 夜雨聆风
夜雨聆风一、核心定义
冲压自动化是依托数控系统、伺服传动、工业机器人、智能传感及集成控制技术,替代人工完成金属板材、卷材的自动送料、定位、冲压、取件、传输、分拣及收尾的一体化智能生产模式,适配冷冲压、热成型、精密冲压等各类冲压工艺,是钣金、精密零部件规模化、高精度生产的核心解决方案,广泛解决传统人工冲压效率低、精度差、安全风险高、一致性不足等行业痛点。
二、自动化冲压产线核心组成
完整的冲压自动化生产线由前端备料、核心冲压、线间传输、后端收料、智能控制及安全防护六大模块构成,各模块协同运行,实现全流程无人化作业。
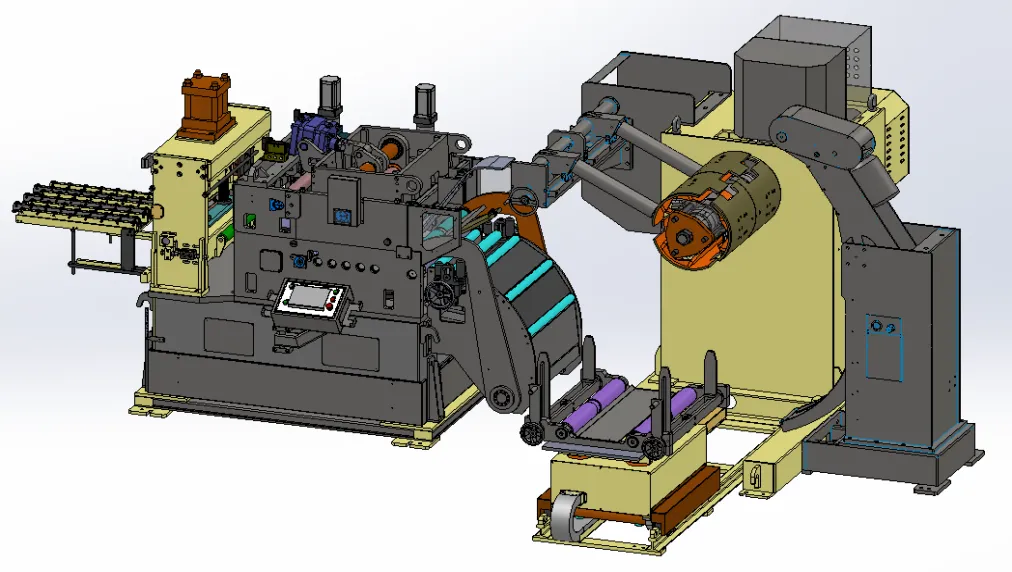
1. 前端备料模块
主要包含料架、拆垛机、板材清洗涂油机、NC伺服送料机、视觉定位系统。负责板材堆叠拆分、表面清洁、均匀涂油防锈、精准送料校正,其中NC伺服送料机可实现±0.03mm重复定位精度,彻底解决传统机械式送料的累积误差问题,保障冲压基准精度。视觉系统可自动矫正板材偏移,适配多规格板材生产。

2. 核心冲压设备模块
以高精度数控压力机为核心,包含闭式双点压力机、高速冲床、热成型压力机等,根据产品吨位、工艺需求选型,大型汽车覆盖件生产线常采用2400t、1000t级联压力机组,预留10%左右成形余裕度,保障成型稳定性。搭配专用冲压模具、级进模、多工位模具,是产品成型的核心载体。
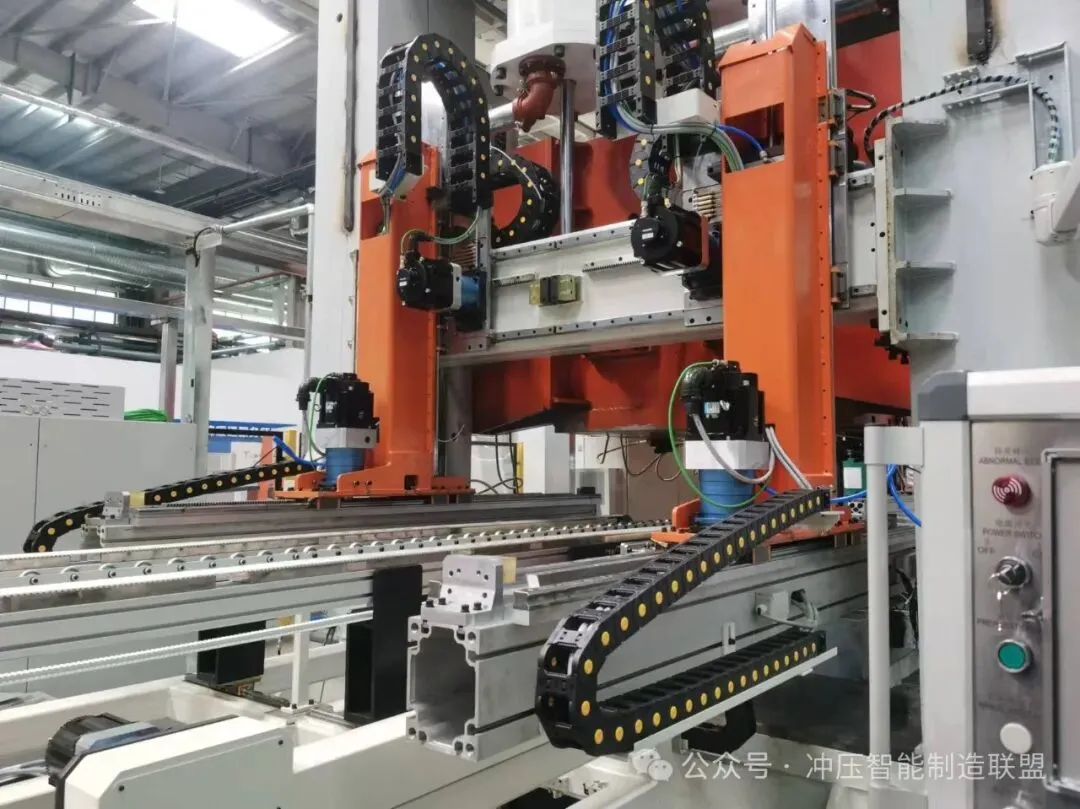
3. 线间传输模块
作为产线流转核心,主流设备分为两类:一是六轴工业机器人,负载50-300kg,适配大尺寸、大重量工件(如汽车覆盖件),柔性强、适配机型广;二是高速机械手、七轴直线机器人,速度快、节拍稳定,适合中小型精密工件的快速转接,线间传输节拍可缩短至3-4秒。
4. 后端收料与分拣模块
包含自动下料机械手、传送带、良品分拣台、废料回收机构、码垛设备。可自动完成成品取件、输送、堆叠、废料自动裁切回收,部分产线搭载视觉检测设备,同步完成外观瑕疵、尺寸偏差初步筛查。
5. 智能控制模块
以PLC可编程控制器为核心,搭配伺服控制系统、人机交互界面、数据采集模块,实现整线参数统一调控、节拍联动、故障自检、生产数据统计,支持参数一键调用,适配多品种产品快速换产。
6. 安全防护模块
配备安全光栅、紧急停机装置、设备互锁系统、声光报警装置、防护围栏,杜绝冲压过程中人员误介入风险,同时具备过载保护、模具防撞、异常停机功能,保障设备与生产安全。
三、主流冲压自动化工艺类型及适用场景
1. 级进模自动化冲压
通过一套级进模具,在冲床单次行程中完成冲孔、折弯、拉伸、切边等多道连续工序,板材持续送料、不间断生产。特点是节拍极快、自动化程度高、材料利用率高,可达92%以上,适合小型精密标准件,如3C电子连接器端子、手机金属配件、小型五金冲压件,可实现高频次连续生产,不良品率可控制在0.3%以内。
2. 多工位自动化冲压
单台压力机搭载多工位模具,由机械手在不同工位间同步转运工件,依次完成各工序成型。兼顾精度与柔性,可适配中等复杂度、多工序工件生产,适合家电外壳、电机配件、中小型汽车结构件,换模便捷,可快速切换多规格产品生产。
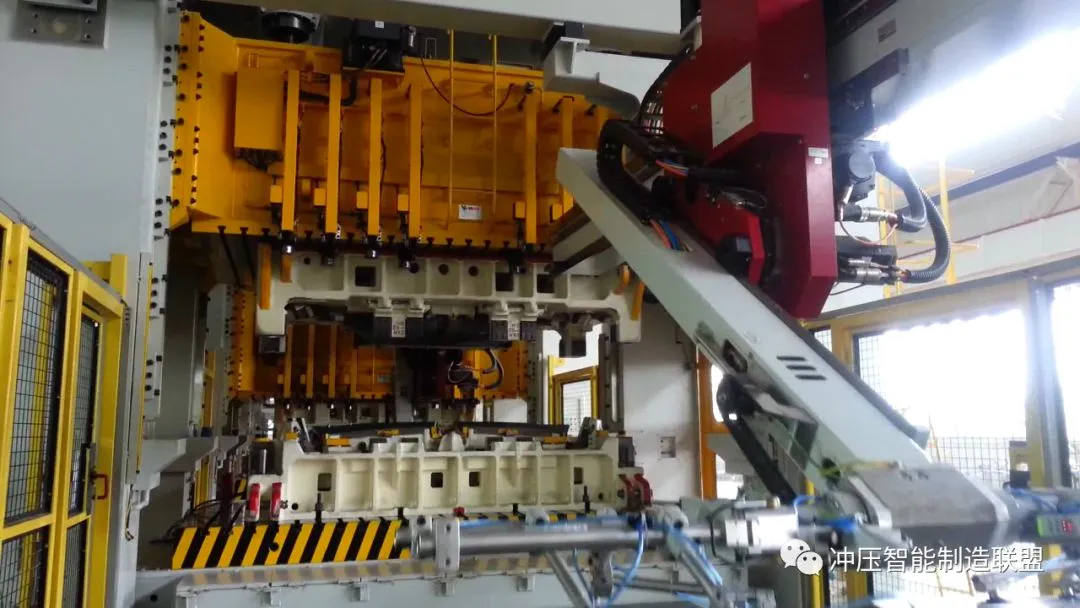
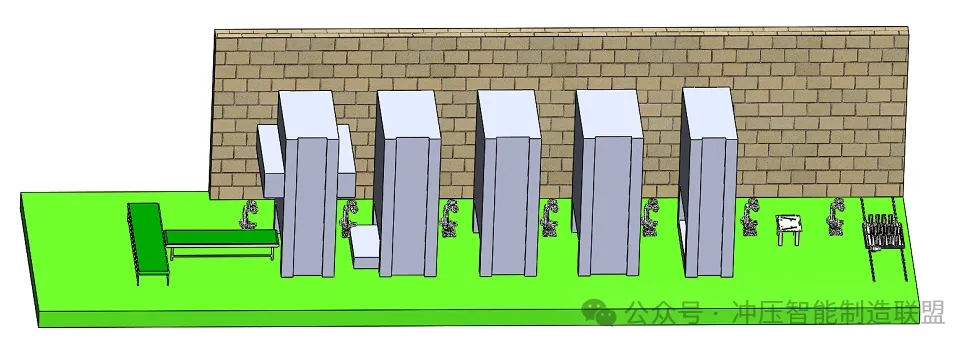
3. 串联式自动化冲压生产线
由多台不同吨位压力机串联排布,通过机器人完成机台间工件转运,分工序完成拉伸、成型、修边、整形、冲孔等工艺。适配大尺寸、大吨位、复杂成型工件,典型应用为汽车车身覆盖件、车门板材、大型钣金结构件,是整车制造核心冲压方案,可实现大型工件标准化批量生产。
4. 单机自动化冲压
单台冲床搭配上下料机械手,独立完成单品冲压成型,结构简单、成本低、部署灵活,适合中小批量、规格多样的五金配件、非标钣金件生产,适配中小型企业柔性生产需求。

四、重点行业应用说明
1. 汽车制造行业(核心应用领域)
覆盖车身覆盖件、底盘结构件、电池壳体、内饰金属配件全品类生产。大型车企采用千吨级串联冲压线,搭配七轴机器人线间传输,实现车门、车顶、引擎盖等大型件自动化成型;新能源汽车领域广泛应用级进模冲压生产刀片电池壳体、电机盖板,结合热成型冲压技术,实现零部件轻量化、一体化成型,部分一体化冲压工艺可将数十个零件整合为单件,大幅缩短生产周期、降低减重耗材。

2. 3C电子与精密制造行业
聚焦超薄板材、微型精密冲压件生产,依托NC伺服高精度送料系统,解决薄板变形、尺寸偏差问题。主要生产手机中框、连接器端子、散热片、精密弹片等小件,对定位精度、产品一致性要求极高,自动化产线可稳定保障微米级成型精度,满足电子产品精密装配需求。
3. 家电与五金行业
应用于冰箱、洗衣机、空调外壳,以及厨具、五金紧固件、装饰件的批量生产。通过自动化冲压线实现板材快速成型、批量码垛,大幅提升生产效率,同时保障产品外观平整度、尺寸一致性,适配家电行业规模化量产、低瑕疵的生产要求。
4. 航空航天与军工行业
针对高强度合金板材、异形结构件,采用高精度自动化冲压及热成型工艺,生产航空钣金配件、军工精密结构件,依托智能控制系统严格把控成型参数,保障产品强度、精度、稳定性,满足高端装备的严苛质量标准。

五、核心应用优势
1. 生产效率大幅提升
彻底摆脱人工上下料的速度限制,高速冲压线节拍可达3-6秒/件,单机日产能是人工操作的3-5倍,整线可实现24小时连续无人化生产,大幅提升产能、缩短交付周期。同时新一代产线搭载能量回馈技术,制动能量可回收电网,整体能耗降低15%-20%。
2. 产品精度与一致性稳定可控
全程数控伺服精准定位,规避人工操作的定位偏差、力度不均等问题,重复定位精度可达±0.03mm,产品尺寸偏差极小,批次一致性大幅提升,不良品率从传统人工生产的1.5%以上降至0.3%以内,适配高端产品量产标准。
3. 生产安全性显著提升
全流程自动化作业,人员无需进入冲压危险区域,配合安全光栅、互锁停机、防撞保护等多重防护机制,从根源杜绝压伤、夹伤等冲压安全事故,实现本质安全生产。
4. 降本增效,适配规模化生产
大幅减少一线操作人工,降低人工成本、管理成本及工伤风险;同时自动化生产物料损耗更低、良品率更高,长期生产成本优势显著,且支持参数化批量生产,适配大规模、标准化制造业需求。
5. 柔性生产能力强
智能控制系统支持参数一键切换、快速换模,可适配多规格、多品类工件生产,既能满足大批量单品量产,也能适配中小批量多品种柔性生产,适配当下制造业定制化、多元化生产趋势。

六、关键技术要点与运维规范
1. 核心技术要点
一是精度控制,通过伺服闭环反馈系统、视觉校正、模具精度校准,消除间隙误差与板材偏移,针对薄板工件优化送料速度曲线,避免高频冲压产生波浪变形;二是节拍匹配,根据工件工艺复杂度,合理匹配冲床行程、机器人转运速度,实现整线节拍联动,避免设备空置或拥堵;三是模具适配,根据产品材质、厚度、成型难度,匹配对应级进模、多工位模具,定期校准模具精度,保障成型质量。
2. 日常运维规范
每日检查伺服系统、传感器、安全防护装置运行状态,清理模具废料、清洁设备台面;定期对机械手、传动机构加注润滑油,校准定位精度、校正视觉系统参数;建立设备故障台账,及时排查卡顿、偏移、异响等异常问题,定期保养模具、更换损耗配件,保障产线长期稳定运行。

七、应用总结
冲压自动化技术凭借高精度、高效率、高安全性、强柔性的优势,已全面替代传统人工冲压模式,成为汽车、3C、家电、高端装备等制造业的核心生产工艺。通过整线设备集成与智能控制升级,不仅解决了传统冲压生产的效率、质量、安全痛点,还实现了生产数字化、节能化、柔性化升级,是制造业转型升级、提质降本增效的关键技术应用。
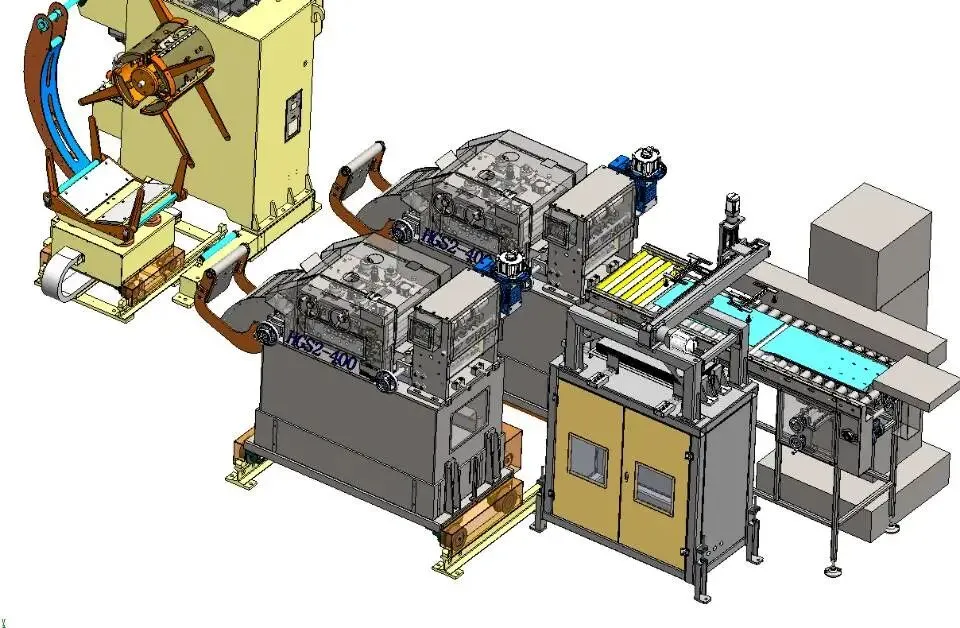
三合一送料机+模内移送单机多工位机械手生产线
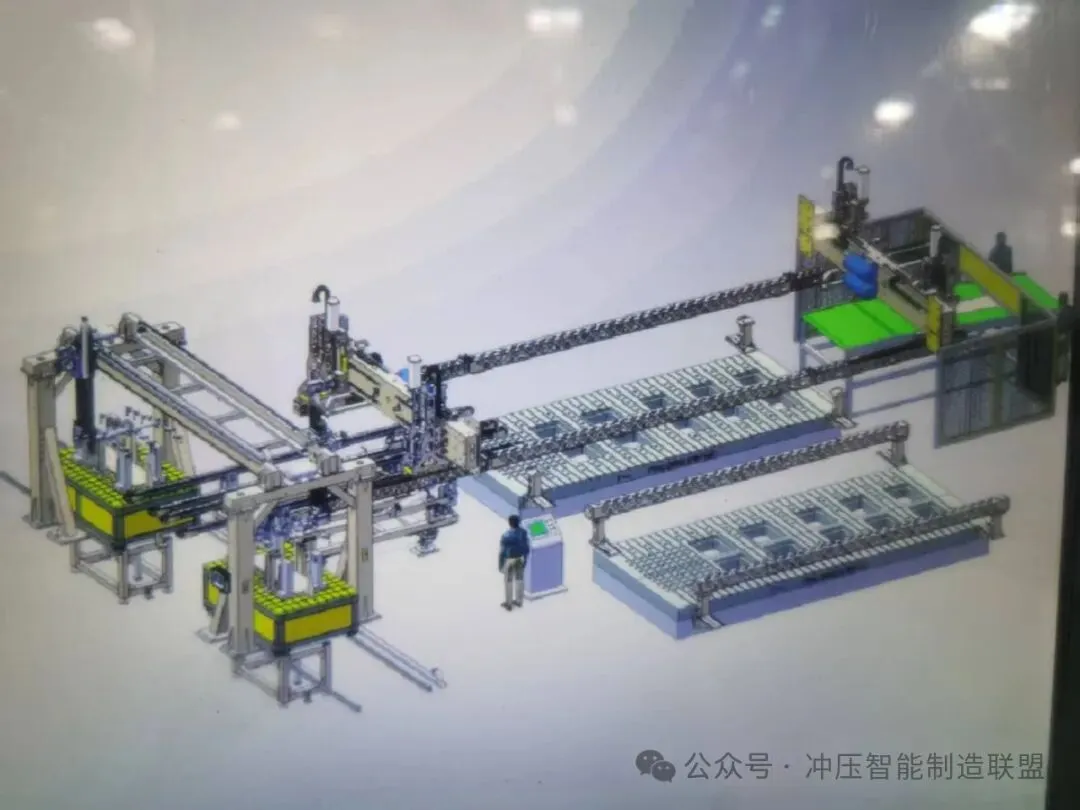
多工位三次元(三座标)机械手生产线视频
三合一送料机+六轴机器人冲压自动化生产线视频
独立工位机械手生产线(家用电器热水器外壳)
钢铝混合落料生产线+磁性皮带输送+异形材料码垛
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,或无法确认真正原始作者,故仅标明转载来源,如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!内容为作者个人观点,并不代表本公众号赞同其观点和对其真实性负责。

