冲击试验被判定为不合格的理由。
3.冲击试验复验时应再取几个试样进行复验?8合格指标是什么?
7
1
4.指出事件2中,施工单位做法不妥之处,4 9并说明正确做法。
8
3
5.试验压力以装设在哪里的压力表读数为信准?塔器水压试验合格标准是什么?
微
6.若水压试验时发生泄漏如何处置?系
联
题
押
案例二 准
精
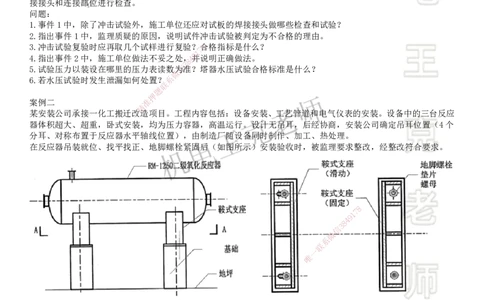
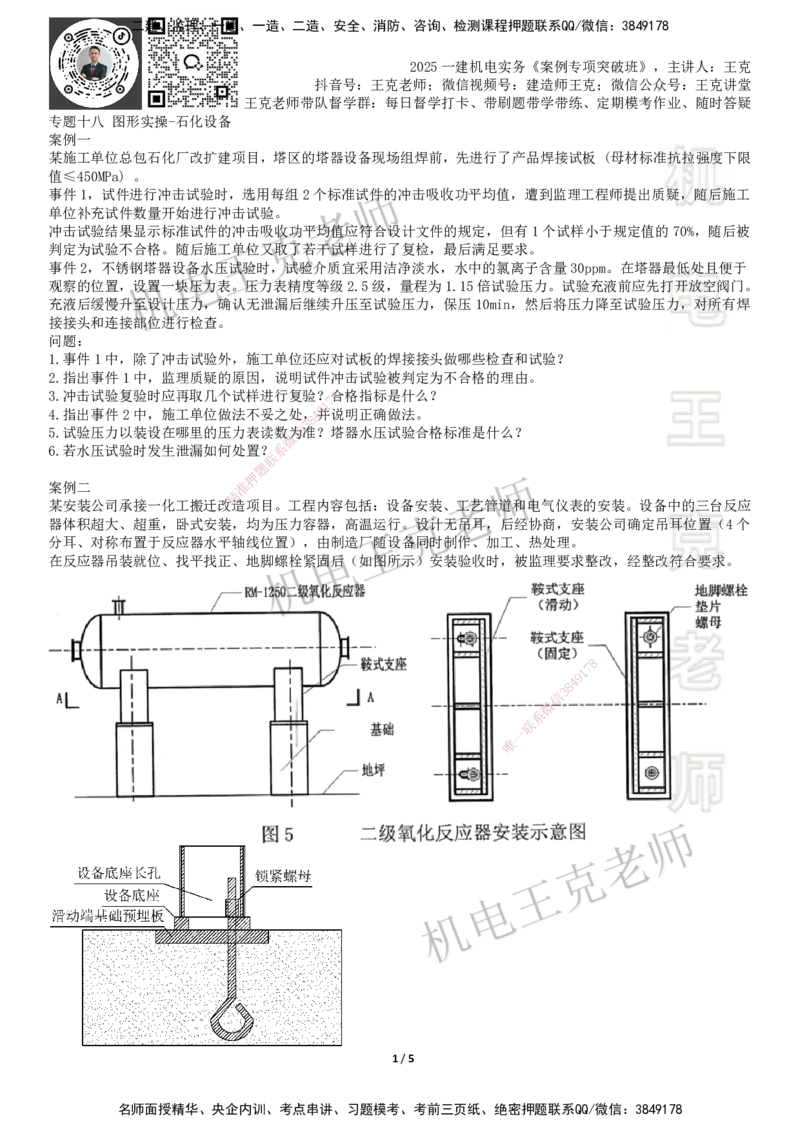
某安装公司承接一化工搬迁改造项目。工程内容包括:设备安装、工艺管道和电气仪表的安装。设备中的三台反应
器体积超大、超重,卧式安装,均为压力容器,高温运行。设计无吊耳,后经协商,安装公司确定吊耳位置(4个
分耳、对称布置于反应器水平轴线位置),由制造厂随设备同时制作、加工、热处理。
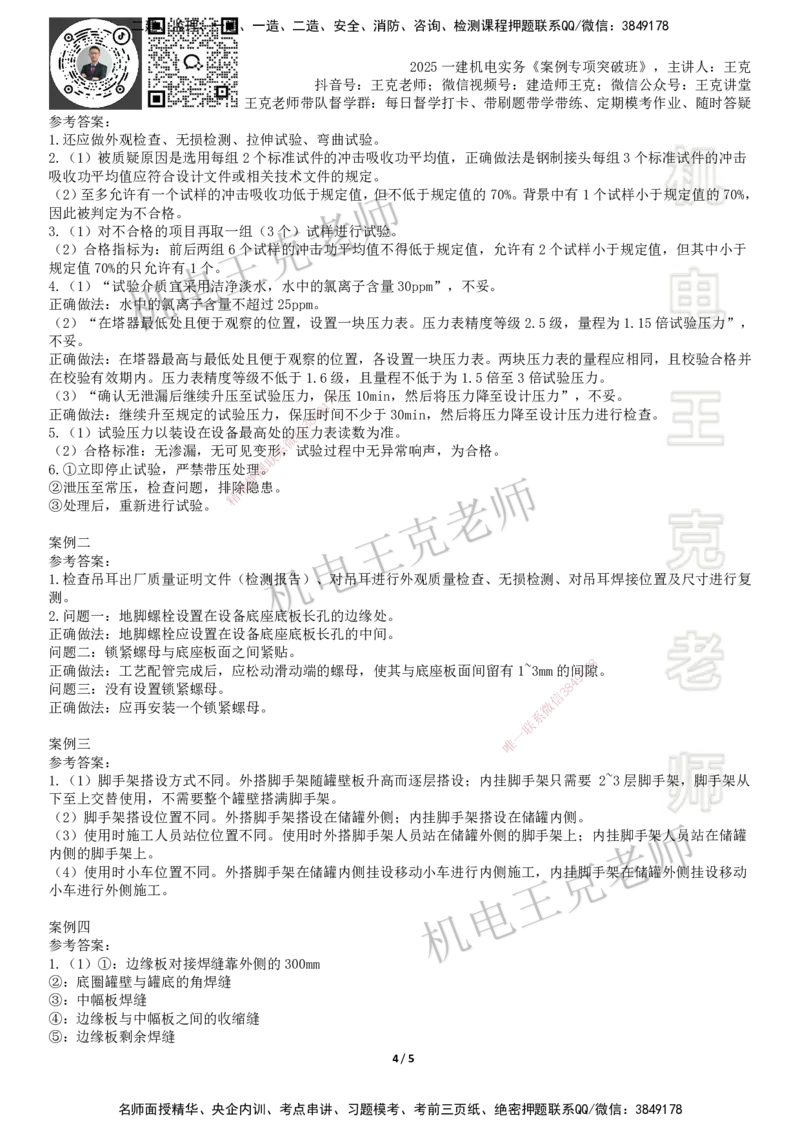
在反应器吊装就位、找平找正、地脚螺栓紧固后(如图所示)安装验收时,被监理要求整改,经整改符合要求。
8
7
1
9
4
8
3
信
微
系
联
一
唯
1/5
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2025一建机电实务《案例专项突破班》,主讲人:王克
抖音号:王克老师;微信视频号:建造师王克;微信公众号:王克讲堂
王克老师带队督学群:每日督学打卡、带刷题带学带练、定期模考作业、随时答疑
问题:
1.反应器进场后,吊耳的检查验收内容有哪些?
2.反应器的安装存在哪些问题?正确做法是什么?
案例三
某机电工程公司施工总承包了一项大型原油储备库工程,该工程主要包括4台50000m3浮顶原油储罐及其配套系统
和设施。工程公司项目部对 50000m3浮顶储罐的施工方案进行了策划,确定罐壁焊缝采用自动焊的主体施工方案,
为了减少脚手架的搭设和投入,选用了适宜的内挂脚手架正装法组装罐壁,确定主体施工方案后项目部编制了施工
组织设计,并按规定程序进行了审批。
问题:
1.说明内挂脚手架正装法和外搭脚手架正装法脚手架的主要区别。
案例四
A公司中标某石油化工总厂的油品合成装置安装项目,任务包括罐区10台5000m3拱顶罐、5台10000m3球罐的安
装工程,还有塔区6台大型塔器设备安装工程。
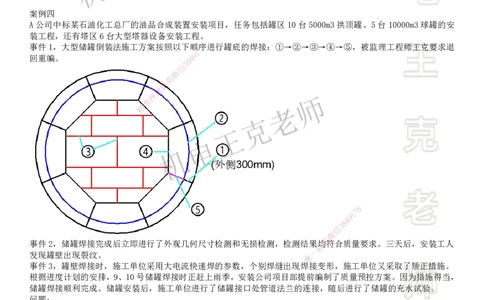
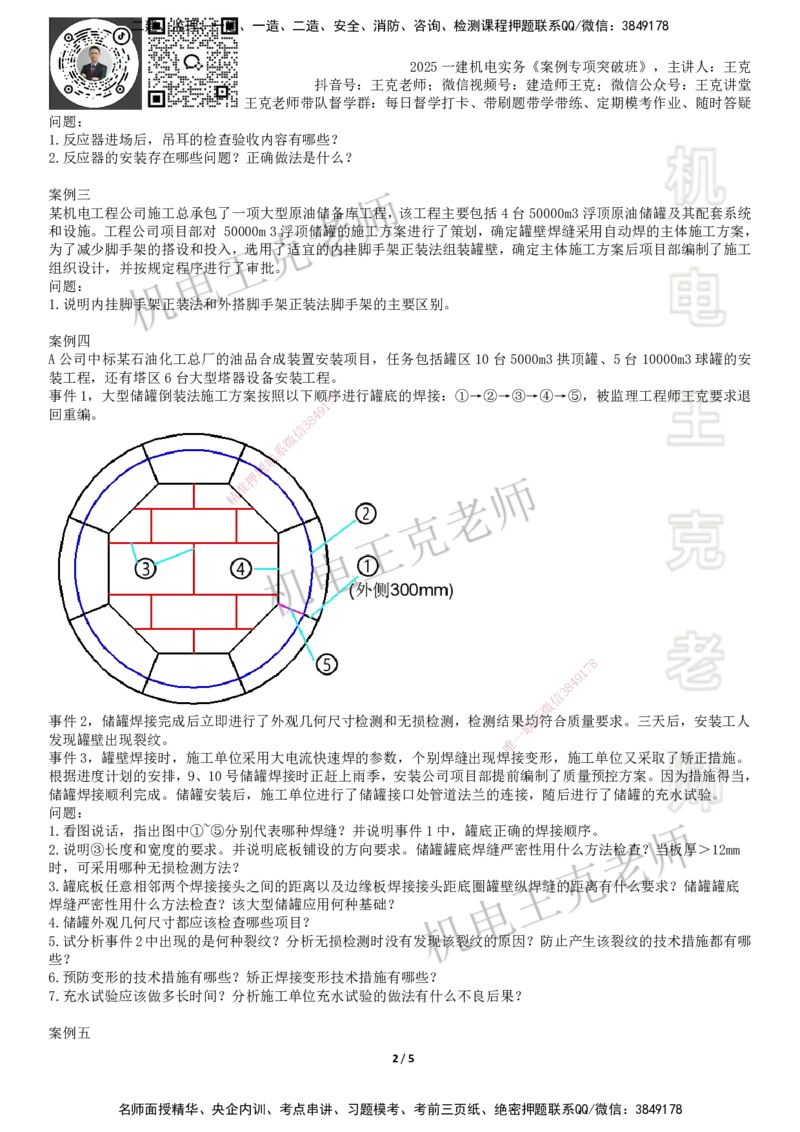
事件1,大型储罐倒装法施工方案按照以下顺序8进行罐底的焊接:①→②→③→④→⑤,被监理工程师王克要求退
7
1
回重编。 4 9
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
事件2,储罐焊接完成后立即进行了外观几何尺寸检测和无损检测 ,检测结果联均
系
符合质量要求。三天后,安装工人
一
发现罐壁出现裂纹。
唯
事件3,罐壁焊接时,施工单位采用大电流快速焊的参数,个别焊缝出现 焊接变形,施工单位又采取了矫正措施。
根据进度计划的安排,9、10号储罐焊接时正赶上雨季,安装公司项目部提前编制了质量预控方案。因为措施得当,
储罐焊接顺利完成。储罐安装后,施工单位进行了储罐接口处管道法兰的连接,随后进行了储罐的充水试验。
问题:
1.看图说话,指出图中①~⑤分别代表哪种焊缝?并说明事件1中,罐底正确的焊接顺序。
2.说明③长度和宽度的要求。并说明底板铺设的方向要求。储罐罐底焊缝严密性用什么方法检查?当板厚>12mm
时,可采用哪种无损检测方法?
3.罐底板任意相邻两个焊接接头之间的距离以及边缘板焊接接头距底圈罐壁纵焊缝的距离有什么要求?储罐罐底
焊缝严密性用什么方法检查?该大型储罐应用何种基础?
4.储罐外观几何尺寸都应该检查哪些项目?
5.试分析事件2中出现的是何种裂纹?分析无损检测时没有发现该裂纹的原因?防止产生该裂纹的技术措施都有哪
些?
6.预防变形的技术措施有哪些?矫正焊接变形技术措施有哪些?
7.充水试验应该做多长时间?分析施工单位充水试验的做法有什么不良后果?
案例五
2/5
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2025一建机电实务《案例专项突破班》,主讲人:王克
抖音号:王克老师;微信视频号:建造师王克;微信公众号:王克讲堂
王克老师带队督学群:每日督学打卡、带刷题带学带练、定期模考作业、随时答疑
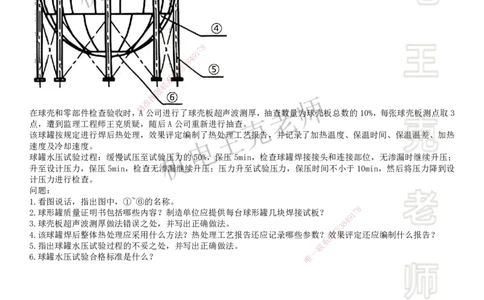
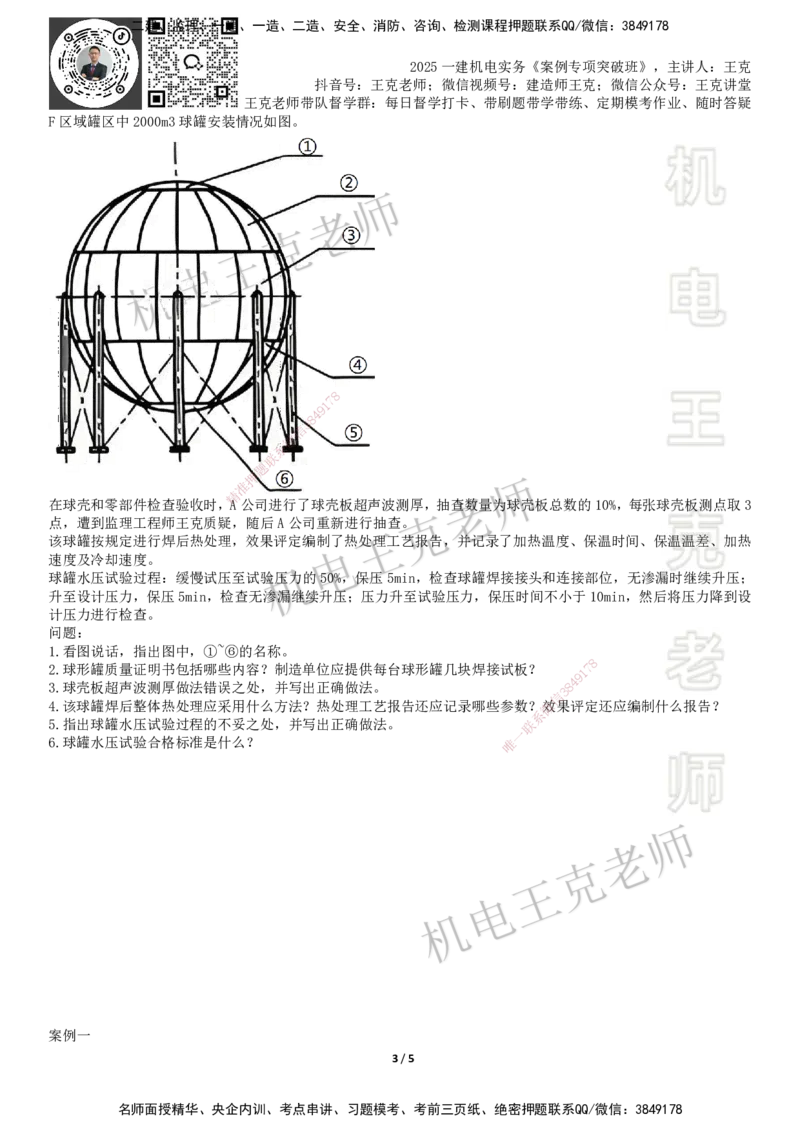
F区域罐区中2000m3球罐安装情况如图。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
在球壳和零部件检查验收时,A公司进行了球壳板超声波测厚,抽查数量为球壳板总数的10%,每张球壳板测点取3
点,遭到监理工程师王克质疑,随 后A公司重新进行抽查。
该球罐按规定进行焊后热处理,效果评定编制了热处理工艺报告,并记录了加热温度、保温时间、保温温差、加热
速度及冷却速度。
球罐水压试验过程:缓慢试压至试验压力的 50%,保压5min,检查球罐焊接接头和连接部位,无渗漏时继续升压;
升至设计压力,保压5min,检查无渗漏继续升压;压力升至试验压力,保压时间不小于10min,然后将压力降到设
计压力进行检查。
问题:
1.看图说话,指出图中,①~⑥的名称。
8
2.球形罐质量证明书包括哪些内容?制造单位应提供每台 球形罐几块焊接试板? 1 7
9
3.球壳板超声波测厚做法错误之处,并写出正确做法。 8
4
信
3
4.该球罐焊后整体热处理应采用什么方法?热处理工艺报告还 应记录哪些参数?微效果评定还应编制什么报告?
系
5.指出球罐水压试验过程的不妥之处,并写出正确做法。 联
一
6.球罐水压试验合格标准是什么? 唯
案例一
3/5
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2025一建机电实务《案例专项突破班》,主讲人:王克
抖音号:王克老师;微信视频号:建造师王克;微信公众号:王克讲堂
王克老师带队督学群:每日督学打卡、带刷题带学带练、定期模考作业、随时答疑
参考答案:
1.还应做外观检查、无损检测、拉伸试验、弯曲试验。
2.(1)被质疑原因是选用每组2个标准试件的冲击吸收功平均值,正确做法是钢制接头每组3个标准试件的冲击
吸收功平均值应符合设计文件或相关技术文件的规定。
(2)至多允许有一个试样的冲击吸收功低于规定值,但不低于规定值的70%。背景中有1个试样小于规定值的70%,
因此被判定为不合格。
3.(1)对不合格的项目再取一组(3个)试样进行试验。
(2)合格指标为:前后两组6个试样的冲击功平均值不得低于规定值,允许有2个试样小于规定值,但其中小于
规定值70%的只允许有1个。
4.(1)“试验介质宜采用洁净淡水,水中的氯离子含量30ppm”,不妥。
正确做法:水中的氯离子含量不超过25ppm。
(2)“在塔器最低处且便于观察的位置,设置一块压力表。压力表精度等级2.5级,量程为1.15倍试验压力”,
不妥。
正确做法:在塔器最高与最低处且便于观察的位置,各设置一块压力表。两块压力表的量程应相同,且校验合格并
在校验有效期内。压力表精度等级不低于1.6级,且量程不低于为1.5倍至3倍试验压力。
(3)“确认无泄漏后继续升压至试验压力,保8压10min,然后将压力降至设计压力”,不妥。
7
1
正确做法:继续升至规定的试验压力,保压4 9时间不少于30min,然后将压力降至设计压力进行检查。
8
3
5.(1)试验压力以装设在设备最高处的信压力表读数为准。
微
(2)合格标准:无渗漏,无可见变形系,试验过程中无异常响声,为合格。
联
6.①立即停止试验,严禁带压处理题。
押
②泄压至常压,检查问题,排除准隐患。
精
③处理后,重新进行试验。
案例二
参考答案:
1.检查吊耳出厂质量证明文件(检测报告) 、对吊耳进行外观质量检查、无损检测、对吊耳焊接位置及尺寸进行复
测。
2.问题一:地脚螺栓设置在设备底座底板长孔的 边缘处。
正确做法:地脚螺栓应设置在设备底座底板长孔的中 间。
问题二:锁紧螺母与底座板面之间紧贴。
8
正确做法:工艺配管完成后,应松动滑动端的螺母,使其 与底座板面间留有1~3mm的间1 7隙。
9
问题三:没有设置锁紧螺母。
信
3 8
4
正确做法:应再安装一个锁紧螺母。 微
系
联
一
案例三 唯
参考答案:
1.(1)脚手架搭设方式不同。外搭脚手架随罐壁板升高而逐层搭设;内挂脚手架只需要 2~3层脚手架,脚手架从
下至上交替使用,不需要整个罐壁搭满脚手架。
(2)脚手架搭设位置不同。外搭脚手架搭设在储罐外侧;内挂脚手架搭设在储罐内侧。
(3)使用时施工人员站位位置不同。使用时外搭脚手架人员站在储罐外侧的脚手架上;内挂脚手架人员站在储罐
内侧的脚手架上。
(4)使用时小车位置不同。外搭脚手架在储罐内侧挂设移动小车进行内侧施工,内挂脚手架在储罐外侧挂设移动
小车进行外侧施工。
案例四
参考答案:
1.(1)①:边缘板对接焊缝靠外侧的300mm
②:底圈罐壁与罐底的角焊缝
③:中幅板焊缝
④:边缘板与中幅板之间的收缩缝
⑤:边缘板剩余焊缝
4/5
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2025一建机电实务《案例专项突破班》,主讲人:王克
抖音号:王克老师;微信视频号:建造师王克;微信公众号:王克讲堂
王克老师带队督学群:每日督学打卡、带刷题带学带练、定期模考作业、随时答疑
(2)正确的焊接顺序:①→③→②→⑤→④(①③可同时进行)
2.(1)罐底中幅板宽度不应小于500mm,长度不应小于1000mm。
(2)底板由中心向外铺设。
(3)罐底焊缝应用真空箱试漏法进行严密性试验。
(4)当板厚>12mm时,可采用衍射时差法进行超声检测。
3.(1)罐底板任意相邻两个焊接接头之间的距离以及边缘板焊接接头距底圈罐壁纵焊缝的距离不应小于300mm。
(2)罐底焊缝应用真空箱法进行严密性试验。
(3)大型储罐应采用垫层基础。
4.①罐壁铅垂的允许偏差不超过罐壁高的4/1000,且不大于50mm。
②壁板局部凹凸变形及底圈板的半径允许偏差范围为±13mm。
③高度偏差≤50mm。
④底板焊接后局部凹凸变形不应大于变形长度的2%,且≤50mm。
⑤罐顶局部变形,用弦长大于2m的样板检查≤15mm。
5.(1)是延迟裂纹。
(2)原因是焊接完成后立即进行了无损检测。应当在焊接完毕后应至少经过24h后再进行无损检测才能发现延迟
裂纹。 8
7
1
(3)防止产生延迟裂纹的措施:可采取焊4前9预热和焊后热处理措施。
8
3
6.(1)组装技术措施和焊接技术措施。信
微
(2)机械矫正和火焰加热矫正。 系
联
7.(1)充水试验应该做72h。 题
押
(2)施工单位先进行储罐接口准处管道法兰的连接,后进行充水试验,不符合规定。会造成的不良后果:充水试验
精
时储罐沉降会引发管道断裂、变形或破损。
案例五
参考答案:
1.①-上极;②-上温带;③-赤道带;④-下 温带;⑤-支柱;⑥-下极。
2.(1)①制造竣工图样②压力容器产品合格证③产品质量证明文件④特种设备制造监督检验证书。
(2)制造单位提供每台球形罐6块焊接试板, 其尺寸为600mm×180mm。
3.(1)“抽查数量为球壳板总数的10%”,错误。
正确做法:抽查数量不得少于球壳板总数的20%,且每 带不少于2块,上、下极不少于1块。
8
(2)“每张球壳板测点取3点”,错误。 1 7
9
正确做法:每张球壳板测点不少于5点。
信
3 8
4
4.(1)正压内燃法。 微
系
(2)加热和冷却过程中的最大温差,热处理方法及热处理时间;热 处理工艺联效果评定及说明;热电偶布置图。
一
(3)还应编制产品试板力学性能试验报告。 唯
5.①“缓慢试压至试验压力的50%,保压5min,检查球罐焊接接头和连 接 部位”不妥。
正确做法:缓慢试压至试验压力的50%,保压10min。
②“升至设计压力,保压5min,检查无渗漏继续升压” 不妥。
正确做法:升至设计压力,保压10min,检查无渗漏继续升压。
③“压力升至试验压力,保压时间不小于10min,然后将压力降到设计压力进行检查” 不妥。
正确做法:压力升至试验压力,保压时间不小于30min,然后将压力降到设计压力进行检查。
6.压力保持不变,无渗漏、无可见的变形及异常声响为合格。
5/5
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

