 夜雨聆风
夜雨聆风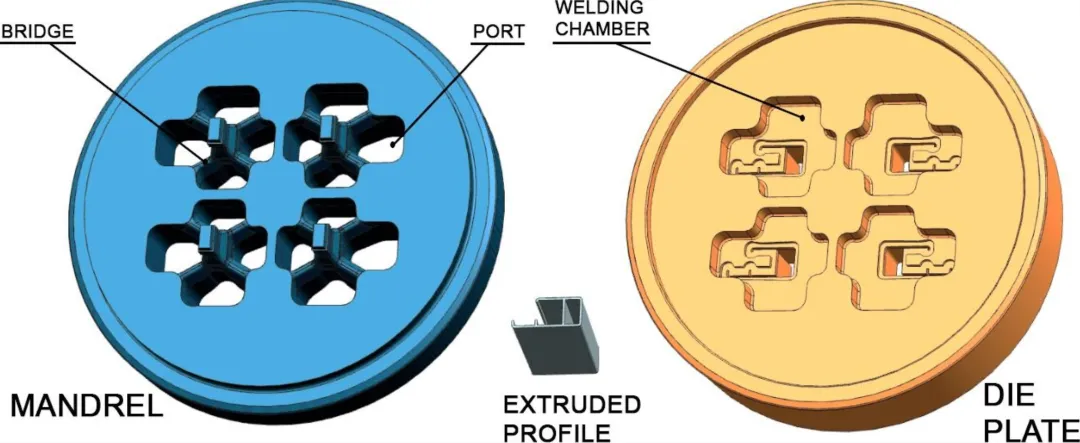
设计挤出模具最常用的方法是经验设计方法。许多公式和设计规则已经被引入和发展。另一种广泛采用的挤出模具设计方法主要基于工程类比和之前类似设计。有限元法(FEM)可用于铝挤出工艺的数值仿真,但由于成本高且复杂的问题,此类计算在挤压行业的广泛应用有限。在分流模具挤压过程中,严重的流动问题的主要原因在于分流孔的尺寸(面积、位置等)错误,这可能导致型材大幅偏移或侧向芯头大幅偏转,并改变型材厚度。
为了实现有效的舷窗模具设计,必须保证:
1、所有部件的机械强度。
2、挤出型材段在整个成形过程中保持均匀的出口速度。
另一方面,为实现挤压型材出口速度均匀,设计所需的主要变量包括:平衡端口几何形状,以确保铝材在模具焊接室内的速度均匀;以及根据型材厚度及其在模具中的位置优化轴承尺寸。
这些是主要因素,但应注意设计过程中还有其他次要因素和决策,也会影响流量平衡:断面布局、桥梁形状......
最常见的设计标准是通过适当定位和尺寸调整分流模具孔来平衡铝锭的同心速度差。因此,铝流必须能够在所有端口中实现速度和压力均值,从从模具前端进入端口到进入焊接腔。在通过该标准实现所有端口的平衡设计后,轮廓几何中工作带的定义变得简单,因为它主要取决于轮廓的厚度。
分流模具孔尺寸问题主要出现在多腔模具中,因为多个孔与模具中心的距离非常不同。模具前端的同心速度分布意味着模具孔的尺寸必须根据其面积与周长的比值与模具中心的距离而定。
分流模具端口设计的变量如下(图5):
- •
端口面积变量决定进入该模具区域的铝含量。
- •
端口周长变量,决定模具与铝通量通过端口时产生的摩擦力。
- •
芯片中心到端口中心的距离变量,决定铝材在端口入口面的速度。由于舱体内部速度分布同心,端口的精确位置并不重要,但其与中心的距离则重要。面积相同且位置对称于模具中心的端口在挤出过程中表现相同。
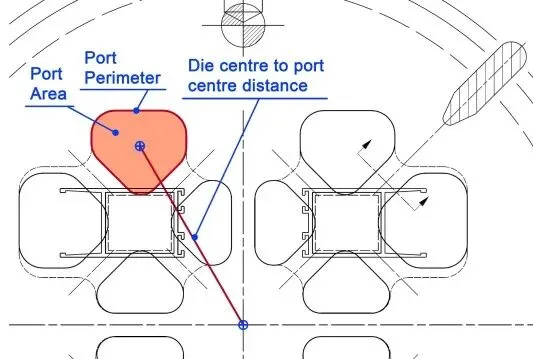
图5。这些变量几何上定义了模具的端口。
以下变量被考虑用于考虑每个端口影响的挤出剖面部分的影响(见图6):
- •
挤出型材部分受相应端口影响的面积决定了铝材在该模具区域流动的难易程度。因此,它还调节了进水口的铝量,以确保流量平衡。
- •
受相应接口影响的挤出型材部分的周长决定了该区间自由铝流动的型材约束能力。因此,它还调节了进气口的铝量,以实现流量的平衡。
- •
分流孔中心与影响的挤压型材区中心之间的距离,量化了该轮廓暴露于入口铝通量的直接程度。
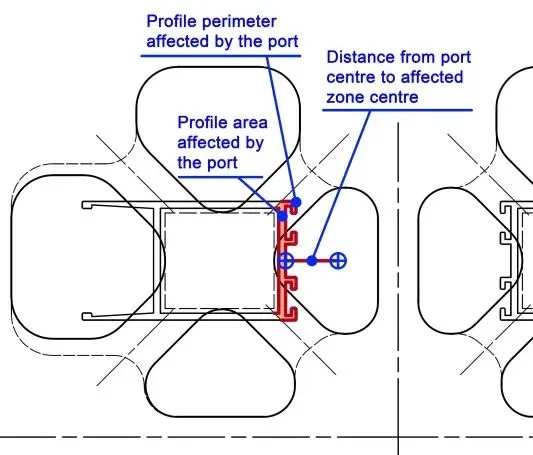
图6。用于考虑各端口影响挤压剖面部分的影响的变量。
。因此,这些全局变量使得设计中是否使用主要或次要端口的问题能够整合进模型。这些总变量包括:
- •
整个接口组的总面积决定了流入模具的铝总量。
- •
整个端口组的总周长决定了模具对铝流动的整体摩擦力。基于机器学习的模型应用将新的机器学习模型应用于示例案例的不同步骤如下:
- 1.
首先,从需要模具生产的轮廓几何形状出发,根据轮廓几何形状和设计师经验所要求的设计标准,设计出一组端口(基于机器学习的模型不涉及此阶段流程)。
- 2.
新设计端口集的几何数据被收集并录入基于机器学习的模型中。
- 3.
基于机器学习的模型显示为正确的端口面积值与每个设计端口的初始设计区域值进行比较。
- 4.
根据RMSE所在的分位数,根据第3.4节提供的标准,对端口设计的适用性做出决定。
- 5.
如果RMSE在Q3分位数范围内,则需要修订设计;如果高于Q3分位数,则必须修订设计。
- 6.
为了进行这些修改,建议依靠模型的可解释性,帮助确定最合适的方向和方式,使我们能够接近最符合模型变量的值。
- 7.
在做出相应更改后,基于机器学习的模型会对所有端口进行重新评估(如果有任何端口发生变化,剩余端口的模型值也会变化,因为总面积变量参与模型)。如果仍有任何端口的RMSE值超出期望范围,则必须重复步骤5到7,直到所有端口都处于所需范围内(见图2)。
当需要调整几何体以正确拟合基于机器学习的模型时,通常会使用两个最易控制的几何变量之一:端口面积或距离。通常对端口面积进行修改更容易,因为由于其他设计条件,修改轮廓位置较为困难。因此可以说,改变端口几何特征的最有效方法是改变最远离剖面的端口区域以改变其面积。
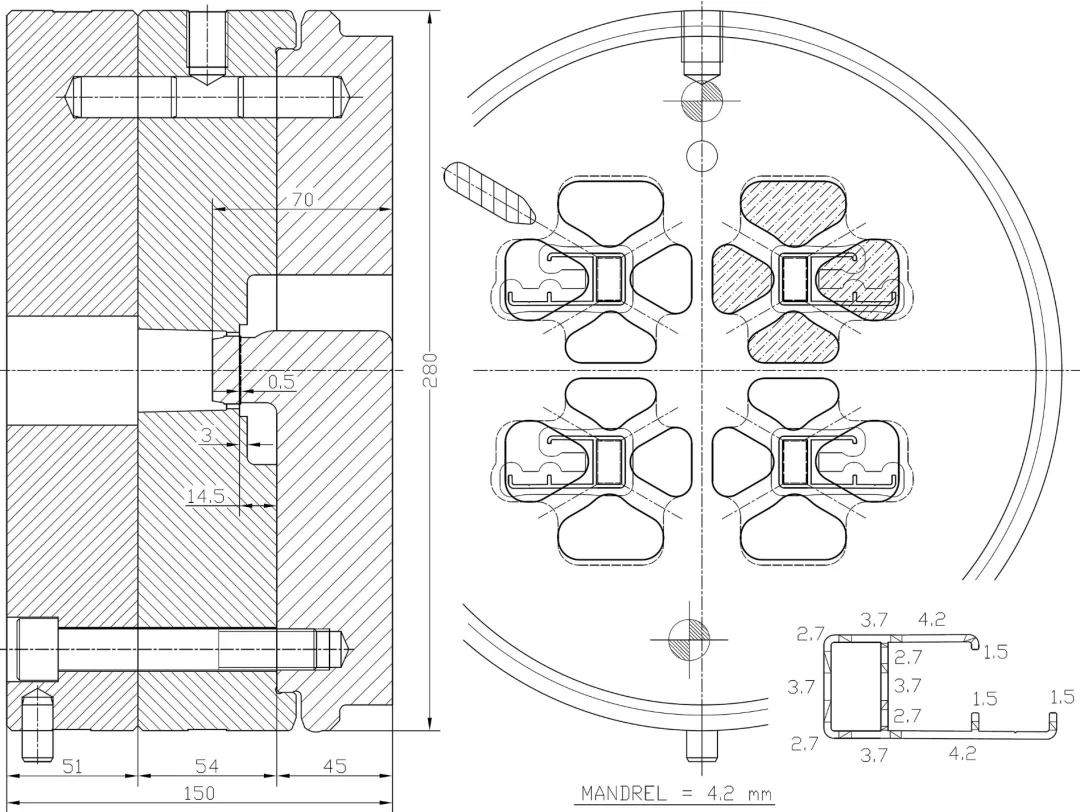
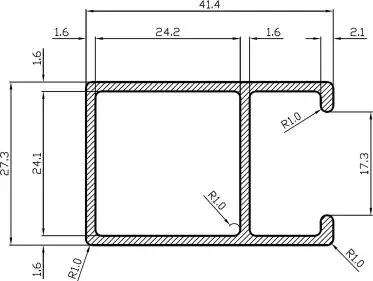
图14显示了适用于203毫米容器、力达22000MN的压机,所需四腔、四孔设计的轮廓。
设计师必须先利用这些数据开始设计模具。示例重点介绍了芯轴端口的设计,基于机器学习的模型已为此开发,尽管模具设计包含其他步骤。
设计师首先必须在支撑的约束下,将型材的空腔相对于模具中心放置。对于布局,这种类型的轮廓最常见的选择是轮廓的对称排列和方向,并以面为支撑,这提供了更高的稳定性。
随后首次尝试设计端口,考虑配置文件的位置及端口间最小宽度为10–13毫米(端口间最小距离)。
基于这些设计标准,进行首次设计尝试。它采用垂直和水平对称的设计,桥梁宽12毫米,中央墙体宽10毫米(见图15)。
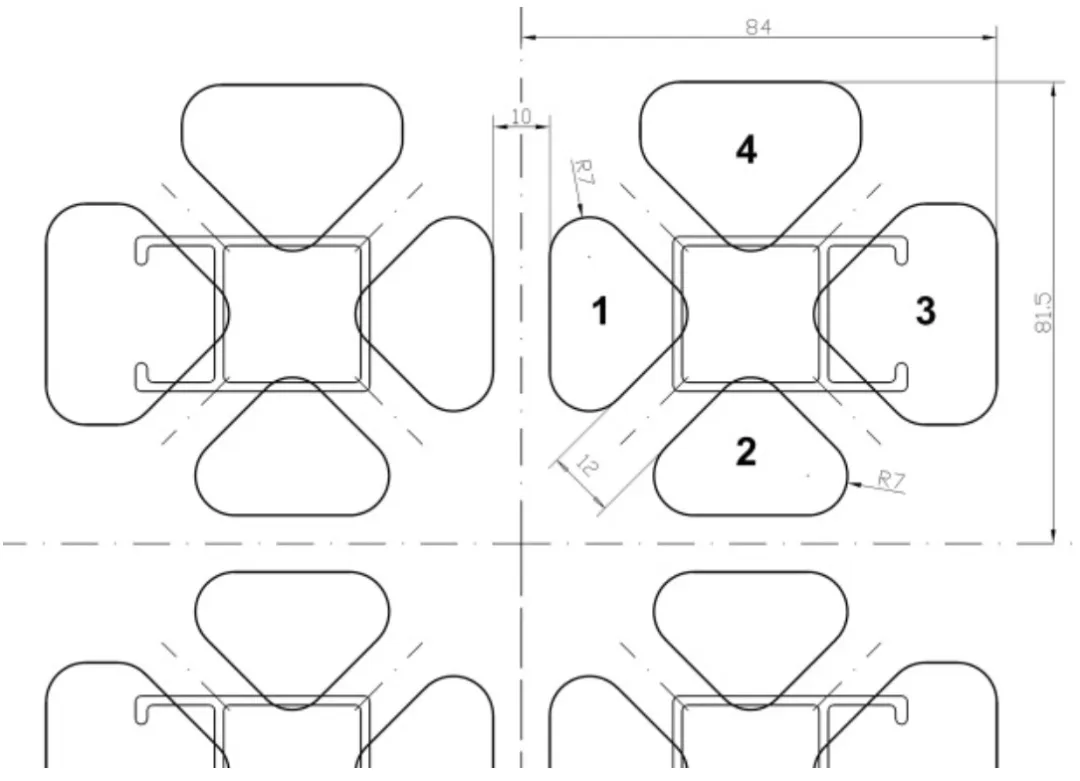
图15。最初四腔设计。
对于这些初始几何,基于机器学习模型的变量值见表3。这些数值被输入模型,以获得图16和表4所示的结果。这些数据显示了基于机器学习模型的预测结果、初始设计值与模型预测值之间的RMSE,以及该RMSE对应的分位数。
表3。示例模具初始设计变量的值。
| 移植 | 港口面积 | 距离(毫米) | 剖面面积(mm2) | 剖面周长(毫米) | 总港口面积(mm2) | 距离端口剖面(毫米) |
|---|---|---|---|---|---|---|

图16。基于机器学习模型对初始设计端口的预测,以及各变量的贡献。
表4。基于机器学习的模型为初始设计端口提供了分析和建议。
| 移植 | 港口面积 | 预期港口面积(mm2) | RMSE(毫米)2) | RMSE 分位数 | 模型推荐 |
|---|---|---|---|---|---|
因此,编号为1和2的端口必须加大面积,以更好地适应模型。此外,编号为3和4的端口面积也必须缩小,以更好地适应模型。由于入料面积的变化还涉及其他变量,因此很难准确估计入料面积应调整的程度,因此必须沿模型指示方向进行迭代近似。
此时,模型可解释性发挥作用,因为它帮助设计者做出最佳决策,最大限度地减少为拟合端口面积值目标所需的迭代次数。
为了增加端口1和端口2的面积,必须改变它们的几何形状。最常见且最简单的方法是尽可能在不改变桥梁位置的情况下完成所有端口改造。如果端口几何形状被这样修改,只有总端口面积、距离和距离端口配置文件的变量值会被更改。
图16显示,总入料对分流孔1和分流孔2的入料值有正向贡献,而距离和距离入料剖面则为负。
然而,距离和距离端口配置文件这两个变量并非如此。这些变量的变化可能会使实现最终目标变得更容易或更难,取决于港口面积的增加情况。如果决定通过减少10毫米的中央壁来增加港口面积,距离和距离港口剖面的数值(尤其是第二个)会增加,随之而来的负贡献会降低模型指向的港口面积值(这与增加港口面积的目的完全相反)。
对于分流孔1和分流孔2,决定通过仅减少菲雷半径来增加分流孔面积,这意味着分流孔面积的增加几乎不改变距离和距离端口剖面。
然而,3号和4号分流孔的面积必须缩减。图16显示,对于这些分流孔,距离和总分流孔面积的贡献为正,而距离分流孔剖面的贡献为负。
因此,决定通过拉伸几何形态并减少分流孔面积、总分流孔面积和距离来修改区域。总分流孔面积和距离的贡献与所做修改方向一致。在这种情况下,距离端口配置文件也会被缩小,并略微朝相反方向贡献于预期的修改。
模型的可解释性和简单的两步迭代过程,帮助我们能够为示例模具中端口定义新的几何形状,完美契合基于机器学习的模型(见图17)。
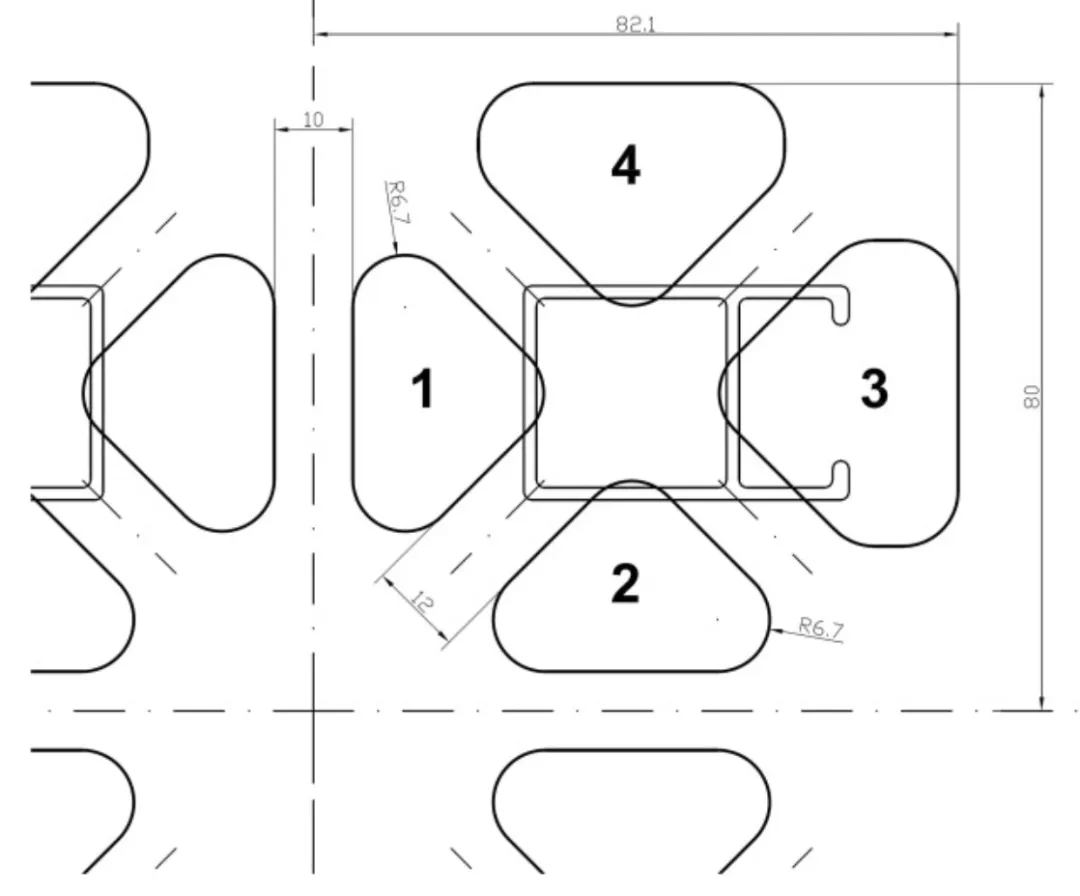
图17。基于基于机器学习模型指示,改进了本例的四腔设计。
对于这些改进的几何形状,基于机器学习模型的变量值见表5。这些数值已输入模型,以获得图18和表6所示的结果。这些数据显示了基于机器学习模型的预测结果、RMSE值和RMSE分位数。
表5。用于改进样品模具设计的变量值。
| 移植 | 分流孔面积 | 距离(毫米) | 剖面面积(mm2) | 剖面周长(毫米) | 总分流孔面积(mm2) | 距离端口剖面(毫米) |
|---|---|---|---|---|---|---|
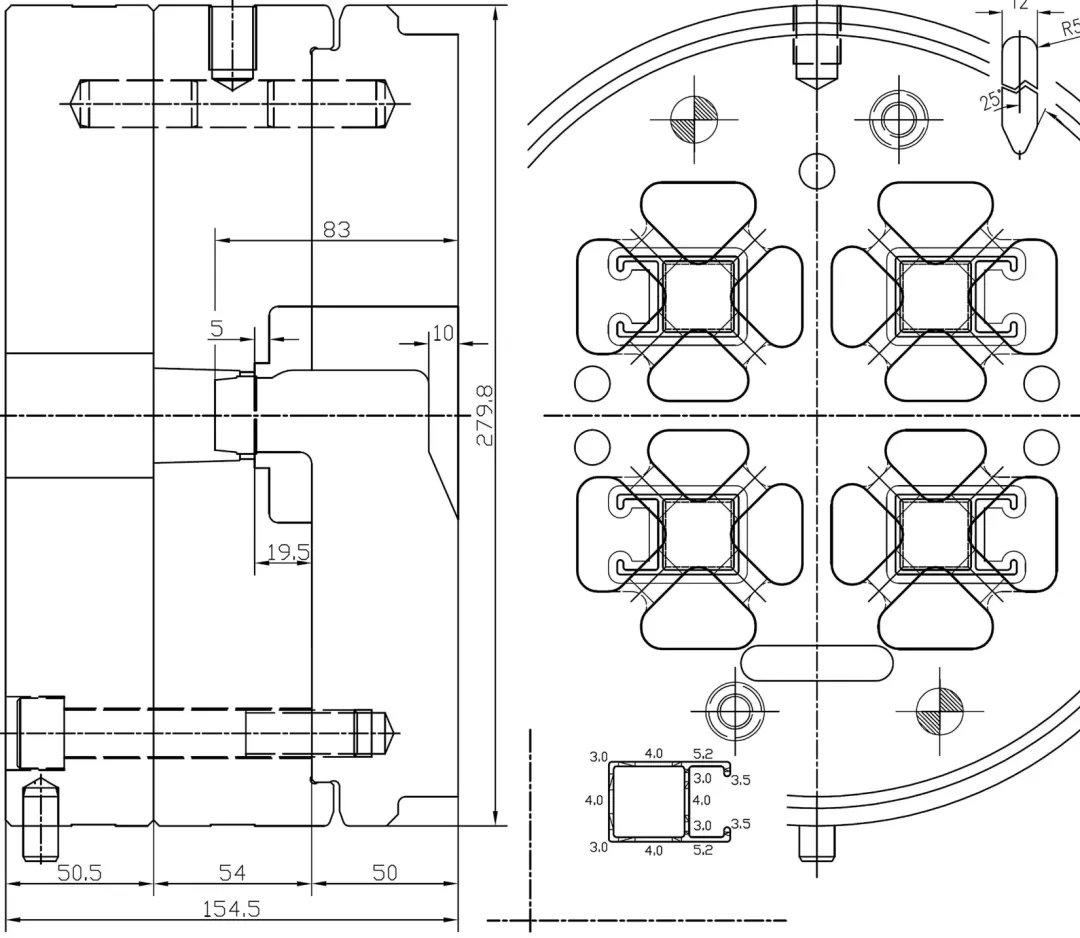
图18。基于机器学习模型对改进设计中端口的预测,包含各变量的贡献。
表6。基于机器学习模型为改进端口设计提供的分析和建议。
| 移植 | 港口面积 | 预期港口面积(mm2) | RMSE(毫米)2) | RMSE 分位数 | 模型推荐 |
|---|---|---|---|---|---|
因此,这一新设计使所有端口能够以适当方式融入基于机器学习的模型,因此该端口设计可被视为足够。
一旦达到最优端口设计,需定义剩余元件以完成设计(见图19)。定义时的选择必须遵循标准标准,以确保平衡端口的计算反映在铝在挤出过程中的平衡流动中。定义的设计因素和所用标准如下:
- 1.
桥梁具有以下几何特征:
- •
宽度12毫米。对于这种尺寸的轮廓,桥宽通常在12到14毫米之间,这个数值是为了打造较宽的端口(对流量不平衡更为敏感)。
- •
焊接角度25度。焊接角度通常在20到30度之间。选择一个中间值,该值更有利于焊接且不会过长焊接距离(Valberg,2002)。
- 2.
焊接腔深定义为14.5毫米,并配备4x5毫米送料器(通常用于模具寿命内的调整)。考虑到桥梁所选宽度,这个焊点高度算高(Donati 和 Tomesani,2005)。这使得焊接可以不受限制地进行(Selvaggio 等,2011)(Ceretti 等,2009)。
- 3.
承重长度仅根据厚度(此处为常数)定义,并在顶端(Miles 等,1997)和桥梁下方(Xue 等,2018)处减小。
- 4.
最后,零件高度基于强度计算确定,以确保在压力和温度循环条件下的耐久性。
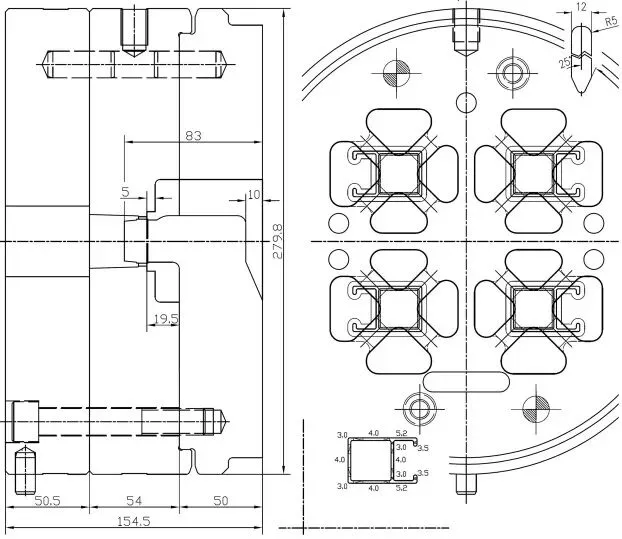
图19。最终模具设计。
商务合作,欢迎各企事业单位留言洽谈
Business cooperation, welcome all enterprises and institutions to leave messages for negotiation
微信服务号:Aluminium_world
