文档内容
联系电话:0311-67663978
4.7 石油化工设备安装技术
2.球壳和零部件的检查验收
1)质量证明文件检查
2025年一级建造师
(1)球形罐质量证明书包括的内容:制造竣工图样;压力容器产品合格证;产品质量证
破题—机电
明文件;特种设备制造监督检验证书。
(2)产品技术资料包括:质量计划或检验计划;主要受压元件材质证明书及复验报告;
材料清单;材料代用审批证明;结构尺寸检查报告;焊接记录;热处理报告及自 动记
主讲:王峰
录曲线;无损检测报告;产品焊接试件检验报告;产品铭牌的拓印件或者复印件。
1 2
4.7 石油化工设备安装技术 4.7.3 金属球罐安装技术
384.下列属于金属球罐质量证明书的是( )。 5.球形罐焊后整体热处理
A.制造竣工图样
3)热处理工艺实施
B.结构尺寸检查报告
(1)球形罐整体热处理方法(内燃法)
C.产品质量证明文件
①用燃烧产生的烟气在球形罐内部加热并进行温度控制,球罐外部保温而达到热
D.材料清单
处理要求的热处理工艺温度。2000m³以下的球形罐宜采用负压内燃法,2000m³及
E.特种设备制造监督检验证书
以上的球形罐宜采用正压内燃法。在罐体上安装热电偶测量加热温度。
荣胜教育答案:ACE
②球形罐热处理时的外保温材料宜采用岩棉或超细玻璃棉。
3
视频42—43集 1 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7.3 金属球罐安装技术 4.7 石油化工设备安装技术
385.下列关于球形罐热处理工艺实施说法错误的是( )。
(2)热处理工艺要求
A.球形罐焊后整体热处理应在压力试验前进行
应严格监控热处理温度、升降温速度和温差;测温点在球壳外表面均匀布置,相
B.2000m³的球形罐宜采用负压内燃法
邻测温点间距小于4.5m,测温点总数应符合规定;在距上、下人孔与球壳板环焊
C.岩棉或超细玻璃棉可作为热处理时的外保温材料
缝边缘200mm范围内各设1个测温点,每个产品焊接试件应设1个测温点。
D.热处理温度、升降温速度和温差应严格监控
荣胜教育答案:B
5 6
4.7.3 金属球罐安装技术 4.7 石油化工设备安装技术
2)泄漏性试验 386.下列属于球形罐泄漏性试验的是( )。
(1)试验条件: A.气密性试验
球罐需经水压试验合格后方可进行泄漏性试验; 害俺漏气 B.氨检漏试验
C.卤素检漏试验
泄漏性试验分为气密性试验、氨检漏试验、卤素检漏试验和氦检漏试验,
D.氦检漏试验
应按照设计文件规定和要求进行泄漏性试验;
E.煤油渗漏试验
气密性试验所用气体为干燥的洁净空气、氮气或其他惰性气体;
试验压力为球罐的设计压力。
荣胜教育答案:ABCD
7 8
视频42—43集 2 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7.4 设备钢结构制作与安装技术 4.7.4 设备钢结构制作与安装技术
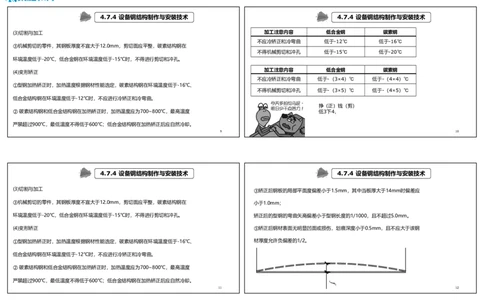
(3)切割与加工 加工注意内容 低合金钢 碳素钢
不应冷矫正和冷弯曲 低于-12℃ 低于-16℃
③机械剪切的零件,其钢板厚度不宜大于12.0mm,剪切面应平整,碳素结构钢在
不得机械剪切和冲孔 低于-15℃ 低于-20℃
环境温度低于-20℃,低合金钢在环境温度低于-15℃时,不得进行剪切和冲孔。
加工注意内容 低合金钢 碳素钢
(4)变形矫正
不应冷矫正和冷弯曲 低于-(3×4)℃ 低于-(4×4)℃
①型钢加热矫正时,加热温度根据钢材性能选定,碳素结构钢在环境温度低于-16℃、
不得机械剪切和冲孔 低于-(3×5)℃ 低于-(4×5)℃
低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
挣(正)钱(剪)
② 碳素结构钢和低合金结构钢在加热矫正时,加热温度应为700~800℃,最高温度 低3下4,
严禁超过900℃,最低温度不得低于600℃;低合金结构钢在加热矫正后应自然冷却。
9 10
4.7.4 设备钢结构制作与安装技术 4.7.4 设备钢结构制作与安装技术
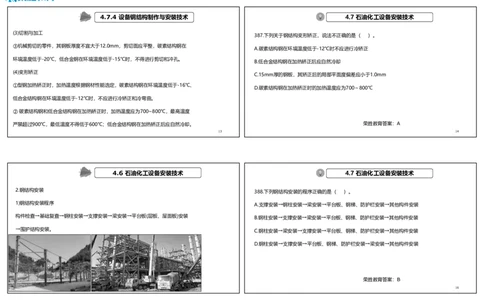
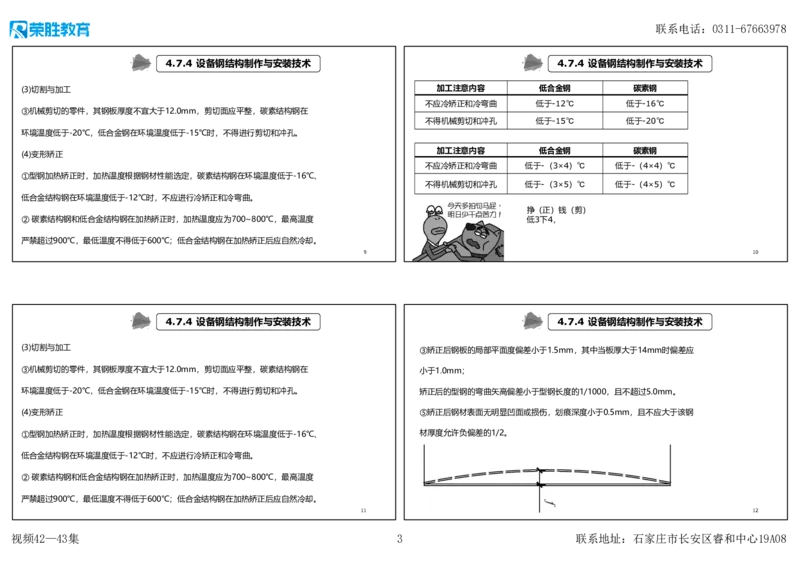
(3)切割与加工 ③矫正后钢板的局部平面度偏差小于1.5mm,其中当板厚大于14mm时偏差应
③机械剪切的零件,其钢板厚度不宜大于12.0mm,剪切面应平整,碳素结构钢在 小于1.0mm;
环境温度低于-20℃,低合金钢在环境温度低于-15℃时,不得进行剪切和冲孔。 矫正后的型钢的弯曲矢高偏差小于型钢长度的1/1000,且不超过5.0mm。
(4)变形矫正 ⑤矫正后钢材表面无明显凹面或损伤,划痕深度小于0.5mm,且不应大于该钢
①型钢加热矫正时,加热温度根据钢材性能选定,碳素结构钢在环境温度低于-16℃、 材厚度允许负偏差的1/2。
低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
② 碳素结构钢和低合金结构钢在加热矫正时,加热温度应为700~800℃,最高温度
严禁超过900℃,最低温度不得低于600℃;低合金结构钢在加热矫正后应自然冷却。
11 12
视频42—43集 3 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7.4 设备钢结构制作与安装技术 4.7 石油化工设备安装技术
(3)切割与加工
387.下列关于钢结构变形矫正,说法不正确的是( )。
③机械剪切的零件,其钢板厚度不宜大于12.0mm,剪切面应平整,碳素结构钢在
A.碳素结构钢在环境温度低于-12℃时不应进行冷矫正
环境温度低于-20℃,低合金钢在环境温度低于-15℃时,不得进行剪切和冲孔。
B.低合金结构钢在加热矫正后应自然冷却
(4)变形矫正
C.15mm厚的钢板,其矫正后的局部平面度偏差应小于1.0mm
①型钢加热矫正时,加热温度根据钢材性能选定,碳素结构钢在环境温度低于-16℃、
D.碳素结构钢在加热矫正时的加热温度应为700~800℃
低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
② 碳素结构钢和低合金结构钢在加热矫正时,加热温度应为700~800℃,最高温度
严禁超过900℃,最低温度不得低于600℃;低合金结构钢在加热矫正后应自然冷却。 荣胜教育答案:A
13 14
4.6 石油化工设备安装技术 4.7 石油化工设备安装技术
2.钢结构安装 388.下列钢结构安装的程序正确的是( )。
1)钢结构安装程序 A.支撑安装→钢柱安装→梁安装→平台板、钢梯、防护栏安装→其他构件安装
构件检查→基础复查→钢柱安装→支撑安装→梁安装→平台板(层板、屋面板)安装 B.钢柱安装→支撑安装→梁安装→平台板、钢梯、防护栏安装→其他构件安装
→围护结构安装。 C.钢柱安装→梁安装→支撑安装→平台板、钢梯、防护栏安装→其他构件安装
D.钢柱安装→支撑安装→平台板、钢梯、防护栏安装→梁安装→其他构件安装
荣胜教育答案:B
16
视频42—43集 4 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7.4 设备钢结构制作与安装技术 4.7.4 设备钢结构制作与安装技术
(4)高强度螺栓连接副施拧分为初拧和终拧。大型节点在初拧和终拧间增加 (7)高强度大六角头螺栓连接副终拧扭矩检査:宜在螺栓终拧1h后、48h之
复拧。初拧扭矩值可取终拧扭矩的50%,复拧扭矩应等于初拧扭矩。初拧(复
前完成检查。检查方法采用扭矩法或转角法,与施工方法相同。
拧)后应对螺母涂刷颜色标记。高强度螺栓的拧紧宜在24h内完成。
检查数量为节点数的10%,但不应少于10个节点,每个被抽査节点按螺栓数
(5)高强度螺栓应按照一定顺序施拧,宜由螺栓群中央顺序向外拧紧。扭剪
抽查10%,且不应少于2个。
型高强度螺栓连接副应采用专业电动扳手施拧。
(6)终拧以拧断螺栓尾部梅花头为合格; 高强度大六角头螺栓连接副终拧后,
应用0.3kg重小锤敲击螺母对高强度螺栓进行逐个检查,不得有漏拧。
总结 4.7 石油化工设备安装技术
螺栓类型 拧紧方式 施拧合格标准 要求
389.有关高强度螺栓连接及检验的说法,错误的是( )。
高强度大
初拧(复拧)、终拧 扭矩法/转角法
六角
初拧扭矩=复拧扭矩=50%终拧扭矩 A.高强度大六角头螺栓连接副终拧扭矩检查宜在螺栓终拧1h后、48h之前完成检查
24h内完成拧紧,初拧(复拧)后标记
扭剪型 初拧(复拧)、终拧 拧断梅花头 B.不能自由穿入时可采用气割扩孔且扩孔数量应征得设计单位同意
C.高强度大六角头螺栓连接副终拧后,应用小锤敲击螺母逐个检查
螺栓类型 节点比例 螺栓数量 其他要求
D.高强度螺栓连接副复拧扭矩值应等于终拧扭矩
每节点螺栓数抽查10%,1h后,48h前
高强度大六角 节点10%,≥10个
≥2个。 扭矩法或转角法检查。
E.高强度螺栓连接副终拧后,螺栓丝扣应外露1~4扣
节点10%,≥10个 除构造原因外,未拧掉 所有未拧掉的,
扭剪型
的≤5% 用转角法、转矩法终拧标记
19 20
视频42—43集 5 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7.4 设备钢结构制作与安装技术 4.7.4 设备钢结构制作与安装技术
(8)扭剪型高强度螺栓终拧后,除因构造原因无法使用专用扳手终拧掉梅花卡
(3)高强度螺栓安装时,穿入方向应一致。应能自由穿入螺栓孔,不得强
头者除外,未在终拧中扭断梅花卡头的螺纹数不应大于该节点螺栓数的5%。
行穿入。螺栓不能自由穿入时可采用铰刀或锉刀修整螺栓孔,不得采用气割
扩孔。扩孔数量应征得设计单位同意。 对所有梅花卡头未拧掉的扭剪型高强度螺栓连接副用扭矩法或转角法进行终拧
并作标记。检查数量为节点数的10%,但不应少于10个节点。
(9)高强度螺栓连接副终拧后,螺栓丝扣外露应为2〜3扣,其中允许有10%的
螺栓丝扣外露1扣或4扣。
4.7 石油化工设备安装技术 4.7.4 设备钢结构制作与安装技术
3.钢结构安装注意事项
389.有关高强度螺栓连接及检验的说法,错误的是( )。
(1)多节柱安装时,每节柱的定位轴线应从地面控制轴线直接引上,不得从
A.高强度大六角头螺栓连接副终拧扭矩检查宜在螺栓终拧1h后、48h之前完成检查
下层柱的轴线引上,避免造成过大的累积误差。
B.不能自由穿入时可采用气割扩孔且扩孔数量应征得设计单位同意
C.高强度大六角头螺栓连接副终拧后,应用小锤敲击螺母逐个检查 (2)钢网架结构总拼完成后及屋面工程完成后应分别测量其挠度值,且所测的
D.高强度螺栓连接副复拧扭矩值应等于终拧扭矩 挠度值不应超过相应设计值的1.15倍。
E.高强度螺栓连接副终拧后,螺栓丝扣应外露1~4扣
荣胜教育答案:BDE
23
视频42—43集 6 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7.4 设备钢结构制作与安装技术 4.7.4 设备钢结构制作与安装技术
(4)薄涂型防火涂料的涂层厚度应符合有关耐火极限的设计要求。厚涂型防火涂料
(3)涂料、涂装遍数、涂层厚度均应符合设计要求。当设计对涂层厚度无要求时,
涂层的厚度,80%及以上面积应符合有关耐火极限的设计要求,且最薄处厚度不
涂层干漆膜总厚度:室外应为150μm, 室内应为125μm, 其允许偏差为-25μm。
应低于设计要求的85%。
每遍涂层干漆膜厚度的允许偏差为-5μm。
26
4.7 石油化工设备安装技术 4.7.5 长输管道施工技术
390.下列关于钢结构安装说法不正确的是( )。 4)防腐管运输与保管
A.钢网架结构总拼完成后测量其挠度值不应超过设计值的1.15倍 (4)防腐管的保管(堆放):管道不允许接触地面,管道与地面的最小距离为
B.厚涂型防火涂料,最薄处厚度不应低于设计要求的80% 0.2m,两端及中部用沙袋衬垫;防腐管的最大堆放层数为2层,并均匀分
C.室外钢结构的涂层干漆膜厚度应为150μm 布管垛,露天存放时间不应超过3个月。
D.薄涂型防火涂料的涂层厚度应符合有关耐火极限的设计要求
荣胜教育答案:B
27 28
视频42—43集 7 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
4)防腐管运输与保管
391.长输管道防腐管运输与保管时,下列说法不符合规定的是( )。
(1)逐根检查验收防腐管的数量、防腐层质量、管口几何尺寸。
A.堆放时管道与地面的距离应不小于0.2m
(2)防腐管装卸使用专用吊钩,与管子接触的表面要衬上软质材料,与管子接触
B.堆放层数应不超过2层
面做成与管子内壁相同的弧度。起吊和卸管时应轻起轻放,避免管子与其他物
C.防腐管装卸使用的专用吊钩可直接与管子接触
体或管子之间相互碰撞。
D.管子露天存放时间不应超过3个月
荣胜教育答案:C
29 30
4.7.5 长输管道施工技术 4.7 石油化工设备安装技术
6)管口组对与焊接 (6)必须在每层焊道全部完成后,才能开始下一层焊道的焊接;根焊完成后,用角
(1)管子坡口加工之前用直尺或卡规检查管口的椭圆度;切割钢管时切割面应平整,
向磨光机修磨清理根焊道表面的熔渣、飞溅物、缺陷及焊缝凸高,修磨时不得伤
不得有裂纹,坡口面与管子中心线垂直;管口清理与组对焊接的间隔时间不宜超过
及钢管外表面的坡口形状;根焊结束后立即进行填充层的焊接;手工电弧下向焊
2h,以避免二次清口;每天下班前在管口安装具有防水功能的临时管帽。
(2)优先采用内对口器进行管道组对。采用内对口器时,根焊道完成后方可将内对 及半自动下向焊宜采用焊接流水作业方式。
口器撤离;采用外对口器时,根焊道完成60%以上时,方可将其撤离。
(3)焊接方法宜采用下向焊方式,手工焊打底加自保护药芯半自动焊的方法进行主
体管线的焊接;采用手工电弧焊进行焊缝返修。
31 32
视频42—43集 8 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7 石油化工设备安装技术 4.7.5 长输管道施工技术
392.下列关于长输管道管口组对与焊接说法不正确的是( )。 11)管道试压
(1)每段试压时的压力表不少于2块,分别安装在试压管段的首末端。压力表量程为
A.管子坡口加工之前用直尺或卡规检查管口的椭圆度
试验压力的1.5~3倍。试压管段的首、末端都设置测温仪,记录管道温度,温度自
B.管口清理与组对焊接的间隔时间不宜超过2h
动记录仪、压力自动记录仪24h记录。
C.优先采用外对口器进行管道组对
(2)试压分三个阶段:
D.每层焊道全部完成后才能开始下一层焊道的焊接
第一阶段是达到强度试验压力的30%,检查管件、焊口和阀门无异常现象,15min
后继续升压;
第二阶段是达到强度试验压力的60%,无异常,15min后继续升压;
荣胜教育答案:C 第三阶段是达到强度试验压力的100%,无异常,进行强度稳压。
33 34
4.7.5 长输管道施工技术 4.7 石油化工设备安装技术
393.下列有关长输管道试压的说法,错误的是( )。
(3)严密性试验:管道强度试压合格后,将试压管段最高点的压力降到设计压
A.每段试压时的压力表不少于2块
力,压力稳定后,开始进行24h的严密性试验。在规定的最低压力下,严密性
B.试压管段的首、末端应设置测温仪和压力表
试验维持24h,压降不大于1%试验压力值则严密性试验合格。 C.压力表量程为试验压力的1.5~2倍
D.严密性试验应在管道强度试压合格后进行
荣胜教育答案:C
35 36
视频42—43集 9 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
总结 4.7.5 长输管道施工技术
12)三桩埋设
工业管道——试压
试验用压力表的满刻度值应为被测最大压力的1.5~2倍。 管道上方的各种地面标记,用于保护管道,包括里程桩、标志桩、通信标石、加密
桩、警示牌等。
石油化工——塔器设备压力试验 (1)里程桩:里程桩应自首站0km起每1km设置一个;里程桩上标记该处管道里程,
压力表量程不低于1.5倍且不高于3倍试验压力。 精确到米。
(2)标志桩:转角桩、交叉桩、设施桩、穿越桩等。
石油化工——长输管道压力试验、 (3)加密桩:在管道正上方每100m处设置一个加密桩。
压力表量程为试验压力的1.5~3倍。
(4)警示牌:警示牌应设置在管道穿越大中型河流、隧道、邻近水库及泄洪区、水
渠、人口密集区、自然与地质灾害频发区、采空区、第三方施工活动频繁区等地段。
37 38
4.7.5 长输管道施工技术 4.7 石油化工设备安装技术
394.长输管线中的三桩埋设指的是( )。
A.里程桩
B.标志桩
C.控制桩
D.加密桩
E.测试桩
荣胜教育答案:ABD
39 40
视频42—43集 10 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
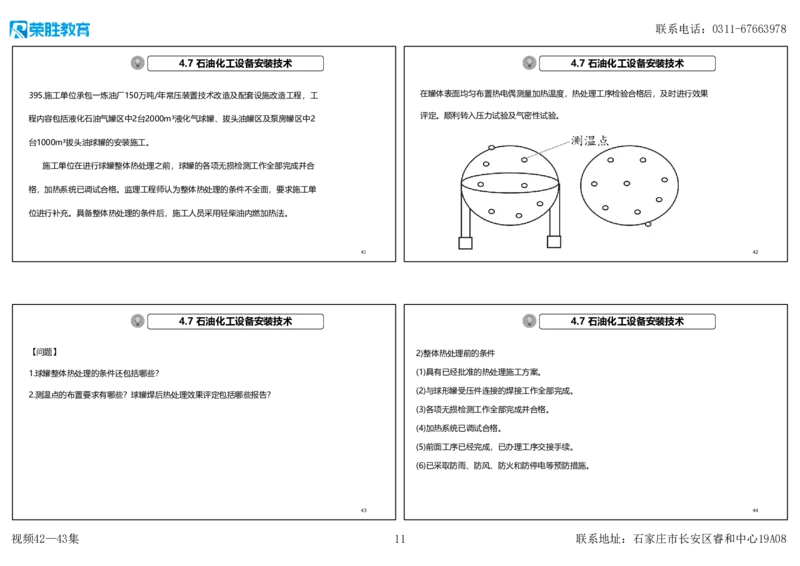
395.施工单位承包一炼油厂150万吨/年常压装置技术改造及配套设施改造工程,工 在罐体表面均匀布置热电偶测量加热温度,热处理工序检验合格后,及时进行效果
评定。顺利转入压力试验及气密性试验。
程内容包括液化石油气罐区中2台2000m³液化气球罐、拔头油罐区及泵房罐区中2
台1000m³拔头油球罐的安装施工。
施工单位在进行球罐整体热处理之前,球罐的各项无损检测工作全部完成并合
格,加热系统已调试合格。监理工程师认为整体热处理的条件不全面,要求施工单
位进行补充。具备整体热处理的条件后,施工人员采用轻柴油内燃加热法。
41 42
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
【问题】 2)整体热处理前的条件
1.球罐整体热处理的条件还包括哪些? (1)具有已经批准的热处理施工方案。
(2)与球形罐受压件连接的焊接工作全部完成。
2.测温点的布置要求有哪些?球罐焊后热处理效果评定包括哪些报告?
(3)各项无损检测工作全部完成并合格。
(4)加热系统已调试合格。
(5)前面工序已经完成,已办理工序交接手续。
(6)已采取防雨、防风、防火和防停电等预防措施。
43 44
视频42—43集 11 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
1.球罐整体热处理的条件还包括哪些? 【问题】
1. 具有已经批准的热处理施工方案;与球形 罐受压件连接的焊接工作全部完成; 1.球罐整体热处理的条件还包括哪些?
前面工序已经完 成,已办理工序交接手续;已采取防雨、防风、防火 和防停电等 2.测温点的布置要求有哪些?球罐焊后热处理效果评定包括哪些报告?
预防措施。
45 46
4.7.3 金属球罐安装技术 4.7 石油化工设备安装技术
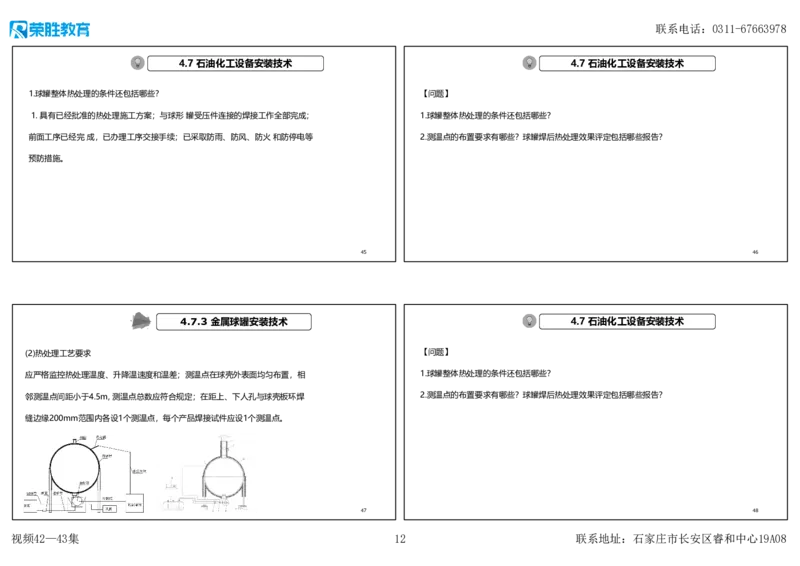
(2)热处理工艺要求 【问题】
应严格监控热处理温度、升降温速度和温差;测温点在球壳外表面均匀布置,相 1.球罐整体热处理的条件还包括哪些?
邻测温点间距小于4.5m, 测温点总数应符合规定;在距上、下人孔与球壳板环焊 2.测温点的布置要求有哪些?球罐焊后热处理效果评定包括哪些报告?
缝边缘200mm范围内各设1个测温点,每个产品焊接试件应设1个测温点。
47 48
视频42—43集 12 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
4)整体热处理后质量检验 2.测温点的布置要求有哪些?球罐焊后热处理效果评定包括哪些报告?
球罐焊后热处理效果评定,包括热处理工艺报告和产品试板力学性能试验报告。
2.(1)相邻测温点间距小于 4.5m,测温点总数 应符合规定;在距上、下人孔与球
(1)热处理工艺报告的内容
壳板环焊缝边缘 200mm 范围内各设 1 个测温点,每个产品焊接试件 应设1个测温
测温仪表在现场实测的工艺曲线,标定实际工艺参数;根据工艺曲线数据填写的说明
点。
表格,有加热温度、保温时间、保温温差、加热速度及冷却速度,加热和冷却过 程中
(2)球罐焊后热处理效果评定,包括热处理工艺报告和产品试板力学性能试验报告。
的最大温差,热处理方法及热处理时间;热处理工艺效果评定及说明;热电偶布置图。
(2)产品焊接试板检验
产品焊接试板应与球罐一起进行热处理,试件的检验与评定按《承压设备产品焊接 试
件的力学性能检验》NB/T47016—2023 和设计文件要求进行。
49 50
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
396.施工单位承包一会展中心钢结构安装工程,会展中心分为地上三层和地下一层。 本工程上、下柱之间采用焊接连接,主梁与钢柱的连接形式为高强度大六角头
钢结构安装中的测量控制贯穿全过程,是关键性工作。技术人员针对其中的要点向 螺栓连接,构件吊装就位后,采用普通螺栓临时固定,钢柱、钢梁调整后更换高强
施工人员进行交底时明确指出,多节柱安装时,不得从下层柱的轴线引上。钢结构 度螺栓。螺栓节点有120个,每个节点有200个螺栓。高强度螺栓的拧紧分为初拧和
应按照柱、支撑、梁等的顺序安装:首节钢柱安装后及时进行校正,长度大于21m 终拧两个工序,施工时先拧紧螺栓群周围螺栓,再拧中央部位的螺栓。施工班组在
的单根钢梁吊装需经计算确定吊点数量。 施拧过程中决定对不能自由穿入的螺栓孔进行气割扩孔。专业监理工程师发现后及
时制止。经项目部调整,钢结构安装顺利完成。
51 52
视频42—43集 13 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
【问题】 396.施工单位承包一会展中心钢结构安装工程,会展中心分为地上三层和地下一层。
1.多节柱安装时不得从下层柱的轴线引上的原因是什么?正确做法是什么? 钢结构安装中的测量控制贯穿全过程,是关键性工作。技术人员针对其中的要点向
2.首节钢柱安装后应校正哪些内容?长度大于21m的单根钢梁吊装需确定几个吊点, 施工人员进行交底时明确指出,多节柱安装时,不得从下层柱的轴线引上。钢结构
还可采用什么方式吊装? 应按照柱、支撑、梁等的顺序安装:首节钢柱安装后及时进行校正,长度大于21m
3.高强度大六角头螺栓应抽检的数量是多少?初拧扭矩值可如何取值?扭剪型高强 的单根钢梁吊装需经计算确定吊点数量。
度螺栓终拧合格标准是什么?
4.高强度螺栓施工存在什么问题,如何整改?
53 54
4.7.4 设备钢结构制作与安装技术 4.7 石油化工设备安装技术
3.钢结构安装注意事项
1.多节柱安装时不得从下层柱的轴线引上的原因是什么?正确做法是什么?
(1)多节柱安装时,每节柱的定位轴线应从地面控制轴线直接引上,不得从
1. 避免造成过大的累积误差。正确做法应从地面控制轴线直接引上。
下层柱的轴线引上,避免造成过大的累积误差。
(2)钢网架结构总拼完成后及屋面工程完成后应分别测量其挠度值,且所测的
挠度值不应超过相应设计值的1.15倍。
56
视频42—43集 14 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
【问题】 3)框架和管廊的安装
1.多节柱安装时不得从下层柱的轴线引上的原因是什么?正确做法是什么? 框架是指钢构件通过焊接或螺栓连接组成的用于支撑设备或作为操作平台的
2.首节钢柱安装后应校正哪些内容?长度大于21m的单根钢梁吊装需确定几个吊点, 稳定空间钢结构体系;管廊是指钢构件通过焊接或螺栓连接组成的支撑管道的
还可采用什么方式吊装?
稳定空间钢结构体系。二者是典型的工业钢结构。
3.高强度大六角头螺栓应抽检的数量是多少?初拧扭矩值可如何取值?扭剪型高强
(1)按照柱、支撑、梁等的顺序安装:首节钢柱安装后要及时进行垂直度、标高
度螺栓终拧合格标准是什么?
和轴线位置校正;采用两点起吊安装钢梁,单根钢梁长度大于21m 时,需计算
4.高强度螺栓施工存在什么问题,如何整改?
确定3~4个吊点或采用平衡梁吊装。
57 58
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
2.首节钢柱安装后应校正哪些内容?长度大于21m的单根钢梁吊装需确定几个吊点, 【问题】
还可采用什么方式吊装? 1.多节柱安装时不得从下层柱的轴线引上的原因是什么?正确做法是什么?
2. 首节钢柱安装后要及时进行垂直度、标高和轴线位置校正。长度大于 21m 的单 2.首节钢柱安装后应校正哪些内容?长度大于21m的单根钢梁吊装需确定几个吊点,
根钢梁吊装需计 算确定 3 ~ 4 个吊点。也可采用平衡梁吊装。 还可采用什么方式吊装?
3.高强度大六角头螺栓应抽检的数量是多少?初拧扭矩值可如何取值?扭剪型高强
度螺栓终拧合格标准是什么?
4.高强度螺栓施工存在什么问题,如何整改?
59 60
视频42—43集 15 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
总结 4.7.4 设备钢结构制作与安装技术
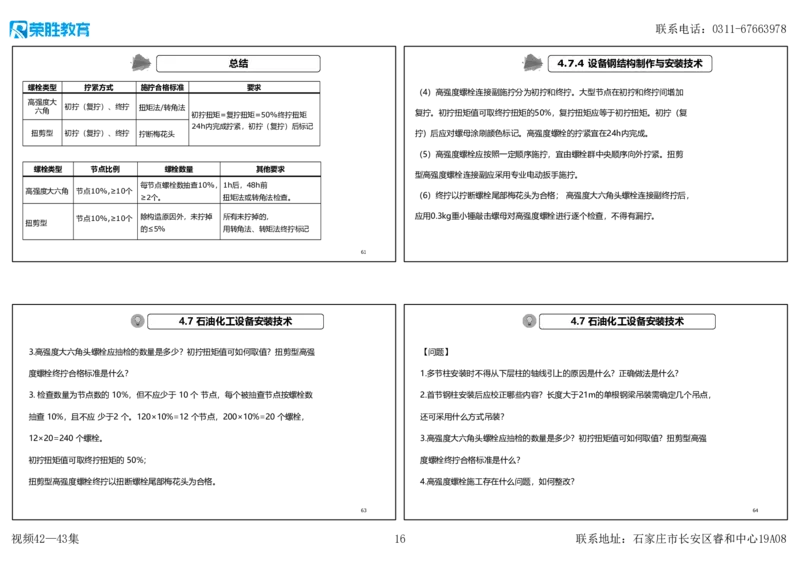
螺栓类型 拧紧方式 施拧合格标准 要求
(4)高强度螺栓连接副施拧分为初拧和终拧。大型节点在初拧和终拧间增加
高强度大
初拧(复拧)、终拧 扭矩法/转角法
六角 初拧扭矩=复拧扭矩=50%终拧扭矩 复拧。初拧扭矩值可取终拧扭矩的50%,复拧扭矩应等于初拧扭矩。初拧(复
24h内完成拧紧,初拧(复拧)后标记
扭剪型 初拧(复拧)、终拧 拧断梅花头 拧)后应对螺母涂刷颜色标记。高强度螺栓的拧紧宜在24h内完成。
(5)高强度螺栓应按照一定顺序施拧,宜由螺栓群中央顺序向外拧紧。扭剪
螺栓类型 节点比例 螺栓数量 其他要求
型高强度螺栓连接副应采用专业电动扳手施拧。
每节点螺栓数抽查10%,1h后,48h前
高强度大六角 节点10%,≥10个
≥2个。 扭矩法或转角法检查。 (6)终拧以拧断螺栓尾部梅花头为合格; 高强度大六角头螺栓连接副终拧后,
节点10%,≥10个 除构造原因外,未拧掉 所有未拧掉的, 应用0.3kg重小锤敲击螺母对高强度螺栓进行逐个检查,不得有漏拧。
扭剪型
的≤5% 用转角法、转矩法终拧标记
61
4.7 石油化工设备安装技术 4.7 石油化工设备安装技术
3.高强度大六角头螺栓应抽检的数量是多少?初拧扭矩值可如何取值?扭剪型高强 【问题】
度螺栓终拧合格标准是什么? 1.多节柱安装时不得从下层柱的轴线引上的原因是什么?正确做法是什么?
3. 检查数量为节点数的 10%,但不应少于 10 个 节点,每个被抽查节点按螺栓数 2.首节钢柱安装后应校正哪些内容?长度大于21m的单根钢梁吊装需确定几个吊点,
抽查 10%,且不应 少于2 个。120×10%=12 个节点,200×10%=20 个螺栓, 还可采用什么方式吊装?
12×20=240 个螺栓。 3.高强度大六角头螺栓应抽检的数量是多少?初拧扭矩值可如何取值?扭剪型高强
初拧扭矩值可取终拧扭矩的 50%; 度螺栓终拧合格标准是什么?
扭剪型高强度螺栓终拧以扭断螺栓尾部梅花头为合格。 4.高强度螺栓施工存在什么问题,如何整改?
63 64
视频42—43集 16 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.7.4 设备钢结构制作与安装技术 4.7 石油化工设备安装技术
(4)高强度螺栓连接副施拧分为初拧和终拧。大型节点在初拧和终拧间增加 4.高强度螺栓施工存在什么问题,如何整改?
复拧。初拧扭矩值可取终拧扭矩的50%,复拧扭矩应等于初拧扭矩。初拧(复 4. 问题一:施工时先拧紧螺栓群周围螺栓,再 拧中央部位的螺栓。
拧)后应对螺母涂刷颜色标记。高强度螺栓的拧紧宜在24h内完成。 改正:高强度螺栓应按照一定顺序施拧,宜由 螺栓群中央顺序向外拧紧。
(5)高强度螺栓应按照一定顺序施拧,宜由螺栓群中央顺序向外拧紧。扭剪 问题二:施工班组在施拧过程中决定对不能自 由穿入的螺栓孔进行气割扩孔。
改正:可采用铰刀或锉刀修整螺栓孔,不得采 用气割扩孔,扩孔数量应征得设计单
型高强度螺栓连接副应采用专业电动扳手施拧。
位同意。
(6)终拧以拧断螺栓尾部梅花头为合格; 高强度大六角头螺栓连接副终拧后,
问题三:高强度螺栓的拧紧分为初拧和终拧两个工序。
应用0.3kg重小锤敲击螺母对高强度螺栓进行逐个检查,不得有漏拧。
改正:在初拧和终拧中间增加复拧工序。
66
导读前瞻 4.8.1 电厂锅炉设备安装技术
燃料化学能 热能 机械能 电能 6
67
8
视频42—43集 17 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.8.1 电厂锅炉设备安装技术 4.8 发电设备安装技术
1.电厂锅炉设备的组成 397.下列不属于电厂锅炉本体设备的是( )。
1)电厂锅炉设备的组成 A.烟道
电厂锅炉系统主要设备由锅炉本体设备及锅炉辅助设备两部分组成。 B.储水箱
(1)锅炉本体设备包括锅炉钢架、锅筒或汽水分离器及储水箱、水冷壁、过 C.锅炉钢架
热器、再热器、省煤器、燃烧器、 空气预热器、烟道等主要部件,其中超临 D.引风设备
界和超超临界直流锅炉本体设备只有汽水分离器及储水箱,不含锅筒。 E.吹灰设备
(2)锅炉辅助设备包括送引风设备、给煤制粉设备、吹灰设备、除灰排渣设
备等。
风吹煤渣 荣胜教育答案:DE
70
4.8.1 电厂锅炉设备安装技术 4.8 发电设备安装技术
2.电站锅炉主要设备的安装技术 398.下列安装程序中属于电厂锅炉单机试运行前应完成的是( )。
1)电厂锅炉安装一般程序 A.报警及联锁试验
设备清点、检查和验收→基础验收→基础放线→设备搬运及起重吊装→钢架及
B.热工仪表保护装置安装
梯子平台的安装→汽水分离器及储水箱(或锅筒)安装→锅炉前炉膛受热面的安
C.锅炉酸洗
装→尾部竖井受热面的安装→燃烧设备的安装→附属设备安装→热工仪表保护
D.锅炉吹管
装置安装→单机试运行→报警及联锁试验→水压试验→锅炉风压试验→锅炉酸
洗→锅炉吹管→锅炉热态调试与试运行。
荣胜教育答案:B
72
视频42—43集 18 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.8.1 电厂锅炉设备安装技术 4.8 发电设备安装技术
③钢架安装找正:
399.锅炉大板梁挠度的测量在( )进行。
用弹簧秤配合钢卷尺检查中心位置和大梁间的对角线误差;
A.板梁承重前
用经纬仪检查立柱垂直度;
承压启动前,上下水之后 B.锅炉水压试验前
用水准仪检查大梁水平度和挠度,板梁挠度在板梁承重前、锅炉水压前、
C.锅炉水压试验上水后
锅炉水压试验上水后及放水后、锅炉整套启动前进行测量。
D.锅炉水压试验放水后
E.锅炉整套机组试运结束后
荣胜教育答案:ABCD
74
4.8.1 电厂锅炉设备安装技术 4.8 发电设备安装技术
3)锅炉受热面组合安装
400.锅炉受热面的施工程序中,联箱找正划线的紧后工作为( )。
普通箱子
锅炉受热面的施工程序为:设备及其部件清点检查→合金设备(部件)光谱复
A.合金部件光谱复查
查→通球试验与清理→联箱找正划线→管子就位对口焊接→组件地面验收→组
B.通球试验与清理
件吊装→组件高空对口焊接→组件整体找正→合金设备(部件)、焊口安装后光
C.管子就位对口焊接
谱复查等。
D.组件高空对口焊接
荣胜教育答案:C
76
视频42—43集 19 联系地址:石家庄市长安区睿和中心19A08

