 夜雨聆风
夜雨聆风
微信添加好友:banjin112 进钣金招聘交流群
今日推荐免费下载:
在钣金加工、机械制造等行业中,90度方向的折弯搭碰是非常常见的加工环节,其间隙设计是否合理,直接影响加工效率和产品质量,因此明确相关间隙规定十分重要。
很多图纸设计人员在设计时,会习惯性地标注90度折弯搭碰之间的间隙,但实际上,在没有特殊要求的情况下,这种标注是完全没有必要的,甚至会带来负面影响。因为加工过程中,材料特性、折弯设备精度、工艺手法等都会影响实际间隙,不合理的标注会限制加工厂家的工艺设计,导致加工不便,甚至出现产品偏差。

对于没有特殊要求的90度折弯搭碰,行业内有默认的间隙标准,加工厂家都会按照这个标准进行工艺设计和加工,无需图纸额外标注。这个默认标准就是间隙控制在0.2~0.3之间,这个数值是经过长期实践总结出来的合理范围,既能避免折弯时出现干涉、材料挤压变形等问题,又能保证折弯后搭碰的贴合度,满足产品的基本装配和使用需求。
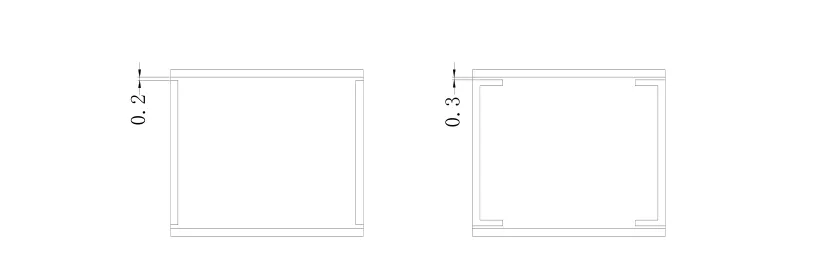
如图所示,展示的就是90度折弯搭碰的标准加工效果,其间隙严格控制在0.2~0.3,既保证了加工的顺畅性,也确保了产品质量。
在此提醒各位图纸设计人员,在进行90度折弯搭碰相关设计时,若没有特殊的间隙要求,无需额外标注间隙数值,避免给加工厂家带来不必要的困扰,让加工环节更高效、更精准,同时也能保证产品的一致性和合格率。
