文档内容
第 08 讲 化学反应速率的调控
1.通过工业合成氨适宜条件的选择与优化,认识化学反应速率和化学平衡的综合调控在生产、生活
和科学研究中的重要作用。
2.在合成氨适宜条件的讨论中,形成多角度分析化学反应和化工生产条件的思路,体会化学反应原
理的应用价值。
合成氨反应中化学反应速率和化学平衡的综合调控。
形成多角度调控化学反应的思路。
1.化工生产适宜条件选择的一般原则
条件 原则
从化学反应速率分析 既不能过快,又不能太慢
既要注意外界条件对速率和平衡影响的一致性,又要注意对二者影响的矛盾
从化学平衡移动分析
性
从原料的利用率分析 增加易得廉价原料,提高难得高价原料的利用率,从而降低生产成本
从实际生产能力分析 如设备承受高温、高压能力等
从催化剂的使用活性分析 注意催化剂的活性受温度的限制
2.控制反应条件的基本措施
通过改变反应体系的温度、溶液的浓度、气体的压强(或浓度)、固体的表面积
控制化学反应速率的措施
以及使用催化剂等途径调控反应速率
通过改变可逆反应体系的温度、溶液的浓度、气体的压强(或浓度)等改变可逆
提高转化率的措施
反应的限度,从而提高转化率
一、工业合成氨的生产条件的选择
1.合成氨反应的特点
N(g)+3H(g) 2NH (g)
2 2 3
合成氨反应
已知298 K时:ΔH=-92.4 kJ·mol-1,ΔS=-198.2 J·mol-1·K-1
自发性 常温(298 K)下,ΔH-TΔS < 0,能自发进行可逆性 反应为可逆反应
焓变 ΔH<0,是放热反应
体积变化(熵变) ΔS<0,正反应是气体体积缩小的反应
2.浓度、温度、压强、催化剂对反应速率和氨的含量的影响
根据合成氨反应的特点,利用我们学过的影响反应速率的因素和勒夏特列原理分析应如何选择反应条
件,以增大合成氨的反应速率、提高平衡混合物中氨的含量,请填写下表。
影响因素
对合成氨反应的影响
浓度 温度 压强 催化剂
增大合成氨的反应速率反应速率 增大反应物浓度 升高温度 增大压强 使用
增大反应物浓度,
提高平衡混合物中中氨的含量 降低温度 增大压强 无影响
降低生成物浓度
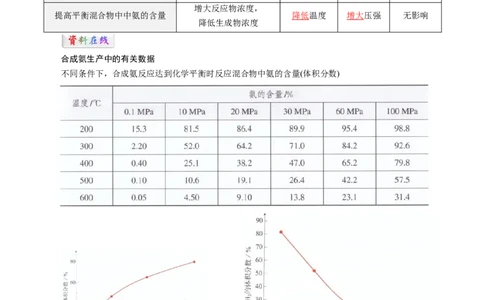
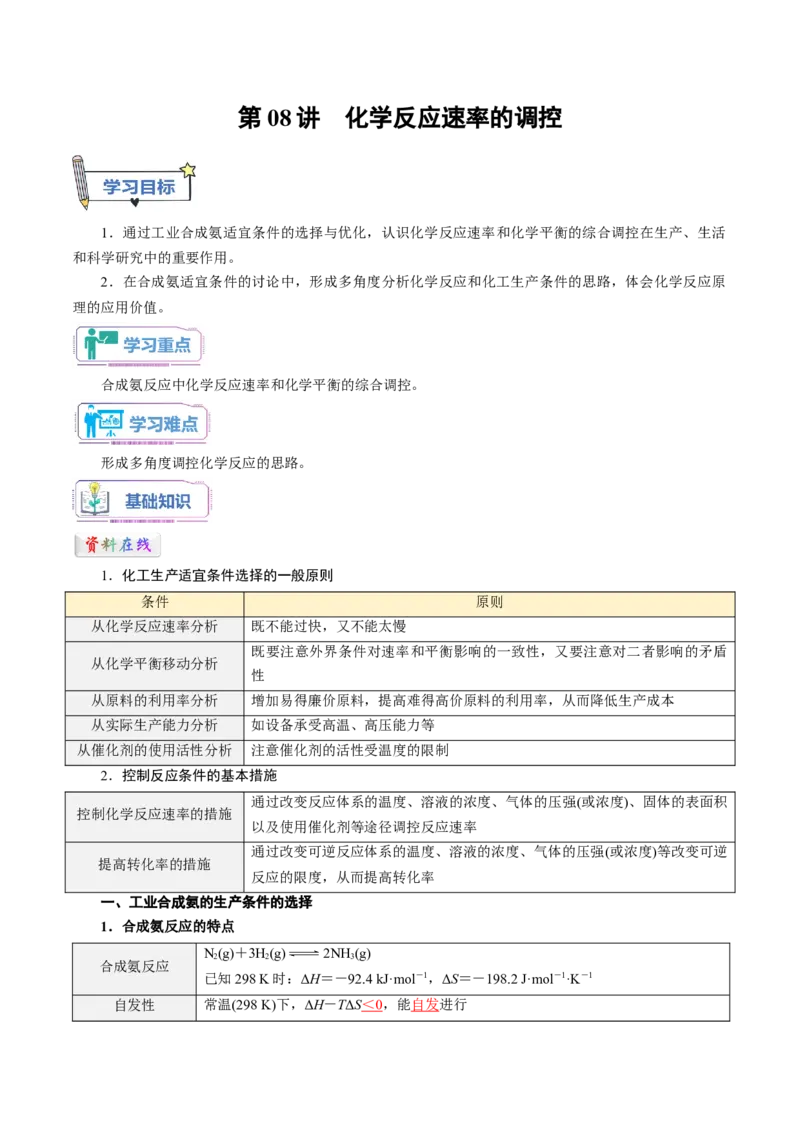
合成氨生产中的有关数据
不同条件下,合成氨反应达到化学平衡时反应混合物中氨的含量(体积分数)
400℃下平衡时氨的的体积分数随压强的变化示意图 10 MPa下平衡时氨的的体积分数随温度的变化示意图
3.数据分析
在不同温度和压强下(初始时N 和H 的体积比为1∶3),平衡混合物中氨的含量实验数据分析,提高
2 2
反应速率的条件是升高温度、增大压;提高平衡混合物中氨的含量的条件是降低温度、增大压强。二者在温度这一措施上是不一致的。
4.工业合成氨的适宜条件
①增大压强既可以增大反应速率,又能使平衡正向向移动,压强越大越好
原理分析 ②压强越大,对设备的要求越高,压缩H 和N 所需的动力越大,会增加生产投
2 2
压强
资,并可能降低综合经济效益
选用条件 目前,我国合成氨厂一般采用的压强为 10 ~ 30 MPa
①降低温度有利于提高平衡混合物中氨的含量
原理分析 ②温度越低,反应速率越小,达到平衡所需时间越长,故温度不宜过低
温度
③催化剂的活性在一定温度下下最大
选用条件 目前,在实际生产中一般采用的温度为 400 ~ 500 ℃(此温度下催化剂的活性最大)
即使在高温、高压下,N 和H 的反应速率仍然很慢。
2 2
原理分析
使用催化剂在较低温度时能较快进行反应
催化剂
通常采用加入以铁为主体的多成分催化剂,又称铁触媒
选用条件
(为了防止混有的杂质使催化剂“中毒”,原料气必须经过净化)
在500 ℃和30 MPa时,平衡混合物中NH 的体积分数及平衡时N 和H 的转化率
3 2 2
原理分析
仍较低
浓度 采取迅速冷却的方法,使气态氨变成液氨后及时从平衡混合物中分离出去
采取措施 将NH 分离后的原料气循环使用,并及时补充N 和H ,使反应物保持一定的浓度
3 2 2
(既提高了原料的利用率,又提高了反应速率,有利于合成氨反应)
5.工业合成氨的适宜条件
外部条件 工业合成氨的适宜条件
压强 10~30 MPa
温度 400~500 ℃
催化剂 使用铁触媒作催化剂
浓度 氨及时从混合气中分离出去,剩余气体循环使用;及时补充N 和H
2 2
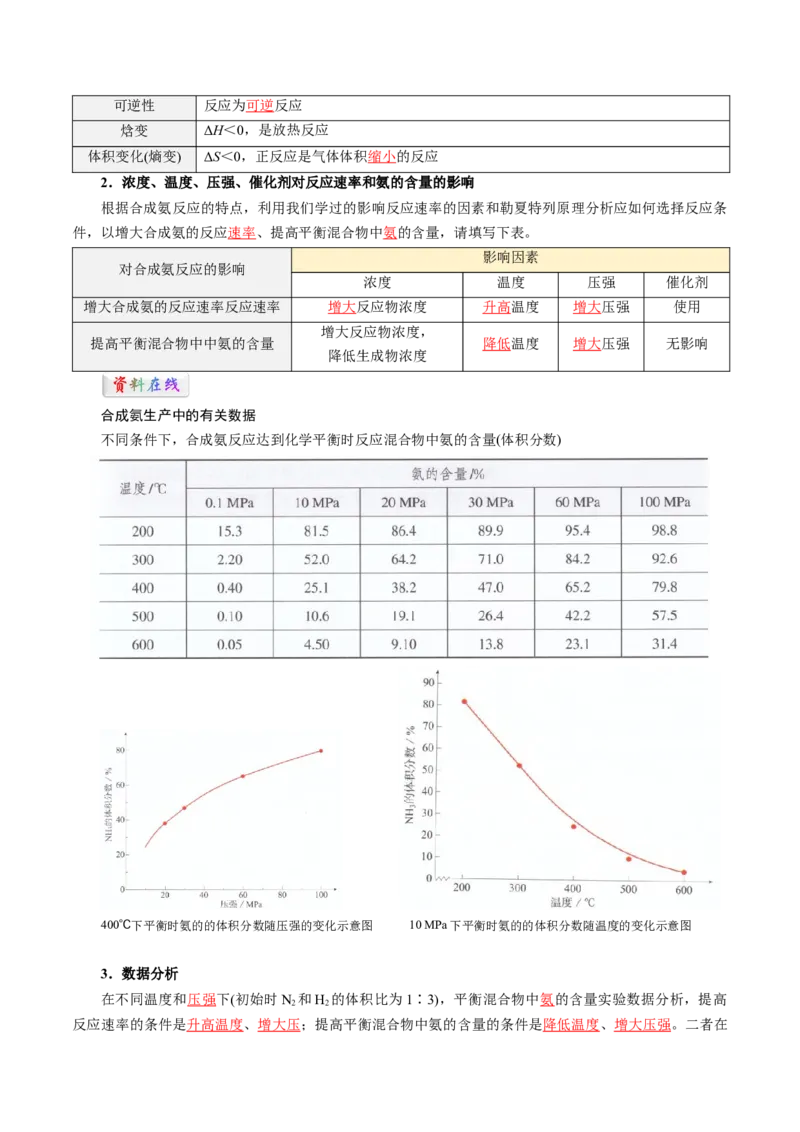
6.合成氨的工艺流程1.催化剂的活性与“中毒”
催化剂的催化能力一般称为催化活性。催化剂因吸附或沉积少量的杂质(毒物)而使活性明显下降甚至
丧失的现象,称为催化剂“中毒”。
为了防止催化剂“中毒”,合成氨的原料气、硫酸工业中从沸腾炉排出来的炉气都必须经过净化。
2.合成氨发展前景
为降低合成氨的能耗,科学家一直在研究使合成氨反应在较低温度下进行的催化剂,以对合成条件进
行优化。我国科学家合成了一种新型催化剂,将合成氨的温度、压强分别降到了350℃、1 MPa。利用电化
学反应原理,在实验室已实现由N 和H 在室温下合成氨。
2 2
二、硫酸工业中催化氧化反应条件的选择
1.反应原理
催化氧化反应 2SO (g)+O(g) 2SO (g) ΔH=-197 kJ·mol-1
2 2 3
自发性 常温(298 K)下,ΔH-TΔS < 0,能自发进行
可逆性 反应为可逆反应
焓变 ΔH<0,是放热反应
体积变化(熵变) ΔS<0,正反应是气体体积缩小的反应
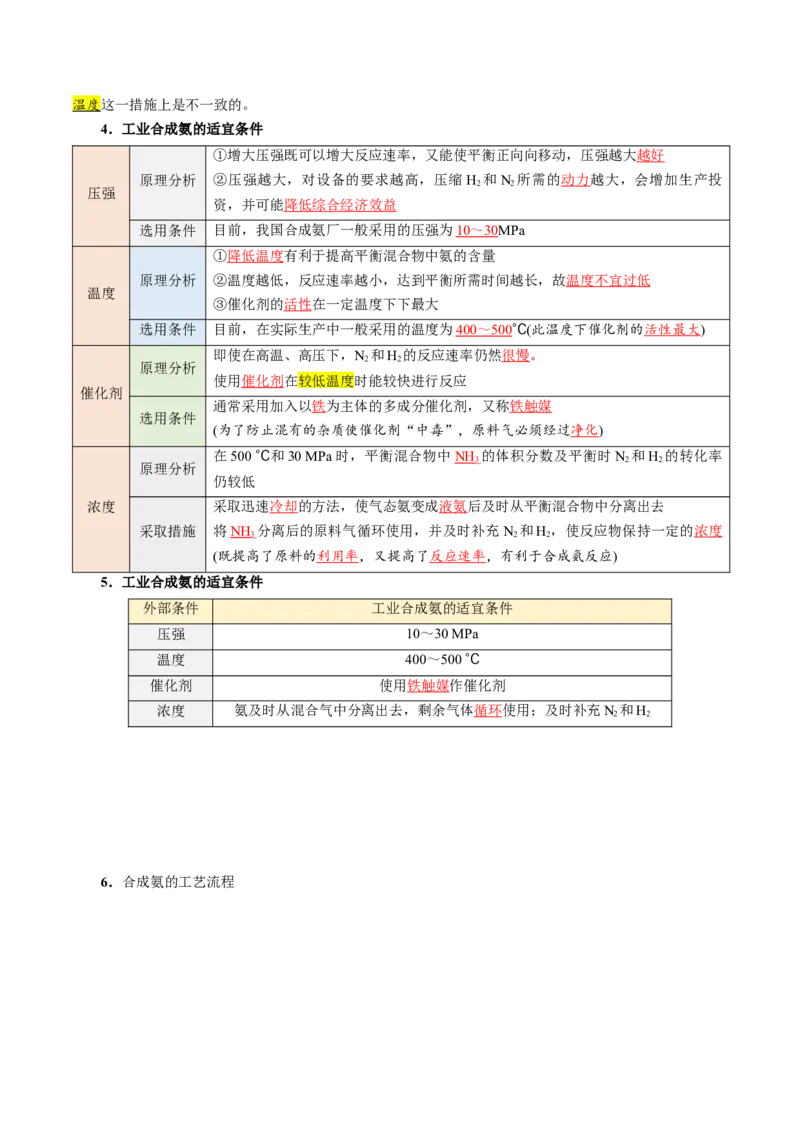
平衡时时SO 的转化率随温度和压强的变化
2
2.催化氧化适宜条件
①增大压强既可以增大反应速率,又能使平衡正向向移动,压强越大越好
压强 原理分析
②压强越大,对设备的要求越高,压缩H 和N 所需的动力越大,会增加生产投
2 2资,并可能降低综合经济效益
选用条件 目前,我国合成氨厂一般采用的压强为1MPa
①降低温度有利于提高平衡混合物中氨的含量
原理分析 ②温度越低,反应速率越小,达到平衡所需时间越长,故温度不宜过低
温度
③催化剂的活性在一定温度下下最大
选用条件 目前,在实际生产中一般采用的温度为 400 ~ 500 ℃(此温度下催化剂的活性最大)
即使在高温、高压下,SO 和O 的反应速率仍然很慢。
2 2
原理分析
使用催化剂在较低温度时能较快进行反应
催化剂
通常采用加入五氧化钒催化剂
选用条件
(为了防止混有的杂质使催化剂“中毒”,原料气必须经过净化)
3.催化氧化的适宜条件
外部条件 催化氧化的适宜条件
压强 1 MPa
温度 400~500 ℃
催化剂 使用五氧化二钒作催化剂
浓度 通过过量的空气
1.二氧化硫的催化氧化,由于在常温下SO 有很高的转化率,所以实际生产中是常压,而不是采用高
2
压。
2.能量利用:利用反应放出的热量预热进入装置中的原料气。
3.环境保护:尾气中的SO 回收利用。
2
三、选择工业合成适宜条件的原则
1.考虑参加反应的物质组成、结构和性质等本身因素。
2.考虑影响化学反应速率和平衡的温度、压强、浓度、催化剂等反应条件。
3.选择适宜的生产条件还要考虑设备条件、安全操作、经济成本等情况。
4.选择适宜的生产条件还要考虑环境保护及社会效益等方面的规定和要求。
四、工业生产中适宜生产条件的选择思路
影响 有利于加快反应
有利于平衡移动条件的控制 综合分析结果
因素 速率的控制
浓度 增大反应物浓度 增大反应物浓度、减小生成物浓度 不断补充反应物、及时分离出生成物
高压 ΔV<0 高压 设备条件允许的前提下,尽量采取高压
压强
(有气体参加) ΔV>0 低压 兼顾速率和平衡、选取适宜的压强
ΔH<0 低温 兼顾速率和平衡、考虑催化剂的适宜温度
温度 高温
在设备条件允许的前提下,
ΔH>0 高温
尽量采取高温并选取合适催化剂加合适的催化剂,
催化剂 加合适的催化剂 无影响
考虑催化剂活性与温度关系
考点一:合成氨反应适宜条件的选择
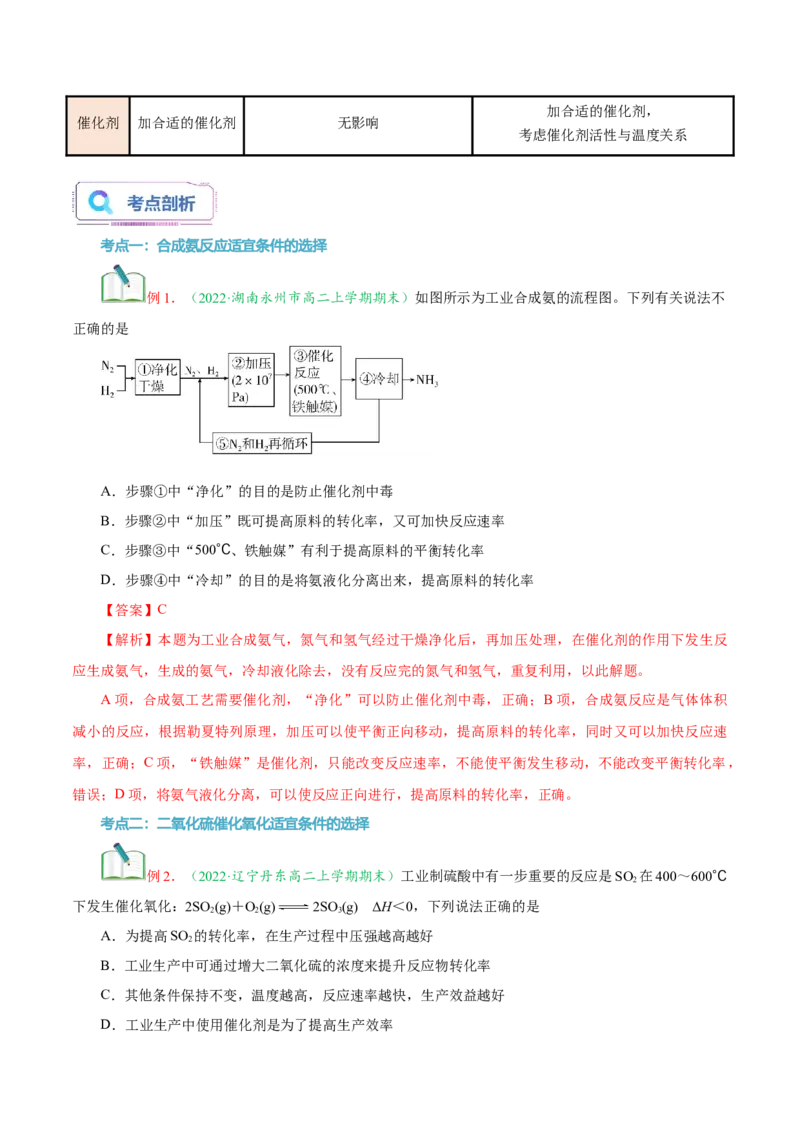
例1.(2022·湖南永州市高二上学期期末)如图所示为工业合成氨的流程图。下列有关说法不
正确的是
A.步骤①中“净化”的目的是防止催化剂中毒
B.步骤②中“加压”既可提高原料的转化率,又可加快反应速率
C.步骤③中“500℃、铁触媒”有利于提高原料的平衡转化率
D.步骤④中“冷却”的目的是将氨液化分离出来,提高原料的转化率
【答案】C
【解析】本题为工业合成氨气,氮气和氢气经过干燥净化后,再加压处理,在催化剂的作用下发生反
应生成氨气,生成的氨气,冷却液化除去,没有反应完的氮气和氢气,重复利用,以此解题。
A项,合成氨工艺需要催化剂,“净化”可以防止催化剂中毒,正确;B项,合成氨反应是气体体积
减小的反应,根据勒夏特列原理,加压可以使平衡正向移动,提高原料的转化率,同时又可以加快反应速
率,正确;C项,“铁触媒”是催化剂,只能改变反应速率,不能使平衡发生移动,不能改变平衡转化率,
错误;D项,将氨气液化分离,可以使反应正向进行,提高原料的转化率,正确。
考点二:二氧化硫催化氧化适宜条件的选择
例2.(2022·辽宁丹东高二上学期期末)工业制硫酸中有一步重要的反应是SO 在400~600℃
2
下发生催化氧化:2SO (g)+O(g) 2SO (g) ΔH<0,下列说法正确的是
2 2 3
A.为提高SO 的转化率,在生产过程中压强越高越好
2
B.工业生产中可通过增大二氧化硫的浓度来提升反应物转化率
C.其他条件保持不变,温度越高,反应速率越快,生产效益越好
D.工业生产中使用催化剂是为了提高生产效率【答案】D
【解析】A项,增大压强平衡正向移动,则提高SO 的产率,但高压会对动力和设备要求太高,从而
3
增加生产成本,为了降低成本,应该适当增大压强,错误;B项,增大一种反应物的浓度,可以提高另一
种反应物的转化率,所以实际生产中可通过增大氧气的浓度来提高二氧化硫的转化率,从而降低成本,错
误;C项,其他条件保持不变,温度越高,反应速率越快,但平衡逆向移动,降低产率,且增加生产成本,
对提高生产效益产生不利影响,错误;D项,催化剂能降低反应所需活化能而增大活化分子百分数,所以
使用催化剂可加快化学反应速率,从而缩短反应到达平衡的时间,提高生产效率,正确。
考点三:化工生产适宜条件的选择
例3.(2022·盐城市期中)对于反应:CO(g)+4H(g) CH(g)+2HO(g) ΔH<0。下列
2 2 4 2
有关说法不正确的是
A.CH 既是氧化产物,又是还原产物
4
B.提高的值可增大H 的转化率
2
C.升高温度有利于提高CO 的平衡转化率
2
D.提高CO 转化为CH 的转化率,需研发低温条件下的高效催化剂
2 4
【答案】C
【解析】A项,CO 中碳元素呈现+4价,CH 中碳元素呈现-4价,即C元素发生还原反应,CH 是
2 4 4
还原产物,H 中氢元素是0价,CH 中氢元素呈现+1价,即H元素发生氧化反应,CH 是氧化产物,正确;
2 4 4
B项,提高的值,即增大CO 的量,平衡正向移动,H 的转化率增大,正确;C项,该反应是一个放热反
2 2
应,升高温度,平衡逆向移动,CO 的平衡转化率减小,错误;D项,该反应是一个放热反应,降低温度,
2
平衡正向移动,所以为了提高CO 转化为CH 的转化率,需研发低温条件下的高效催化剂,正确。
2 4
1.(2022·河南洛阳高二上学期期中)下列事实不能用勒夏特列原理解释的是
A.用排饱和食盐水法收集Cl
2
B.开启啤酒瓶后,瓶中马上泛起大量泡沫
C.500℃比室温更有利于合成氨的反应
D.利用反应Na(l)+KCl(l) NaCl(l)+K(g)制取金属钾,选取适宜的温度
【答案】C
【解析】A项,Cl 溶于水:Cl +HO HClO+H++Cl-,用排饱和食盐水法收集Cl 是增加溶液
2 2 2 2
氯离子的浓度,使反应逆向进行,降低氯气的溶解,能用勒夏特列原理解释,不符合题意;B项,根据
HCO CO +HO,开启啤酒瓶后,压强变小,平衡正向移动,CO 溶解程度减小,瓶中马上泛起大
2 3 2 2 2量泡沫,能用勒夏特列原理解释,不符合题意;C项N+3H 2NH ΔH<0,在500℃比室温更有
2 2 3
利于合成氨的反应的原因是此时催化剂活性较大。不能用勒夏特列原理解释,符合题意;D项,由Na(l)+
KCl(l) NaCl(l)+K(g)可知,在适宜的温度,K为气态,更易从液态物质中分离,则平衡会正向移动,
反应顺利进行,能用勒夏特列原理解释,不符合题意。
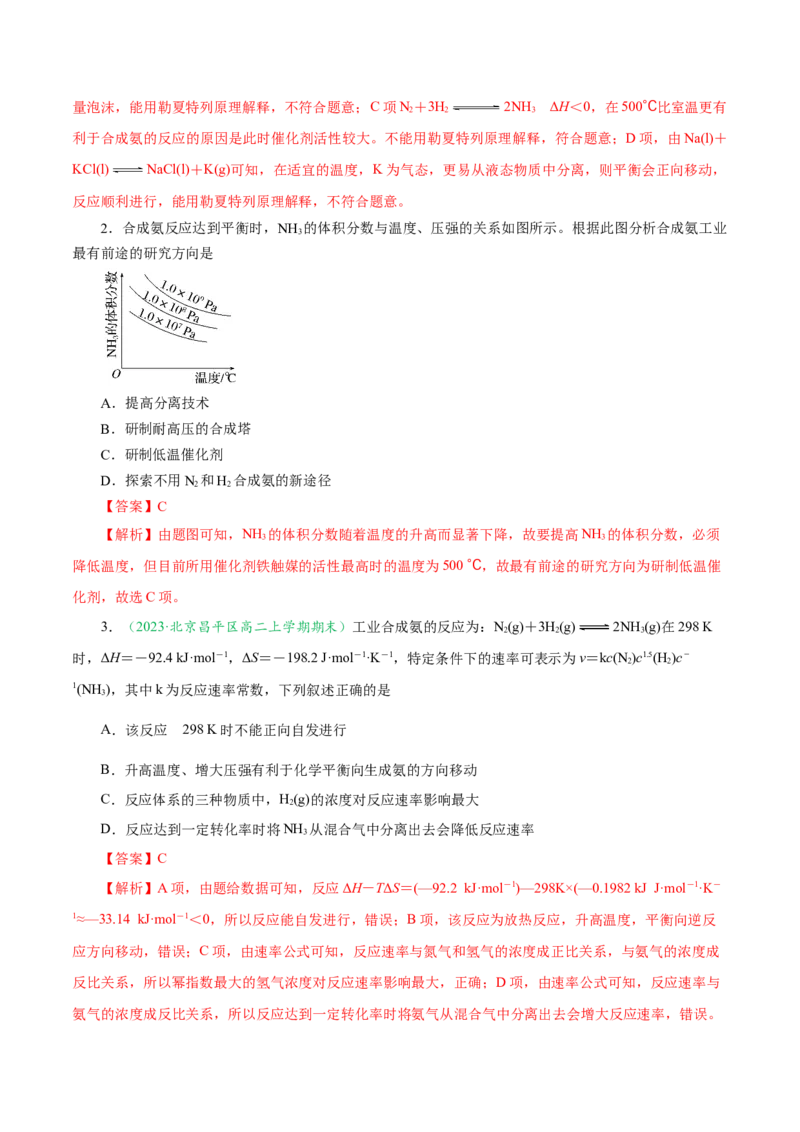
2.合成氨反应达到平衡时,NH 的体积分数与温度、压强的关系如图所示。根据此图分析合成氨工业
3
最有前途的研究方向是
A.提高分离技术
B.研制耐高压的合成塔
C.研制低温催化剂
D.探索不用N 和H 合成氨的新途径
2 2
【答案】C
【解析】由题图可知,NH 的体积分数随着温度的升高而显著下降,故要提高NH 的体积分数,必须
3 3
降低温度,但目前所用催化剂铁触媒的活性最高时的温度为500 ℃,故最有前途的研究方向为研制低温催
化剂,故选C项。
3.(2023·北京昌平区高二上学期期末)工业合成氨的反应为:N(g)+3H(g) 2NH (g)在298 K
2 2 3
时,ΔH=-92.4 kJ·mol-1,ΔS=-198.2 J·mol-1·K-1,特定条件下的速率可表示为v=kc(N)c1.5(H)c-
2 2
1(NH ),其中k为反应速率常数,下列叙述正确的是
3
在
A.该反应 298 K时不能正向自发进行
B.升高温度、增大压强有利于化学平衡向生成氨的方向移动
C.反应体系的三种物质中,H(g)的浓度对反应速率影响最大
2
D.反应达到一定转化率时将NH 从混合气中分离出去会降低反应速率
3
【答案】C
【解析】A项,由题给数据可知,反应ΔH-TΔS=(—92.2 kJ·mol-1)—298K×(—0.1982 kJ J·mol-1·K-
1≈—33.14 kJ·mol-1<0,所以反应能自发进行,错误;B项,该反应为放热反应,升高温度,平衡向逆反
应方向移动,错误;C项,由速率公式可知,反应速率与氮气和氢气的浓度成正比关系,与氨气的浓度成
反比关系,所以幂指数最大的氢气浓度对反应速率影响最大,正确;D项,由速率公式可知,反应速率与
氨气的浓度成反比关系,所以反应达到一定转化率时将氨气从混合气中分离出去会增大反应速率,错误。4.(2022·山东烟台高二上学期期中)合成氨反应,达到平衡后,改变下列条件后,对正反应速率影
响大于逆反应速率的是
A.减小生成物浓度 B.减小压强
C.升高温度 D.加入催化剂
【答案】B
【解析】由N +3H 2NH ΔH<0可知,该反应为气体体积减小、且放热的反应,升高温度
2 2 3
平衡逆向移动,增大压强平衡正向移动,减小生成物浓度平衡正向移动,结合升高温度、增大压强、增大
浓度、使用催化剂均加快反应速率,据此分析解题。
A项,减小生成物浓度平衡正向移动,反应速率减小,瞬间正反应速率不变,逆反应速率减小,则对
逆反应的反应速率影响更大,不合题意;B项,该反应为气体体积减小的反应,减小压强正、逆反应速率
均减小,但平衡逆向移动,则对正反应的反应速率影响更大,符合题意;C项,该反应为放热反应,升高
温度正、逆反应速率均增大,但平衡逆向移动,对逆反应的反应速率影响更大,不合题意;D项,加入催
化剂,同等程度地改变正、逆反应速率,平衡不移动,不合题意。
5.(2023·江苏扬州高邮市高二上学期月考)硫及其化合物在生产生活中具有广泛应用。由自然界的
硫磺和金属硫化物矿通过化学反应可得到SO ,SO 催化氧化生成SO ,其热化学方程式为2SO (g)+O(g)
2 2 3 2 2
2SO (g) ΔH=-198 kJ·mol-1。燃煤、金属冶炼和硫酸生产等产生的尾气中都含有SO ,用NaOH
3 2
等碱性溶液吸收尾气中的SO ,可得到NaHSO、NaSO 等化工产品。对于反应2SO (g)+O(g)
2 3 2 3 2 2
2SO (g),下列有关说法正确的是
3
A.工业生产使用VO 作催化剂,能降低该反应的活化能,同时降低该反应的焓变
2 5
的
B.工业生产通入稍过量 氧气,能提高O 的转化率
2
C.工业生产采用常压操作,可能是因为常压下SO 的转化率已经很高了
2
D.工业生产采用450~500℃,可能是为了使平衡正向移动,提高SO 平衡转化率
2
【答案】C
【解析】A项,工业生产使用VO 作催化剂,能改变反应途径,降低该反应的活化能,但不能改变反
2 5
应物、生成物的能量,因此不能降低该反应的焓变,错误;B项,工业生产通入稍过量的氧气,能使化学
平衡正向移动,从而提高SO 的平衡转化率,但O 的平衡转化率降低,错误;C项,该反应的正反应是气
2 2
体体积减小的放热反应,工业生产采用常压操作,是因为常压下 SO 的转化率已经很高了,增大压强,会
2
使平衡正向移动,反应产率会提高,但同时会增大投资,投入增加大于产出增加,因此一般采用常压条件,
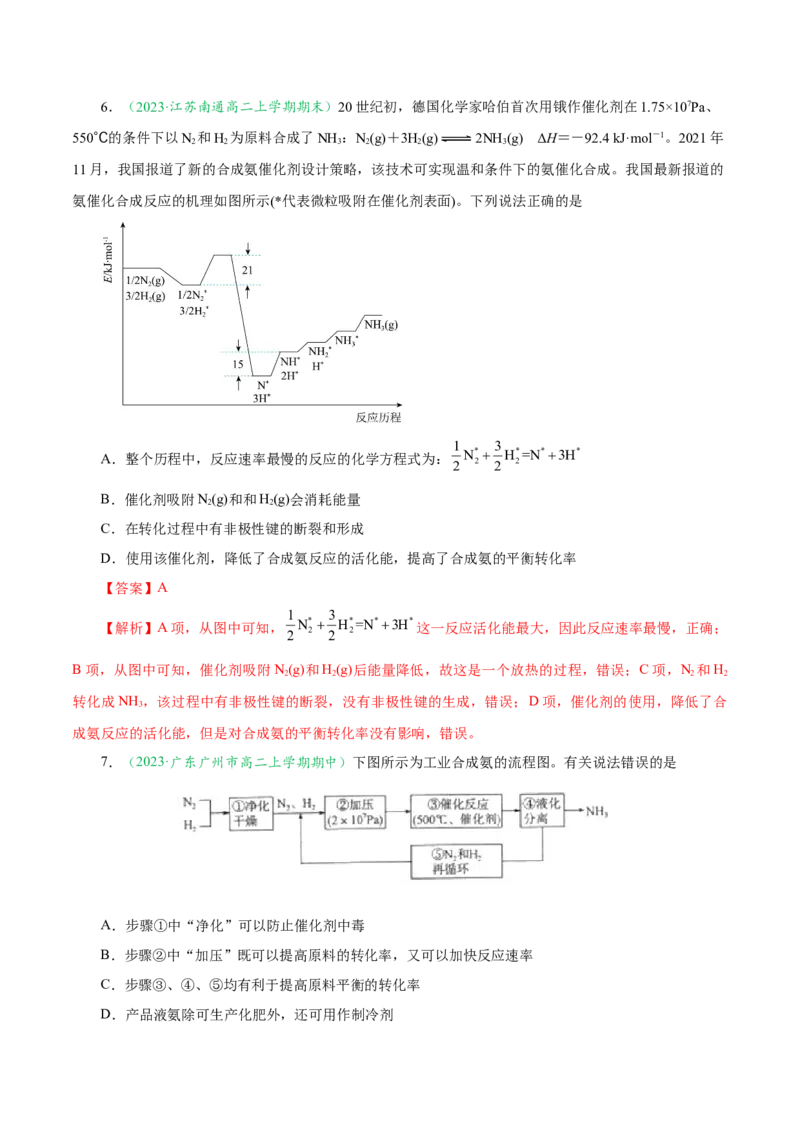
正确;D项,工业生产采用450~500℃,是因为在该温度下催化剂的活性最佳,错误。6.(2023·江苏南通高二上学期期末)20世纪初,德国化学家哈伯首次用锇作催化剂在1.75×107Pa、
550℃的条件下以N 和H 为原料合成了NH :N(g)+3H(g) 2NH (g) ΔH=-92.4 kJ·mol-1。2021年
2 2 3 2 2 3
11月,我国报道了新的合成氨催化剂设计策略,该技术可实现温和条件下的氨催化合成。我国最新报道的
氨催化合成反应的机理如图所示(*代表微粒吸附在催化剂表面)。下列说法正确的是
1 3
A.整个历程中,反应速率最慢的反应的化学方程式为: N* H*=N*3H*
2 2 2 2
B.催化剂吸附N(g)和和H(g)会消耗能量
2 2
C.在转化过程中有非极性键的断裂和形成
D.使用该催化剂,降低了合成氨反应的活化能,提高了合成氨的平衡转化率
【答案】A
1 3
【解析】A项,从图中可知, N* H*=N*3H* 这一反应活化能最大,因此反应速率最慢,正确;
2 2 2 2
B项,从图中可知,催化剂吸附N(g)和H(g)后能量降低,故这是一个放热的过程,错误;C项,N 和H
2 2 2 2
转化成NH ,该过程中有非极性键的断裂,没有非极性键的生成,错误;D项,催化剂的使用,降低了合
3
成氨反应的活化能,但是对合成氨的平衡转化率没有影响,错误。
7.(2023·广东广州市高二上学期期中)下图所示为工业合成氨的流程图。有关说法错误的是
A.步骤①中“净化”可以防止催化剂中毒
B.步骤②中“加压”既可以提高原料的转化率,又可以加快反应速率
C.步骤③、④、⑤均有利于提高原料平衡的转化率
D.产品液氨除可生产化肥外,还可用作制冷剂【答案】C
【解析】应用催化剂知识、反应速率和化学平衡理论,分析判断工业合成氨的反应速率和平衡转化率
问题。
A项,合成氨使用含铁催化剂,为防止催化剂中毒,须将原料“净化”处理,正确;B项,步骤②中
“加压”,可增大氮气、氢气浓度,加快合成氨反应速率又能使平衡右移,提高原料转化率,正确;C项,
合成氨反应放热,步骤③使用较高温度不利于提高原料转化率,同时使用催化剂也不能使平衡移动,步骤
④、⑤能有利于提高原料的转化率,错误;D项,产品液氨可用酸吸收生成铵态氮肥。液氨汽化时会吸收
大量热,可用作制冷剂,正确。
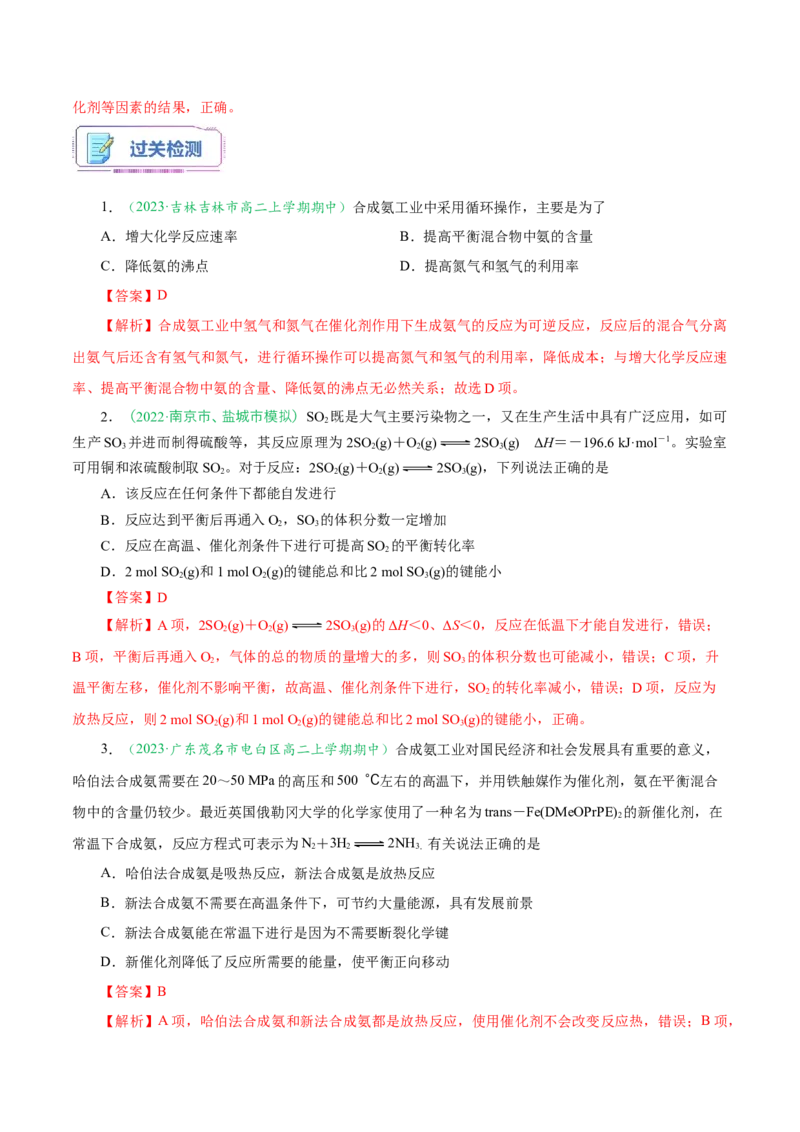
8.(2023·北京顺义区高二上学期期末)硫酸工业制法中,反应之一为:2SO (g)+O(g) 2SO (g)
2 2 3
ΔH=-198 kJ·mol-1。
科学家分析其主要反应机理如下
反应Ⅰ:VO(s)+SO (g)=VO(s)+SO (g) ΔH=+24 kJ·mol-1
2 5 2 2 4 3 1
反应Ⅱ:……
反应中的能量变化如图。下列说法中不正确的是
A.反应Ⅱ的热化学方程式为:2VO(s)+O(g)=2VO(s) ΔH=-123 kJ·mol-1
2 4 2 2 5 2
B.使用VO 作为反应催化剂,降低了反应的活化能
2 5
C.通入过量空气,可提高SO 的平衡转化率
2
D.温度选择450℃是综合考虑化学反应速率、化学平衡及催化剂等因素的结果
【答案】A
【解析】A项,根据盖斯定律,由总反应减去(反应Ⅰ乘×2)得反应Ⅱ,2VO(s)+O(g)=2VO(s)
2 4 2 2 5
ΔH=-198 kJ·mol-1-24 kJ·mol-1×2=-246 kJ·mol-1,不正确;B项,使用VO 作为反应催化剂,降低
2 2 5
了反应的活化能,改变了反应的历程,正确;C项,通入过量空气,可促进SO 的转化,平衡正向移动,
2
可提高SO 的平衡转化率,正确;D项,反应为放热反应,升高温度平衡逆向移动,不利于 SO 的转化,
2 2
但反应速率较快且该温度下催化剂的活性大,故温度选择 450℃是综合考虑化学反应速率、化学平衡及催化剂等因素的结果,正确。
1.(2023·吉林吉林市高二上学期期中)合成氨工业中采用循环操作,主要是为了
A.增大化学反应速率 B.提高平衡混合物中氨的含量
C.降低氨的沸点 D.提高氮气和氢气的利用率
【答案】D
【解析】合成氨工业中氢气和氮气在催化剂作用下生成氨气的反应为可逆反应,反应后的混合气分离
出氨气后还含有氢气和氮气,进行循环操作可以提高氮气和氢气的利用率,降低成本;与增大化学反应速
率、提高平衡混合物中氨的含量、降低氨的沸点无必然关系;故选D项。
2.(2022·南京市、盐城市模拟)SO 既是大气主要污染物之一,又在生产生活中具有广泛应用,如可
2
生产SO 并进而制得硫酸等,其反应原理为 2SO (g)+O(g) 2SO (g) ΔH=-196.6 kJ·mol-1。实验室
3 2 2 3
可用铜和浓硫酸制取SO 。对于反应:2SO (g)+O(g) 2SO (g),下列说法正确的是
2 2 2 3
A.该反应在任何条件下都能自发进行
B.反应达到平衡后再通入O,SO 的体积分数一定增加
2 3
C.反应在高温、催化剂条件下进行可提高SO 的平衡转化率
2
D.2 mol SO (g)和1 mol O (g)的键能总和比2 mol SO (g)的键能小
2 2 3
【答案】D
【解析】A项,2SO (g)+O(g) 2SO (g)的ΔH<0、ΔS<0,反应在低温下才能自发进行,错误;
2 2 3
B项,平衡后再通入O,气体的总的物质的量增大的多,则SO 的体积分数也可能减小,错误;C项,升
2 3
温平衡左移,催化剂不影响平衡,故高温、催化剂条件下进行,SO 的转化率减小,错误;D项,反应为
2
放热反应,则2 mol SO (g)和1 mol O (g)的键能总和比2 mol SO (g)的键能小,正确。
2 2 3
3.(2023·广东茂名市电白区高二上学期期中)合成氨工业对国民经济和社会发展具有重要的意义,
哈伯法合成氨需要在20~50 MPa的高压和500 ℃左右的高温下,并用铁触媒作为催化剂,氨在平衡混合
物中的含量仍较少。最近英国俄勒冈大学的化学家使用了一种名为trans-Fe(DMeOPrPE) 的新催化剂,在
2
常温下合成氨,反应方程式可表示为N+3H 2NH 有关说法正确的是
2 2 3.
A.哈伯法合成氨是吸热反应,新法合成氨是放热反应
B.新法合成氨不需要在高温条件下,可节约大量能源,具有发展前景
C.新法合成氨能在常温下进行是因为不需要断裂化学键
D.新催化剂降低了反应所需要的能量,使平衡正向移动
【答案】B
【解析】A项,哈伯法合成氨和新法合成氨都是放热反应,使用催化剂不会改变反应热,错误;B项,题目给出信息“在常温下合成氨”,所以不需要在高温条件下,可节约大量能源,具有发展前景,正确;
C项,任何化学反应都涉及到旧键的断裂和新键的生成,错误;D项,新催化剂降低了反应所需要的能量
但是不会改变平衡的移动,错误。
4.(2023·江苏南通高二上学期期末)对于反应N(g)+3H(g) 2NH (g) ΔH=-92 kJ·mol-1,
2 2 3
下列说法正确的是
A.上述反应ΔS>0
B.及时液化分离出氨气,正反应速率增大
C.增大压强,活化分子百分数增多,反应速率加快
D.若反应放出92.4 kJ热量,则过程中有3 mol H(g)被氧化
2
【答案】D
【解析】A项,上述反应中4摩尔气体生成2摩尔气体,所以是ΔS<0,错误;B项,及时液化分离出
氨气,正反应速率不变,逆反应速率减小,错误;C项,增大压强,单位体积内活化分子数增多,反应速
率加快,错误;D项,若反应放出92.4 kJ热量,则过程中有3 mol H(g)被氧化,正确。
2
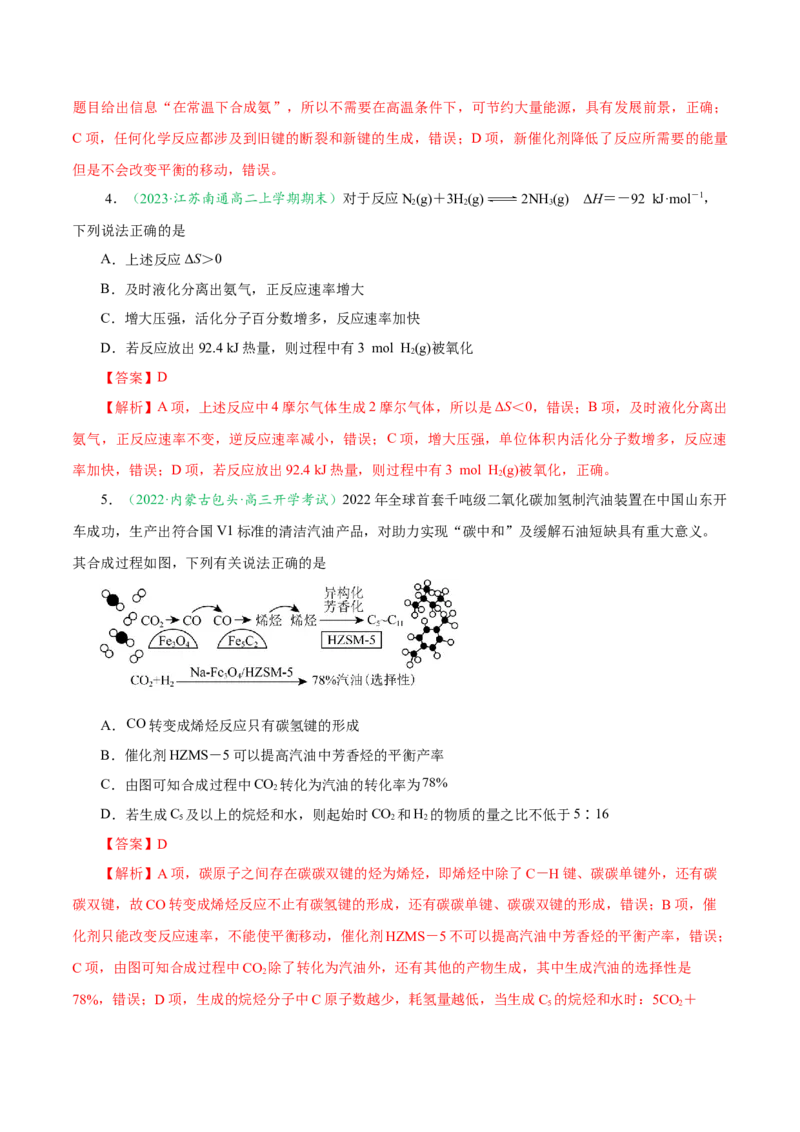
5.(2022·内蒙古包头·高三开学考试)2022年全球首套千吨级二氧化碳加氢制汽油装置在中国山东开
车成功,生产出符合国V1标准的清洁汽油产品,对助力实现“碳中和”及缓解石油短缺具有重大意义。
其合成过程如图,下列有关说法正确的是
A.CO转变成烯烃反应只有碳氢键的形成
B.催化剂HZMS-5可以提高汽油中芳香烃的平衡产率
C.由图可知合成过程中CO 转化为汽油的转化率为78%
2
D.若生成C 及以上的烷烃和水,则起始时CO 和H 的物质的量之比不低于5∶16
5 2 2
【答案】D
【解析】A项,碳原子之间存在碳碳双键的烃为烯烃,即烯烃中除了C-H键、碳碳单键外,还有碳
碳双键,故CO转变成烯烃反应不止有碳氢键的形成,还有碳碳单键、碳碳双键的形成,错误;B项,催
化剂只能改变反应速率,不能使平衡移动,催化剂HZMS-5不可以提高汽油中芳香烃的平衡产率,错误;
C项,由图可知合成过程中CO 除了转化为汽油外,还有其他的产物生成,其中生成汽油的选择性是
2
78%,错误;D项,生成的烷烃分子中C原子数越少,耗氢量越低,当生成C 的烷烃和水时:5CO+
5 216H―→C H +10HO,起始时CO 和H 的物质的量之比为5∶16,故当生成C 及以上的烷烃和水,则起
2 5 12 2 2 2 5
始时CO 和H 的物质的量之比不低于5∶16,正确。
2 2
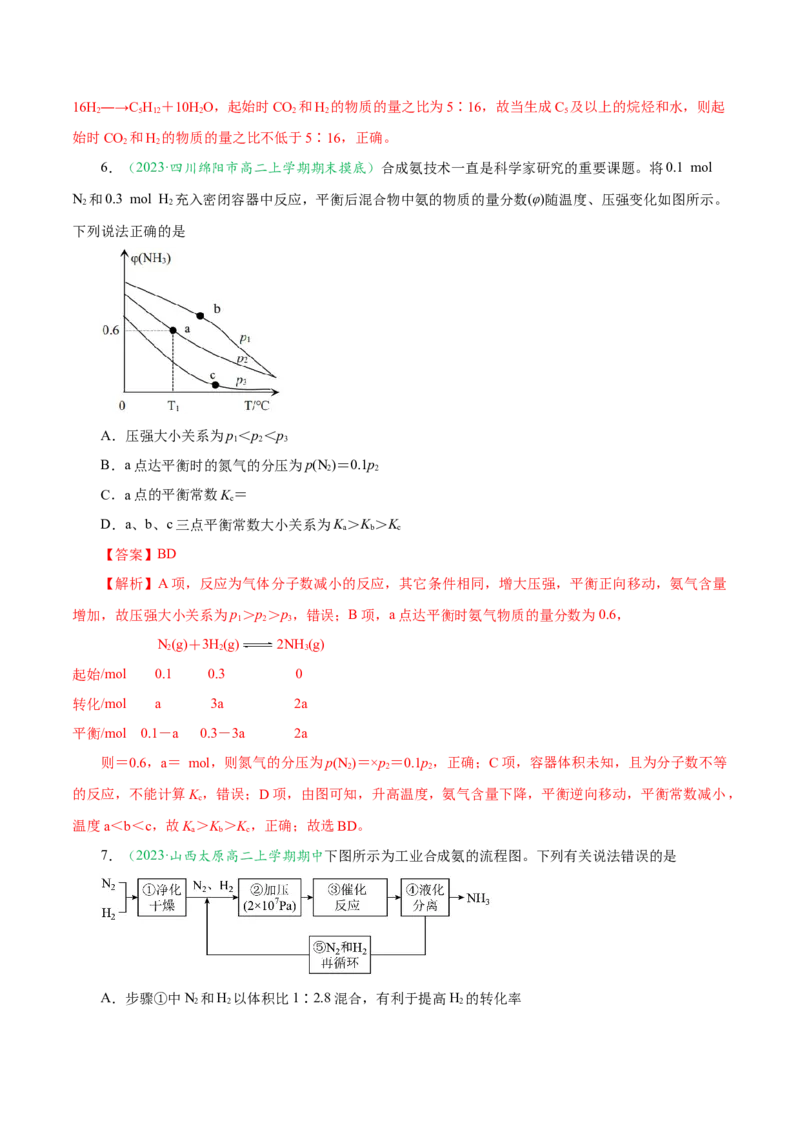
6.(2023·四川绵阳市高二上学期期末摸底)合成氨技术一直是科学家研究的重要课题。将0.1 mol
N 和0.3 mol H 充入密闭容器中反应,平衡后混合物中氨的物质的量分数(φ)随温度、压强变化如图所示。
2 2
下列说法正确的是
A.压强大小关系为p<p<p
1 2 3
B.a点达平衡时的氮气的分压为p(N)=0.1p
2 2
C.a点的平衡常数K=
c
D.a、b、c三点平衡常数大小关系为K>K >K
a b c
【答案】BD
【解析】A项,反应为气体分子数减小的反应,其它条件相同,增大压强,平衡正向移动,氨气含量
增加,故压强大小关系为p>p>p,错误;B项,a点达平衡时氨气物质的量分数为0.6,
1 2 3
N(g)+3H(g) 2NH (g)
2 2 3
起始/mol 0.1 0.3 0
转化/mol a 3a 2a
平衡/mol 0.1-a 0.3-3a 2a
则=0.6,a= mol,则氮气的分压为p(N)=×p=0.1p,正确;C项,容器体积未知,且为分子数不等
2 2 2
的反应,不能计算K,错误;D项,由图可知,升高温度,氨气含量下降,平衡逆向移动,平衡常数减小,
c
温度a<b<c,故K>K >K,正确;故选BD。
a b c
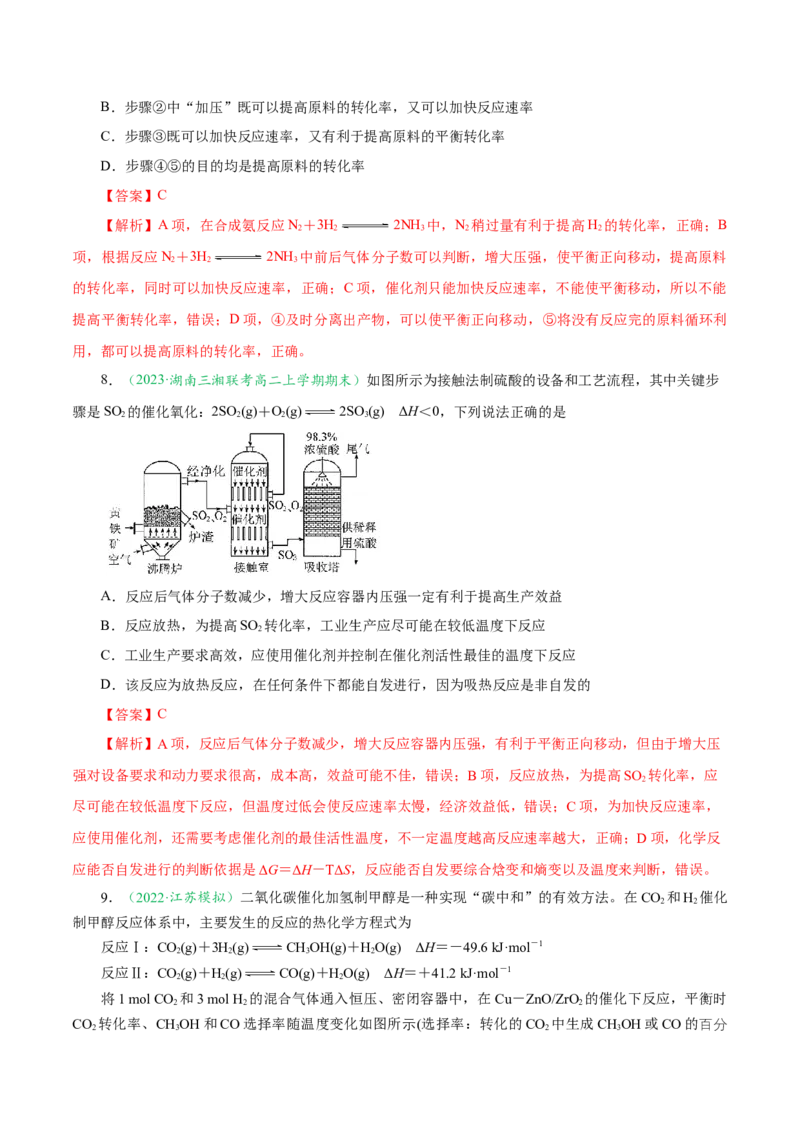
7.(2023·山西太原高二上学期期中下图所示为工业合成氨的流程图。下列有关说法错误的是
A.步骤①中N 和H 以体积比1∶2.8混合,有利于提高H 的转化率
2 2 2B.步骤②中“加压”既可以提高原料的转化率,又可以加快反应速率
C.步骤③既可以加快反应速率,又有利于提高原料的平衡转化率
D.步骤④⑤的目的均是提高原料的转化率
【答案】C
【解析】A项,在合成氨反应N +3H 2NH 中,N 稍过量有利于提高H 的转化率,正确;B
2 2 3 2 2
项,根据反应N +3H 2NH 中前后气体分子数可以判断,增大压强,使平衡正向移动,提高原料
2 2 3
的转化率,同时可以加快反应速率,正确;C项,催化剂只能加快反应速率,不能使平衡移动,所以不能
提高平衡转化率,错误;D项,④及时分离出产物,可以使平衡正向移动,⑤将没有反应完的原料循环利
用,都可以提高原料的转化率,正确。
8.(2023·湖南三湘联考高二上学期期末)如图所示为接触法制硫酸的设备和工艺流程,其中关键步
骤是SO 的催化氧化:2SO (g)+O(g) 2SO (g) ΔH<0,下列说法正确的是
2 2 2 3
A.反应后气体分子数减少,增大反应容器内压强一定有利于提高生产效益
B.反应放热,为提高SO 转化率,工业生产应尽可能在较低温度下反应
2
C.工业生产要求高效,应使用催化剂并控制在催化剂活性最佳的温度下反应
D.该反应为放热反应,在任何条件下都能自发进行,因为吸热反应是非自发的
【答案】C
【解析】A项,反应后气体分子数减少,增大反应容器内压强,有利于平衡正向移动,但由于增大压
强对设备要求和动力要求很高,成本高,效益可能不佳,错误;B项,反应放热,为提高SO 转化率,应
2
尽可能在较低温度下反应,但温度过低会使反应速率太慢,经济效益低,错误;C项,为加快反应速率,
应使用催化剂,还需要考虑催化剂的最佳活性温度,不一定温度越高反应速率越大,正确;D项,化学反
应能否自发进行的判断依据是ΔG=ΔH-TΔS,反应能否自发要综合焓变和熵变以及温度来判断,错误。
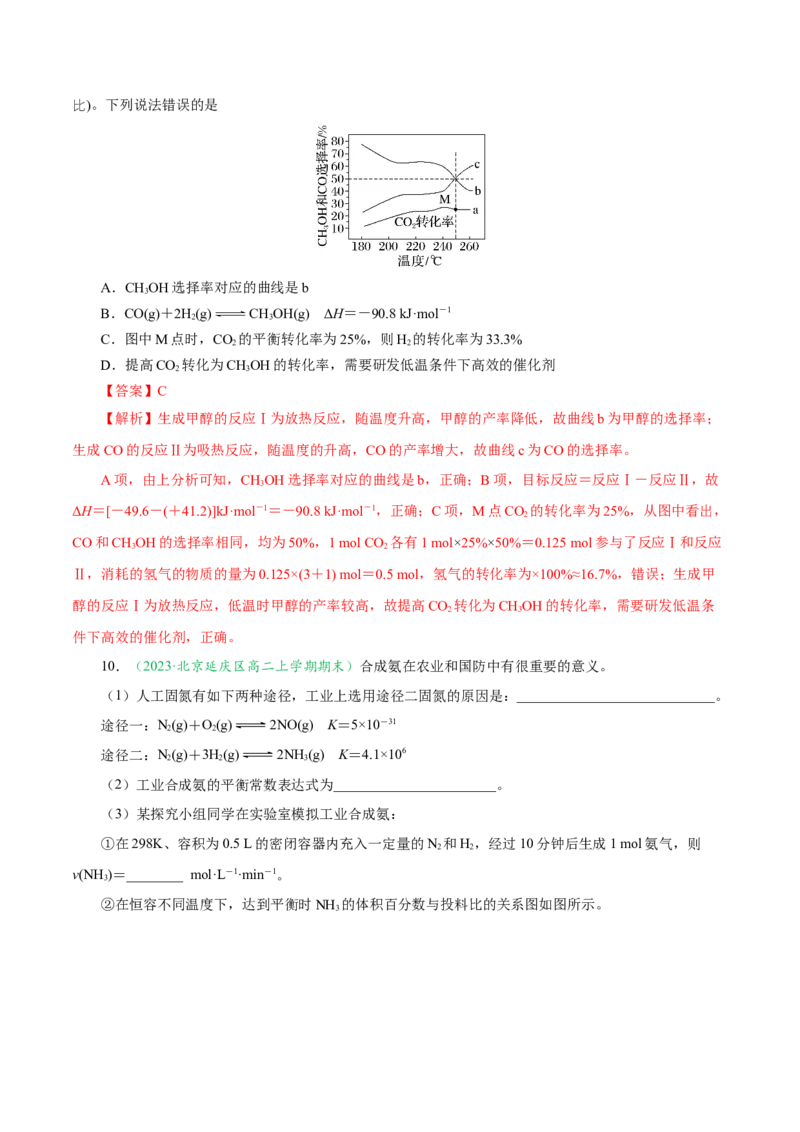
9.(2022·江苏模拟)二氧化碳催化加氢制甲醇是一种实现“碳中和”的有效方法。在CO 和H 催化
2 2
制甲醇反应体系中,主要发生的反应的热化学方程式为
反应Ⅰ:CO(g)+3H(g) CHOH(g)+HO(g) ΔH=-49.6 kJ·mol-1
2 2 3 2
反应Ⅱ:CO(g)+H(g) CO(g)+HO(g) ΔH=+41.2 kJ·mol-1
2 2 2
将1 mol CO 和3 mol H 的混合气体通入恒压、密闭容器中,在Cu-ZnO/ZrO 的催化下反应,平衡时
2 2 2
CO 转化率、CHOH和CO选择率随温度变化如图所示(选择率:转化的CO 中生成CHOH或CO的百分
2 3 2 3比)。下列说法错误的是
A.CHOH选择率对应的曲线是b
3
B.CO(g)+2H(g) CHOH(g) ΔH=-90.8 kJ·mol-1
2 3
C.图中M点时,CO 的平衡转化率为25%,则H 的转化率为33.3%
2 2
D.提高CO 转化为CHOH的转化率,需要研发低温条件下高效的催化剂
2 3
【答案】C
【解析】生成甲醇的反应Ⅰ为放热反应,随温度升高,甲醇的产率降低,故曲线b为甲醇的选择率;
生成CO的反应Ⅱ为吸热反应,随温度的升高,CO的产率增大,故曲线c为CO的选择率。
A项,由上分析可知,CHOH选择率对应的曲线是b,正确;B项,目标反应=反应Ⅰ-反应Ⅱ,故
3
ΔH=[-49.6-(+41.2)]kJ·mol-1=-90.8 kJ·mol-1,正确;C项,M点CO 的转化率为25%,从图中看出,
2
CO和CHOH的选择率相同,均为50%,1 mol CO 各有1 mol×25%×50%=0.125 mol参与了反应Ⅰ和反应
3 2
Ⅱ,消耗的氢气的物质的量为0.125×(3+1) mol=0.5 mol,氢气的转化率为×100%≈16.7%,错误;生成甲
醇的反应Ⅰ为放热反应,低温时甲醇的产率较高,故提高CO 转化为CHOH的转化率,需要研发低温条
2 3
件下高效的催化剂,正确。
10.(2023·北京延庆区高二上学期期末)合成氨在农业和国防中有很重要的意义。
(1)人工固氮有如下两种途径,工业上选用途径二固氮的原因是:____________________________。
途径一:N(g)+O(g) 2NO(g) K=5×10-31
2 2
途径二:N(g)+3H(g) 2NH (g) K=4.1×106
2 2 3
(2)工业合成氨的平衡常数表达式为_______________________。
(3)某探究小组同学在实验室模拟工业合成氨:
①在298K、容积为0.5 L的密闭容器内充入一定量的N 和H,经过10分钟后生成1 mol氨气,则
2 2
v(NH )=________ mol·L-1·min-1。
3
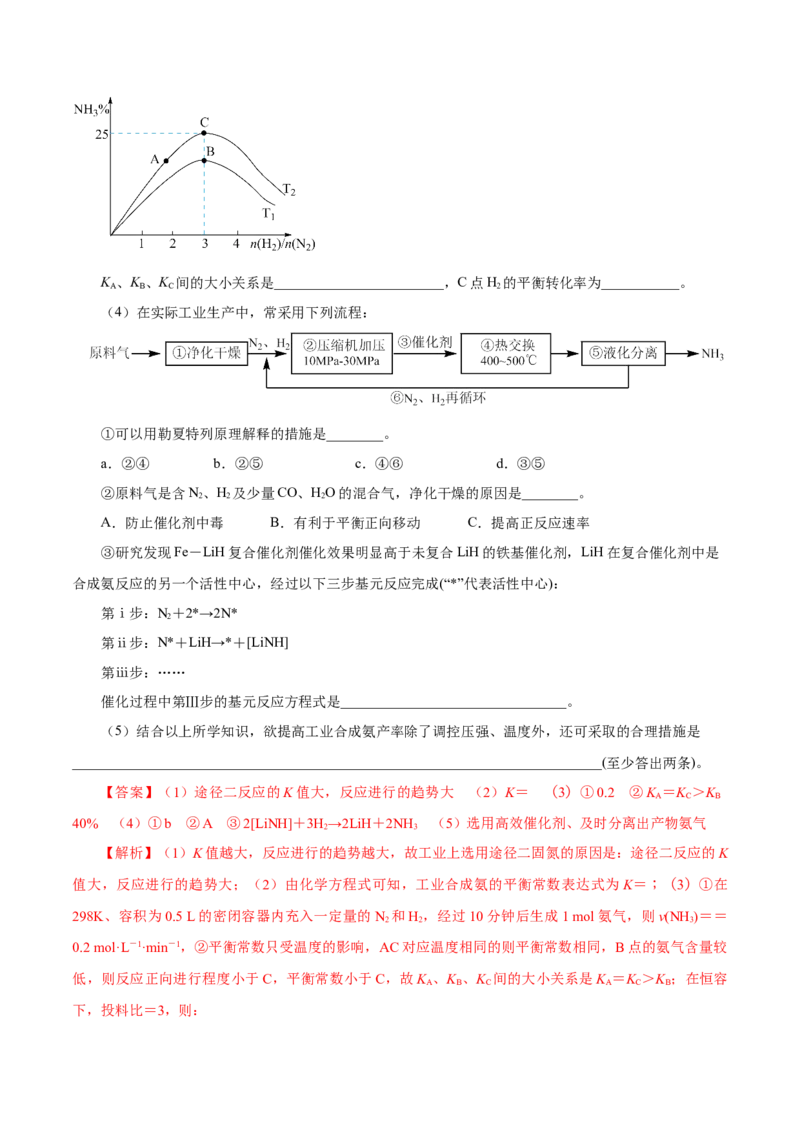
②在恒容不同温度下,达到平衡时NH 的体积百分数与投料比的关系图如图所示。
3K 、K 、K 间的大小关系是________________________,C点H 的平衡转化率为___________。
A B C 2
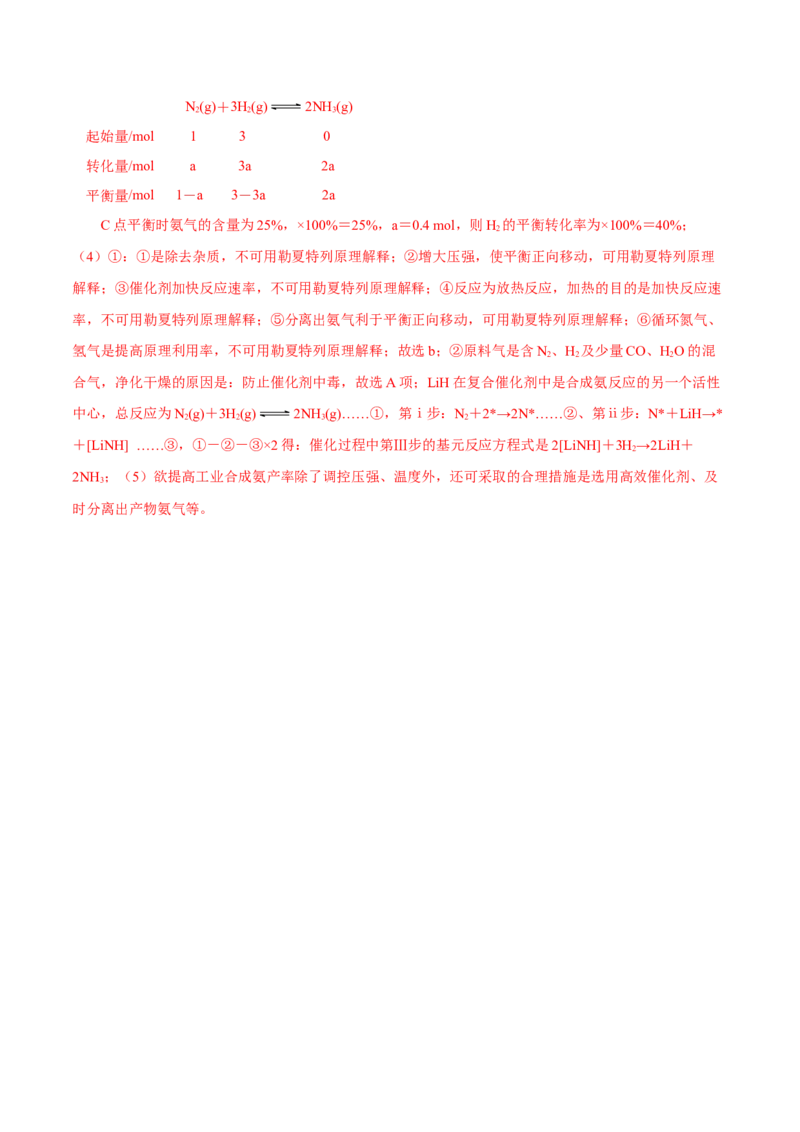
(4)在实际工业生产中,常采用下列流程:
①可以用勒夏特列原理解释的措施是________。
a.②④ b.②⑤ c.④⑥ d.③⑤
②原料气是含N、H 及少量CO、HO的混合气,净化干燥的原因是________。
2 2 2
A.防止催化剂中毒 B.有利于平衡正向移动 C.提高正反应速率
③研究发现Fe-LiH复合催化剂催化效果明显高于未复合LiH的铁基催化剂,LiH在复合催化剂中是
合成氨反应的另一个活性中心,经过以下三步基元反应完成(“*”代表活性中心):
第ⅰ步:N+2*→2N*
2
第ⅱ步:N*+LiH→*+[LiNH]
第ⅲ步:……
催化过程中第Ⅲ步的基元反应方程式是________________________________。
(5)结合以上所学知识,欲提高工业合成氨产率除了调控压强、温度外,还可采取的合理措施是
___________________________________________________________________________(至少答出两条)。
【答案】(1)途径二反应的K值大,反应进行的趋势大 (2)K= (3)①0.2 ②K =K >K
A C B
40% (4)①b ②A ③2[LiNH]+3H→2LiH+2NH (5)选用高效催化剂、及时分离出产物氨气
2 3
【解析】(1)K值越大,反应进行的趋势越大,故工业上选用途径二固氮的原因是:途径二反应的K
值大,反应进行的趋势大;(2)由化学方程式可知,工业合成氨的平衡常数表达式为K=;(3)①在
298K、容积为0.5 L的密闭容器内充入一定量的N 和H ,经过10分钟后生成1 mol氨气,则v(NH )==
2 2 3
0.2 mol·L-1·min-1,②平衡常数只受温度的影响,AC对应温度相同的则平衡常数相同,B点的氨气含量较
低,则反应正向进行程度小于C,平衡常数小于C,故K 、K 、K 间的大小关系是K =K >K ;在恒容
A B C A C B
下,投料比=3,则:N(g)+3H(g) 2NH (g)
2 2 3
起始量/mol 1 3 0
转化量/mol a 3a 2a
平衡量/mol 1-a 3-3a 2a
C点平衡时氨气的含量为25%,×100%=25%,a=0.4 mol,则H 的平衡转化率为×100%=40%;
2
(4)①:①是除去杂质,不可用勒夏特列原理解释;②增大压强,使平衡正向移动,可用勒夏特列原理
解释;③催化剂加快反应速率,不可用勒夏特列原理解释;④反应为放热反应,加热的目的是加快反应速
率,不可用勒夏特列原理解释;⑤分离出氨气利于平衡正向移动,可用勒夏特列原理解释;⑥循环氮气、
氢气是提高原理利用率,不可用勒夏特列原理解释;故选b;②原料气是含N、H 及少量CO、HO的混
2 2 2
合气,净化干燥的原因是:防止催化剂中毒,故选A项;LiH在复合催化剂中是合成氨反应的另一个活性
中心,总反应为N(g)+3H(g) 2NH (g)……①,第ⅰ步:N+2*→2N*……②、第ⅱ步:N*+LiH→*
2 2 3 2
+[LiNH] ……③,①-②-③×2得:催化过程中第Ⅲ步的基元反应方程式是2[LiNH]+3H→2LiH+
2
2NH ;(5)欲提高工业合成氨产率除了调控压强、温度外,还可采取的合理措施是选用高效催化剂、及
3
时分离出产物氨气等。

