 夜雨聆风
夜雨聆风前言
在制造业数字化转型进程中,产品数据的顺畅流转是打通研发与生产环节的关键所在。物料清单(BOM)作为承载产品全生命周期数据的核心载体,其管理质量直接影响企业研发效率、生产协同水平及市场响应速度。
产品生命周期管理(PLM)系统凭借对BOM数据的精细化管控能力,成为解决设计与制造数据脱节、提升企业整体运营效率的核心工具。本文将从BOM的核心形态、管理模式选择、多工厂实践及实施路径四个维度,系统解析PLM系统中的BOM管理方式。
一、BOM的双重维度:连接设计与制造的核心载体
BOM 在产品从研发到量产的全流程中呈现出阶段性特征,其中工程物料清单(EBOM)与制造物料清单(MBOM)是PLM系统中最核心的两种形态。二者既存在数据关联性,又承担着不同的业务职能,共同构成产品数据流转的闭环。
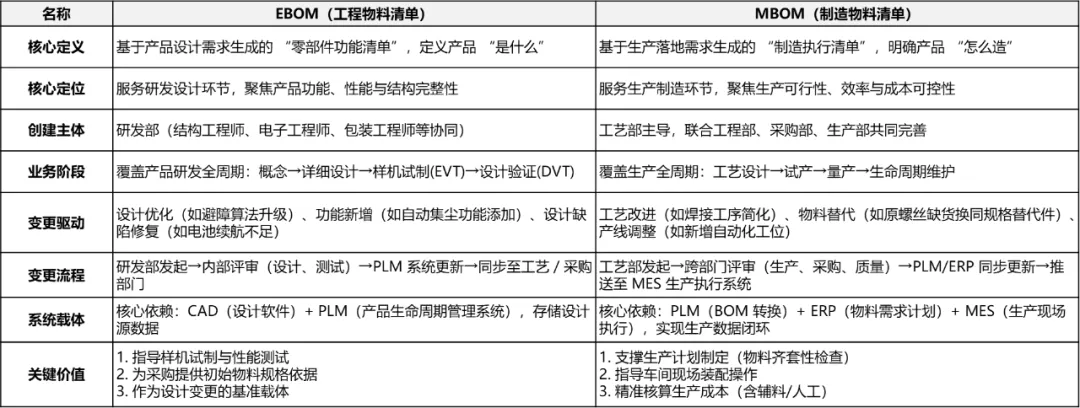
1.1 EBOM:研发端的产品功能定义清单
EBOM主要由研发部门主导创建,聚焦于产品的功能实现与结构完整性,是设计意图的直接体现。其创建主体涵盖结构、电子、包装等多专业工程师团队,贯穿概念设计、详细设计、样机试制(EVT)及设计验证(DVT)全研发阶段。
在PLM系统中,EBOM的生成依赖CAD设计工具(如Creo、Cadence 等)与PLM系统的深度集成——设计软件完成的产品结构模型可自动同步至PLM系统,形成初始EBOM数据。作为产品设计的 “源数据”,EBOM不仅为采购部门提供物料规格的初始依据,更是后续工程变更的基准载体。当产品需进行功能升级(如优化智能设备的算法逻辑)或缺陷修复时,研发部门通过PLM系统发起变更流程,经内部评审通过后更新EBOM,并同步至工艺、采购等关联部门。
1.2 MBOM:制造端的生产执行指导清单
MBOM以 “如何高效实现生产” 为核心目标,由工艺部门牵头,联合工程、采购、生产部门共同完善,覆盖工艺设计、试产、量产及生命周期维护全生产阶段。与EBOM的“功能导向”不同,MBOM更侧重生产可行性、效率及成本控制,是指导车间实际生产的核心依据。
系统层面,MBOM实现了PLM、ERP与MES的协同联动:PLM系统负责完成从EBOM到MBOM的转换与维护,ERP系统基于MBOM开展物料需求计划(MRP)运算,MES系统则依据MBOM指导生产现场的工序执行、物料领用及质量管控,形成 “设计-计划-执行” 的完整数据链条。MBOM的变更多由工艺优化(如简化装配工序)、物料替代(如替换缺货标准件)或产线调整驱动,变更流程需经跨部门评审,并同步更新至各业务系统,确保生产环节数据一致。
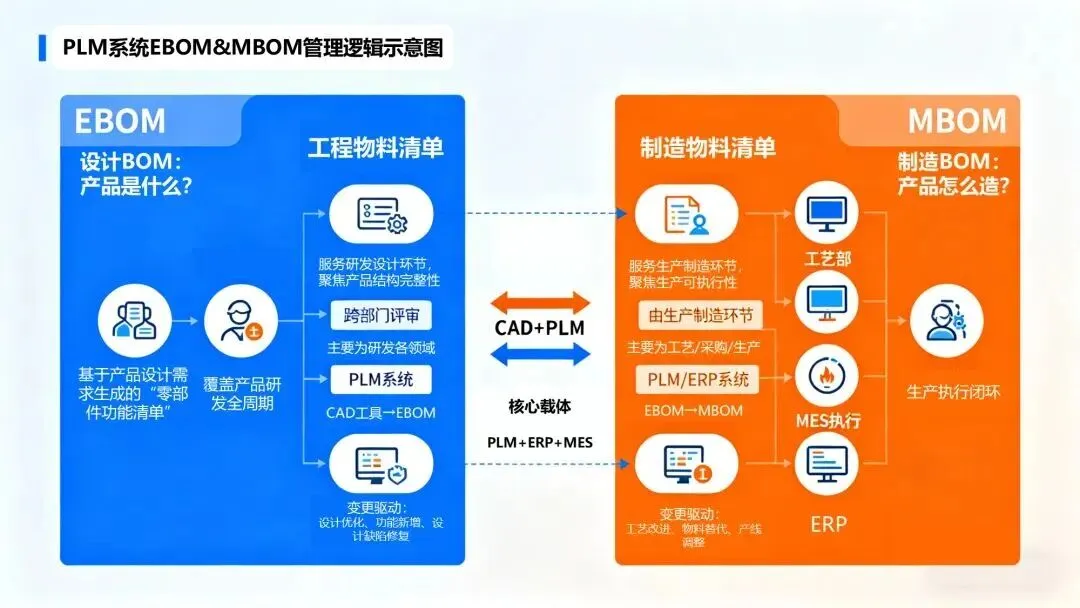
1.3 EBOM与MBOM的协同衔接机制
EBOM与MBOM的有效衔接是PLM系统BOM管理的核心逻辑。EBOM定义了产品的 “结构基因”,MBOM则将其转化为 “可制造方案”,二者通过 PLM系统的版本关联、数据同步功能实现协同:一方面,EBOM的变更可通过系统自动触发MBOM的影响分析,确保设计调整准确传递至生产环节;另一方面,生产过程中发现的工艺瓶颈、物料问题等反馈,可通过MBOM反向推送至研发部门,为EBOM优化提供依据,形成研发与制造的双向互动。
二、两种BOM管理模式对比:适配企业发展的不同选择
企业在PLM系统中实施BOM管理时,需根据自身规模、产品复杂度、组织架构等因素,选择 “一套 BOM” 或 “两套 BOM” 模式。两种模式各有适用场景,不存在绝对优劣,关键在于与业务需求的匹配度。
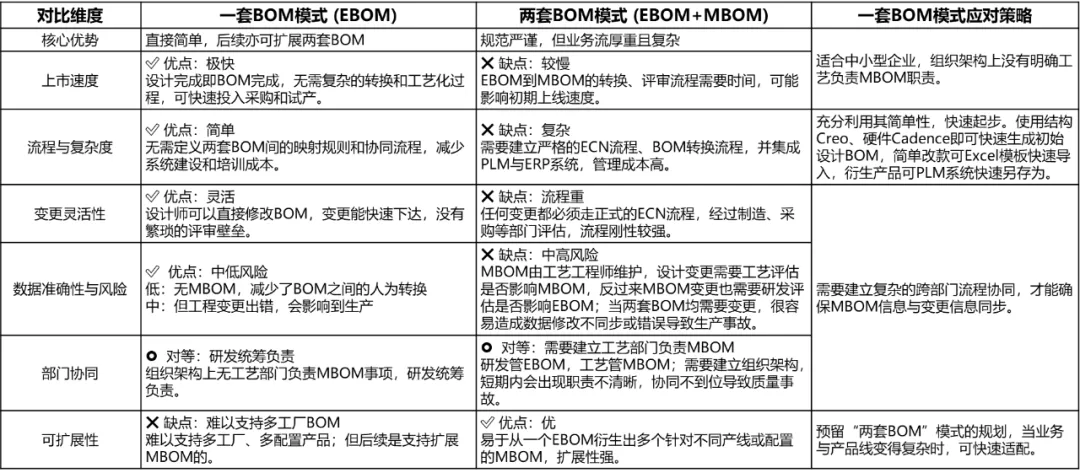
2.1 一套BOM模式:简洁高效的轻量化方案
一套BOM模式的核心逻辑是 “全流程复用同一BOM数据”——研发部门输出EBOM后,直接添加工艺物料、工序信息形成MBOM,无需单独构建两套BOM及映射关系。这种模式的优势集中在 “效率” 与 “成本” 层面:流程简单直接,设计完成后BOM即可同步用于采购、试产,大幅缩短产品上市周期;无需定义复杂的BOM转换规则,系统建设、人员培训成本较低。
从行业实践来看,一套BOM模式更适合组织架构简单(如无独立工艺部门负责MBOM维护)、产品结构单一(如标准化程度高的小型机电产品)的中小企业。这类企业普遍反馈,该模式下协同流程出错率低,PLM系统操作便捷,变更时需调整的数据范围小,能快速响应市场需求。
但该模式的局限性也较为突出:可扩展性差,难以支撑多工厂、多配置产品的复杂场景(如同一产品需适配不同地区工厂的产线设备);数据风险集中,若EBOM出现设计错误,会直接传导至生产环节,可能导致批量生产问题。因此,采用该模式的企业需预留升级空间,在产品线扩张时逐步完善BOM管理机制。
2.2 两套BOM模式:专业分工的规范化方案
两套BOM模式采用 “研发与制造数据分离” 的逻辑——研发部门先输出EBOM,工艺部门基于EBOM独立构建MBOM,二者通过PLM系统建立映射关系但保持数据独立性。这种模式的核心优势是 “专业化” 与 “扩展性”:研发聚焦产品功能设计,工艺聚焦生产可行性优化,分工明确且责任清晰;支持从单一EBOM衍生多个MBOM(如同一产品适配不同产线、不同地区工厂的个性化方案),适配产品复杂度高、多工厂布局的大中型企业。
例如,部分装备制造企业通过两套BOM模式,实现了 “一款核心产品、多套制造方案” 的管理:研发部门维护统一EBOM,各工厂工艺部门根据自身设备能力、供应链资源,在PLM系统中衍生本地化MBOM,既保证了设计标准统一,又兼顾了制造灵活性。
但两套BOM模式的实施门槛较高:流程复杂度高,EBOM到MBOM的转换、评审需跨部门协同,可能延长初期上线周期;系统集成要求严格,需实现PLM与ERP的深度对接,确保两套BOM数据同步一致;管理成本高,需建立规范的工程变更通知(ECN)流程,避免出现 “改EBOM未同步MBOM” 的脱节问题。行业实践中,部分企业因部门职责不清、流程不规范,曾出现生产辅料归属争议、变更协同扯皮等问题,凸显了该模式对组织协同能力的要求。
2.3 模式选择的核心考量因素
企业选择BOM管理模式时,需重点评估三个维度:一是产品复杂度(如是否涉及多配置、多版本),复杂度高则更适合两套BOM模式;二是组织架构(如是否有独立工艺、生产部门),分工明确的企业更易落地两套BOM模式;三是发展阶段(如是否规划多工厂布局),有扩张计划的企业需优先考虑模式的可扩展性。
三、多工厂场景下的BOM管理实践:统一与差异的平衡
随着企业规模扩大,多工厂布局成为提升产能、贴近市场的常见选择,此时BOM管理需解决 “设计标准统一” 与 “制造差异适配” 的矛盾——既要保证各工厂产品的一致性,又要适配不同工厂的产线设备、供应链资源、工艺习惯。
3.1 核心原则:以统一EBOM为基础,以差异化MBOM为支撑
多工厂BOM管理的核心逻辑是 “统一设计源头,灵活制造落地”:通过PLM系统构建企业级主EBOM库,各工厂基于主EBOM衍生本地化MBOM,确保产品核心结构、关键物料的一致性,同时允许工厂根据实际情况调整工艺细节、辅料选择、物料供应方式等。
例如,某电子制造企业的主EBOM中将 “电源模块” 定义为自制组件,但华东工厂因供应链配套完善,将其调整为外购件并在本地MBOM中更新;华南工厂则因产线设备先进,将电源模块的装配工序从3步简化为2步,通过MBOM的差异化设置实现制造适配,同时主EBOM的统一确保了产品性能标准一致。
3.2 关键实现路径:系统功能与管理机制的双重保障
多工厂BOM管理的落地需依赖PLM系统功能与企业管理机制的协同支撑,具体可分为三个层面:
一是PLM系统的BOM配置能力。系统需支持 “主EBOM-工厂MBOM” 的衍生关系定义,允许工厂在主EBOM基础上进行物料替换、工序调整、结构拆解(如将主EBOM中的组件拆解为可直接生产的零件)等操作,同时保留与主EBOM的版本关联,确保主EBOM变更时可自动识别受影响的工厂MBOM。
二是统一的数据标准体系。企业需建立统一的物料编码、命名规范、工艺术语字典,确保各工厂对同一物料、工序的理解一致。例如,某汽车零部件企业通过PLM系统建立集团级物料编码库,各工厂新增本地化物料时需遵循统一编码规则,避免出现 “同物异码”“异物同码” 问题,为BOM数据协同奠定基础。
三是跨工厂变更协同机制。通过PLM系统建立 “主EBOM变更-工厂MBOM影响分析-变更评审-同步更新” 的全流程机制:主EBOM变更后,系统自动分析涉及的工厂MBOM,触发各工厂工艺部门的评审流程,确认变更是否适配本地生产,评审通过后同步更新MBOM,避免变更脱节导致的生产问题。
3.3 实践效果:提升协同效率与生产灵活性
从行业实践效果来看,规范的多工厂BOM管理可显著提升企业运营效率:某电力设备企业通过PLM系统实现多工厂BOM协同后,BOM数据在各工厂间的传递时间从2天缩短至2小时,采购响应速度提升80%;因设计变更导致的生产延误从平均15天降至3天,生产计划准确率提升60%。同时,本地化MBOM的灵活配置能力,使各工厂能快速适配区域供应链变化,降低物料采购成本。
四、分阶段实施路径:从基础到成熟的渐进式落地
PLM系统BOM管理的实施并非一蹴而就,需根据企业发展阶段逐步推进,避免盲目追求 “一步到位” 导致的资源浪费、落地困难。
4.1 中小企业:一套BOM模式起步,夯实基础能力
对于中小企业,建议采用 “一套BOM模式+轻量化管理” 的起步策略,核心目标是快速实现BOM数据的规范化管理,支撑基本的研发-生产协同。具体措施包括:
一是快速搭建BOM数据框架:利用Creo、Cadence等设计工具与PLM 系统的集成功能,自动生成初始EBOM,避免手动录入错误;对于简单改款产品,通过Excel模板批量导入PLM系统,减少重复工作。
二是建立基础变更流程:指定专人负责BOM维护与审核,明确 “变更申请-评审-更新-同步” 的标准化步骤,避免多人随意修改导致的数据混乱。
三是预留升级空间:在PLM系统中规划BOM结构的扩展字段(如工艺备注、工厂适配标识等),为后续向两套BOM模式升级奠定基础。
从实践来看,采用该策略的中小企业,最快可在10-15天内完成BOM管理流程搭建,实现采购、生产环节的基础数据协同。
4.2 成长型企业:向两套BOM模式过渡,强化专业分工
当企业产品复杂度提升(如出现多系列、多配置产品)、组织架构完善(设立独立工艺部门)后,需逐步向两套BOM模式过渡,核心任务是明确分工、建立协同机制:
一是划分部门职责边界:明确研发部门负责EBOM的创建、维护,工艺部门负责MBOM的转换、优化,避免职责重叠或缺失。
二是构建BOM转换流程:在PLM系统中定义EBOM到MBOM的转换规则(如组件拆解标准、工艺物料添加规范),通过系统审核节点确保转换准确性。
三是深化系统集成:实现PLM与ERP系统的BOM数据同步,确保EBOM变更后,ERP中的物料需求计划可及时调整,避免供需脱节。
某中型装备企业通过该过渡方案,产品研发周期缩短20%,生产物料错配率降低50%,体现了两套BOM 模式的专业化价值。
4.3 大型多工厂企业:标准化与差异化融合,实现全局协同
对于多工厂布局的大型企业,BOM管理需达到 “全局标准化+局部差异化” 的成熟阶段,核心措施包括:
一是构建企业级主EBOM 库:统一产品核心结构、关键物料标准,确保各工厂产品的一致性与可互换性。
二是支持工厂级MBOM个性化配置:允许各工厂基于主EBOM,根据产线设备、供应链情况调整工艺路线、物料替代方案,通过PLM系统的权限管控确保配置合规。
三是建立跨工厂变更协同平台:通过PLM系统实现主EBOM变更的全工厂影响分析,自动推送评审任务至相关工厂,同步更新各工厂MBOM,确保变更协同效率。
例如,某大型家电企业通过该模式,实现了 “一款产品、五家工厂” 的高效管理,主EBOM 变更的工厂同步周期从3天缩短至4小时,各工厂的生产适配效率提升70%。
五、BOM 管理成功的核心要素:四大支柱支撑全流程落地
无论采用何种模式、处于何种阶段,PLM系统BOM管理的成功落地都离不开 “数据准确性、流程规范化、系统集成化、组织协同化” 四大核心要素的支撑,四者相辅相成,共同构成BOM管理的完整体系。
5.1 数据准确性:BOM管理的基础前提
数据准确性是BOM管理的核心基石,需通过 “标准定义+校验机制” 双重保障:一方面,建立统一的物料编码、命名、规格标准,确保各部门对BOM数据的理解一致;另一方面,在PLM系统中设置数据校验规则(如物料用量合理性、结构层级完整性校验),自动识别错误数据并预警,避免 “垃圾数据进、垃圾数据出”。
5.2 流程规范化:BOM管理的运行保障
规范的流程是BOM数据有序流转的关键。企业需明确BOM创建、审核、变更、归档等全流程的责任主体、操作步骤、审批节点:例如,BOM创建需经研发部门内部评审、工艺部门可行性审核;变更需发起ECN流程,经生产、采购部门确认影响后再执行更新,通过流程固化避免人为操作的随意性。
5.3 系统集成化:BOM管理的效率引擎
PLM系统并非孤立存在,需与ERP、MES等业务系统深度集成,形成数据闭环:PLM中的BOM数据同步至ERP,支撑采购计划、库存管理;MES中的生产执行数据(如物料消耗、工艺问题)反馈至PLM,为BOM优化提供依据。系统集成可大幅减少数据重复录入,提升跨部门协同效率。
5.4 组织协同化:BOM管理的落地关键
BOM管理涉及研发、工艺、生产、采购等多个部门,需建立跨部门协同机制:例如,成立BOM管理专项小组,定期召开协同会议,解决数据争议、流程卡点;建立跨部门培训体系,确保各部门人员理解BOM管理逻辑与操作标准,避免因认知差异导致的协同问题。
结语
PLM系统BOM管理是制造业数字化转型的核心环节,其本质是通过数据精细化管控、流程优化、系统协同,打通研发与生产的信息壁垒。企业需根据自身发展阶段,选择适配的管理模式,循序渐进推进实施,同时牢牢把握 “数据、流程、系统、组织” 四大核心要素,才能充分发挥BOM管理的价值,实现从 “设计高效” 到 “制造高效” 的全链条提升。


