 夜雨聆风
夜雨聆风





pWPS, Test Plan, WPS, PQR
The terms pWPS (Pre-qualified Welding Procedure Specification), Test Plan, WPS (Welding Procedure Specification), and PQR (Procedure Qualification Record) are all critical components in welding quality assurance and certification processes, particularly under standards like AWS D1.1 (Structural Welding Code) or ISO 15614 (Specification for Qualification Testing of Welding Procedures).
术语“预合格焊接工艺规程(pWPS)”、“试验计划”、“焊接工艺规程(WPS)”和“工艺评定记录(PQR)”都是焊接质量保证和认证流程中的关键组成部分,尤其是在诸如《AWS D1.1(结构焊接规范)》或《ISO 15614(焊接工艺评定规范)》这样的标准下。
1. pWPS (Pre-qualified Welding Procedure Specification)
- Definition: A preliminary WPS based on pre-qualified welding parameters (e.g., electrode type, joint design, welding position, preheat/post-heat requirements) listed in codes like AWS D1.1 or ISO 15614.
- Purpose: Provides a starting point for developing a WPS without requiring initial testing (if the parameters are within pre-qualified ranges).
- Key Elements:
-
Base metal type and thickness range. -
Filler metal type and size. -
Welding process (e.g., SMAW, GMAW, FCAW). -
Joint design and preparation. -
Welding position (e.g., flat, horizontal, vertical, overhead). -
Preheat and interpass temperature requirements. -
Post-weld heat treatment (PWHT) if applicable.
1. 预焊接工艺规程(pWPS)定义
基于诸如 AWS D1.1 或 ISO 15614 等规范中列出的预选焊接参数(例如焊条类型、接头设计、焊接位置、预热/后热要求)制定的初步焊接工艺规程(WPS)。
目的:为开发 WPS 提供了一个起点,无需初始测试(如果参数在预先合格的范围内)。
关键要素:
母材类型及厚度范围。
填充金属类型及尺寸。
焊接工艺(例如,手工电弧焊、气体保护金属极电弧焊、药芯焊丝电弧焊)。
接头设计及准备。
焊接位置(例如,平焊、横焊、立焊、仰焊)。
预热及层间温度要求。
如适用,焊后热处理(PWHT)。
2. Test Plan
- Definition:A documented strategy outlining how a WPS will be qualified through testing (if not pre-qualified).
- Purpose:Ensures that the WPS meets code requirements by defining test specimens, procedures, and acceptance criteria.
- Key Elements:
- Test Specimens: Mechanical tests (tensile, bend, impact) and macro/micro examinations.
- Testing Procedures:How tests will be conducted (e.g., lab accreditation, test methods).
- Acceptance Criteria: Pass/fail criteria per code (e.g., minimum tensile strength, bend angles).
- Non-Destructive Examination (NDE):RT, UT, MT, PT as required.
- Responsibilities:Who performs the tests and reviews results.
2. 测试计划定义
一份经过记录的策略,概述了将如何通过测试对 WPS 进行资格认证(如果未预先认证的话)。
目的:确保 WPS 符合规范要求,通过定义测试样本、程序和验收标准来实现。
关键要素:
测试样本:机械测试(拉伸、弯曲、冲击)以及宏观/微观检查。
测试程序:测试将如何进行(例如,实验室认证、测试方法)。
验收标准:根据规范的通过/失败标准(例如,最小拉伸强度、弯曲角度)。
无损检测(NDE):视需要进行射线检测(RT)、超声检测(UT)、磁粉检测(MT)、渗透检测(PT)。
职责:谁来进行检测并审查结果。
3. WPS (Welding Procedure Specification)
- Definition: A formal, written document that provides detailed instructions for producing a specific weldment per code requirements.
- Purpose: Ensures consistency and quality in welding operations.
- Key Elements:
-
All pWPS details (if applicable). -
Additional parameters like welding current, voltage, travel speed, and technique. -
Post-weld inspection requirements. -
Welder qualification details (if applicable). -
Approval signatures (engineer, welding supervisor). 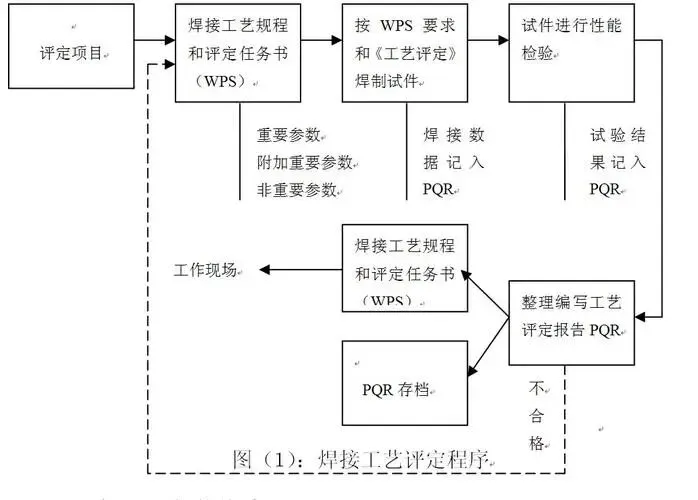
3. 焊接工艺规程(WPS)定义
一份正式的书面文件,其中提供了按照规范要求生产特定焊接件的详细说明。
目的:
确保焊接操作的一致性和质量。
关键要素:
所有 pWPS 详情(如适用)。
其他参数,如焊接电流、电压、行进速度和工艺。
焊后检验要求。
焊工资格详情(如适用)。
批准签名(工程师、焊接主管)。
4. PQR (Procedure Qualification Record)
- Definition: A documented record of test results that proves a WPS is capable of producing sound welds meeting code requirements.
- Purpose: Provides evidence that the WPS has been tested and qualified.
- Key Elements:
-
Test specimen details (dimensions, material, filler metal). -
Welding parameters used during testing. -
Test results (mechanical properties, NDE findings). -
Conclusions (whether the WPS is qualified or not). -
Approval signatures (testing lab, engineer).
4. PQR(程序资格记录)定义
一份记录测试结果的文件,用以证明焊接工艺规程(WPS)能够生产出符合规范要求的优质焊缝。
目的:
提供证据表明 WPS 已经过测试并获得认证。
关键要素:
测试样本详情(尺寸、材料、填充金属)。
测试期间所用焊接参数。
测试结果(机械性能、无损检测结果)。
结论(焊接工艺规程是否合格)。
批准签名(测试实验室、工程师)。
5. Relationship Between pWPS, Test Plan, WPS, and PQR
- Start with pWPS
(if applicable) or draft a WPS based on project requirements. - Develop a Test Plan
to outline how the WPS will be qualified (if not pre-qualified). - Conduct tests
per the Test Plan (e.g., mechanical testing, NDE). - Record results in the PQR
to demonstrate compliance. - Finalize the WPS
based on PQR results (if qualified) for use in production. 5. 焊接工艺规程草案(pWPS)、测试计划、焊接工艺规程(WPS)和工艺评定报告(PQR)之间的关系
1.从焊接工艺规程草案(pWPS)(如适用)开始,或者起草一份WPS根据项目要求。
2. 制定一份测试计划
以概述 WPS 将如何进行资格认证(如果未预先认证)。
3. 按照测试计划进行测试
(例如机械测试、无损检测)。
4. 将结果记录在工艺评定报告(PQR)中
以证明符合性。
5. 根据 PQR 结果(如果已认证)最终确定 WPS以供生产使用。
6. Example Workflow
- Step 1: Select a pWPS for a fillet weld on A36 steel using E7018 electrodes (pre-qualified under AWS D1.1).
- Step 2: If modifications are needed (e.g., thicker base metal), create a Test Plan to qualify the new WPS.
- Step 3: Weld test coupons per the modified WPS and perform tensile/bend tests.
- Step 4: Document results in the PQR and verify compliance.
- Step 5: Approve the final WPS for production welding.
6. 示例工作流程
第一步:选择一种适用于 A36 钢的角焊缝的 pWPS(焊接工艺规程),使用 E7018 焊条(根据 AWS D1.1 标准预先评定)。
第 二 步:如果需要进行修改(例如,加厚母材),则需制定一份《测试计划》以对新的焊接工艺规程(WPS)进行资格认证。
第三步:按照修改后的焊接工艺规程(WPS)制作焊接试验板,并进行拉伸/弯曲试验。
第四步:在工艺评定报告(PQR)中记录结果,并验证是否符合要求。
第五步::批准最终的WPS用于生产焊接。
7. Key Takeaways
- pWPS
is a starting point (may skip initial testing if pre-qualified). - Test Plan
ensures proper qualification if testing is required. - WPS
is the production-ready document. - PQR
is the evidence of qualification
7. 关键要点
pWPS 是一个起点(如果预先合格,可跳过初始测试)。
测试计划 确保在需要测试时进行适当的资格认证。
WPS是可投入生产的文件。
PQR是合格的证明。
注:1. 本文参考部分百度/深度探索照片和文献。 如有侵权,请联系本公众号删除,谢谢!