文档内容
第1篇 机电工程技术 建造师小超人
石油化工
黄金N问:化工设备到货后如何采取保护措施防止被腐蚀?
【答案】(1)封闭措施
设备人孔、管口和开口应临时封闭,氮气保护的设备应定期检查氮气压力。
(2)隔离措施
不锈钢、钛、镍、锆、铝制设备应采取与碳钢隔离的措施,铝设备、钛设备、低温设备不得有表
面擦伤。
黄金N问:
案例背景
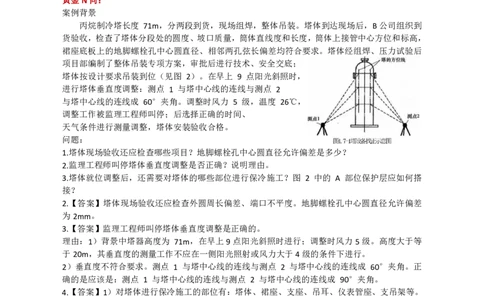
丙烷制冷塔长度 71m,分两段到货,现场组焊,整体吊装。塔体到达现场后,B公司组织到
货验收,检查了塔体分段处的圆度、坡口质量,筒体直线度和长度,筒体上接管中心方位和标高,
裙座底板上的地脚螺栓孔中心圆直径、相邻两孔弦长偏差均符合要求。塔体经组焊、压力试验后
项目部编制了整体吊装专项方案,审批后进行技术、安全交底;
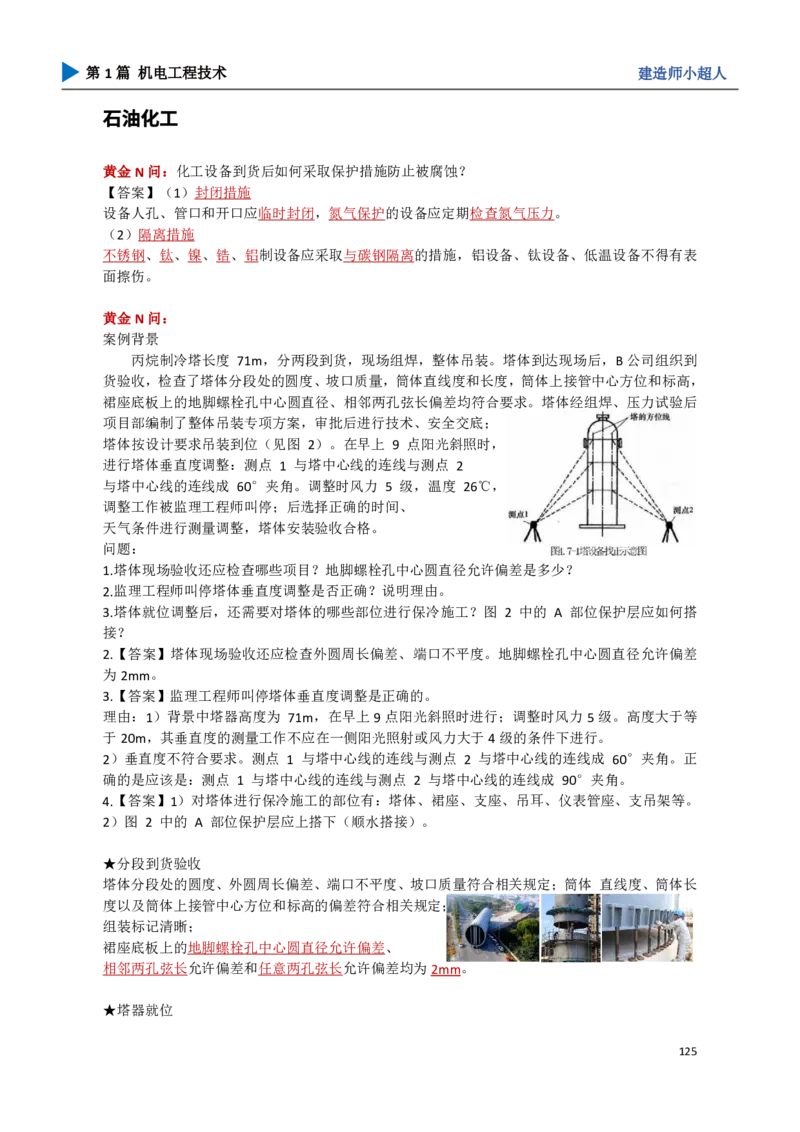
塔体按设计要求吊装到位(见图 2)。在早上 9 点阳光斜照时,
进行塔体垂直度调整:测点 1 与塔中心线的连线与测点 2
与塔中心线的连线成 60°夹角。调整时风力 5 级,温度 26℃,
调整工作被监理工程师叫停;后选择正确的时间、
天气条件进行测量调整,塔体安装验收合格。
问题:
1.塔体现场验收还应检查哪些项目?地脚螺栓孔中心圆直径允许偏差是多少?
2.监理工程师叫停塔体垂直度调整是否正确?说明理由。
3.塔体就位调整后,还需要对塔体的哪些部位进行保冷施工?图 2 中的 A 部位保护层应如何搭
接?
2.【答案】塔体现场验收还应检查外圆周长偏差、端口不平度。地脚螺栓孔中心圆直径允许偏差
为2mm。
3.【答案】监理工程师叫停塔体垂直度调整是正确的。
理由:1)背景中塔器高度为 71m,在早上9点阳光斜照时进行;调整时风力5级。高度大于等
于20m,其垂直度的测量工作不应在一侧阳光照射或风力大于4级的条件下进行。
2)垂直度不符合要求。测点 1 与塔中心线的连线与测点 2 与塔中心线的连线成 60°夹角。正
确的是应该是:测点 1 与塔中心线的连线与测点 2 与塔中心线的连线成 90°夹角。
4.【答案】1)对塔体进行保冷施工的部位有:塔体、裙座、支座、吊耳、仪表管座、支吊架等。
2)图 2 中的 A 部位保护层应上搭下(顺水搭接)。
★分段到货验收
塔体分段处的圆度、外圆周长偏差、端口不平度、坡口质量符合相关规定;筒体 直线度、筒体长
度以及筒体上接管中心方位和标高的偏差符合相关规定;
组装标记清晰;
裙座底板上的地脚螺栓孔中心圆直径允许偏差、
相邻两孔弦长允许偏差和任意两孔弦长允许偏差均为2mm。
★塔器就位
125第1篇 机电工程技术 建造师小超人
将塔设备任意相邻的方位线作为垂直找正基准,如图所示,测量点1与塔中心线的连线与测量点
2与塔中心线的连线成90°夹角。塔高小于等于30m,垂直度偏差不大于塔高的1/1000;塔高大
于30m,垂直度偏差允许值为1/1000塔高,且不大于50mm。
高度大于等于20m的塔,其垂直度的测量工作不应在一侧阳光照射或风力大于4级的条件下进行。
黄金N问:进行塔器试板的检验与评定时,应进行哪些试验?
【答案】(1)试板的焊接接头经外观检查和无损检测。
(2)试样的拉伸试验。
(3)试件的弯曲试验。
(4)试件的冲击试验。
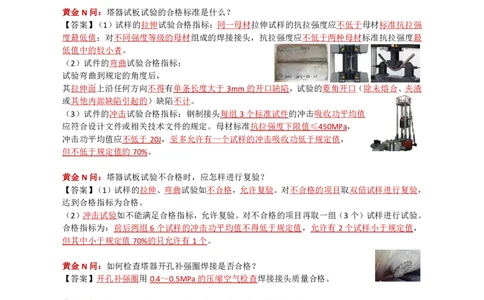
黄金N问:塔器试板试验的合格标准是什么?
【答案】(1)试样的拉伸试验合格指标:同一母材拉伸试样的抗拉强度应不低于母材标准抗拉强
度最低值;对不同强度等级的母材组成的焊接接头,抗拉强度应不低于两种母材标准抗拉强度最
低值中的较小者。
(2)试件的弯曲试验合格指标:
试验弯曲到规定的角度后,
其拉伸面上沿任何方向不得有单条长度大于3mm的开口缺陷,试验的菱角开口(除未熔合、夹渣
或其他内部缺陷引起的)缺陷不计。
(3)试件的冲击试验合格指标:钢制接头每组3个标准试件的冲击吸收功平均值
应符合设计文件或相关技术文件的规定。母材标准抗拉强度下限值≤450MPa,
冲击功平均值应不低于20J,至多允许有一个试样的冲击吸收功低于规定值,
但不低于规定值的70%。
黄金N问:塔器试板试验不合格时,应怎样进行复验?
【答案】(1)试样的拉伸、弯曲试验如不合格,允许复验。对不合格的项目取双倍试样进行复验,
达到合格指标为合格。
(2)冲击试验如不能满足合格指标,允许复验。对不合格的项目再取一组(3个)试样进行试验。
合格指标为:前后两组6个试样的冲击功平均值不得低于规定值,允许有2个试样小于规定值,
但其中小于规定值70%的只允许有1个。
黄金N问:如何检查塔器开孔补强圈焊接是否合格?
【答案】开孔补强圈用0.4~0.5MPa的压缩空气检查焊接接头质量合格。
黄金N问:塔器水压试验时,压力表有何要求,试验应怎样进行?
【答案】在塔器最高与最低点且便于观察的位置,各设置一块压力表。两块压力表的量程应相同,
并校验合格且在校验有效期内,压力表精度不低于1.6级。压力表量程不低于1.5倍且不高于3
倍试验压力。试验压力以装设在设备最高处的压力表读数为准。
黄金N问:壁板预制滚圆后,如何用样板检查?
【答案】滚圆后,立置在平台上用样板检查,垂直方向上用1m直线样板检查,
其间隙≤2mm;水平方向上用弧形样板检查,样板弦长为2m,其间隙≤4mm。
(口诀:1224)
126第1篇 机电工程技术 建造师小超人
黄金N问:顶板预制,成型后弧形板如何检查?
【答案】成型后弧形板用核准的弦长为2m的弧形样板检查,间隙不大于10mm。
黄金N问:
案例背景:
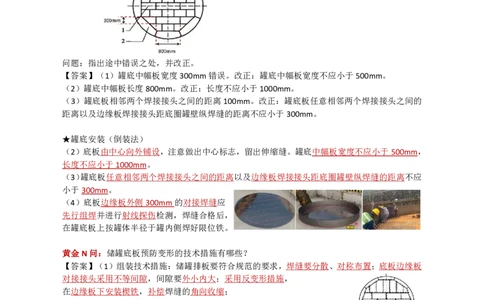
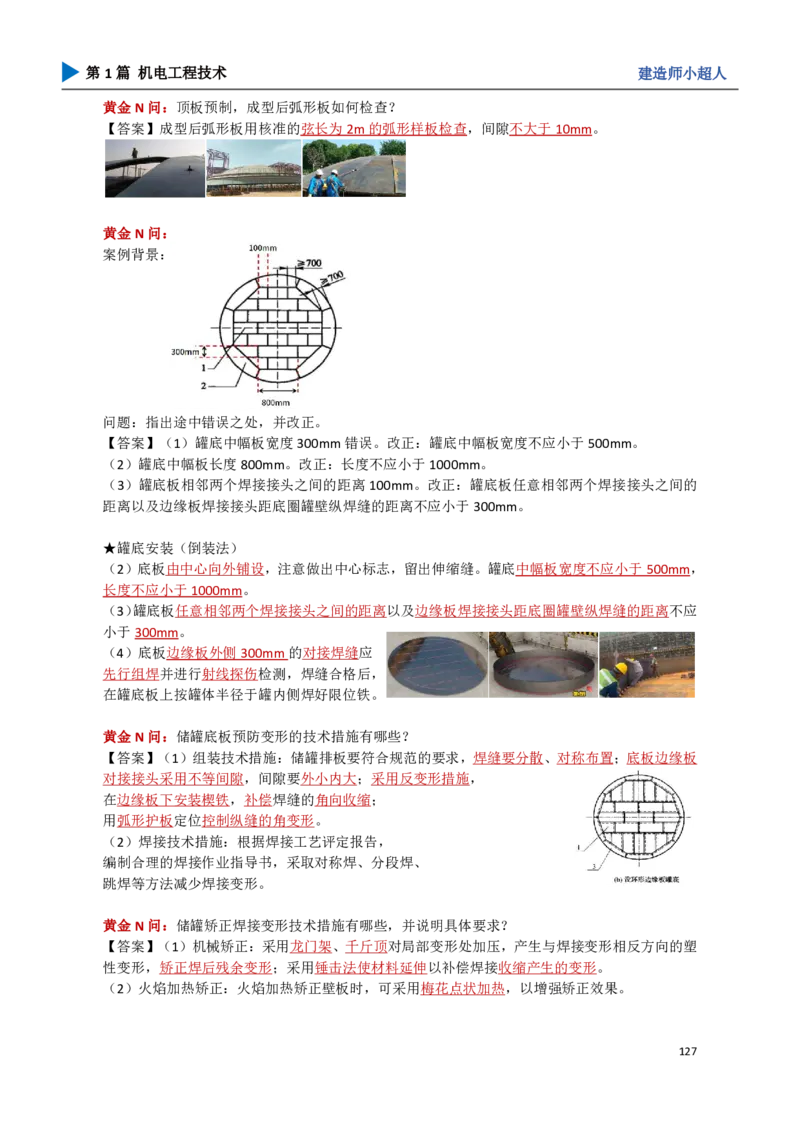
问题:指出途中错误之处,并改正。
【答案】(1)罐底中幅板宽度300mm错误。改正:罐底中幅板宽度不应小于500mm。
(2)罐底中幅板长度800mm。改正:长度不应小于1000mm。
(3)罐底板相邻两个焊接接头之间的距离100mm。改正:罐底板任意相邻两个焊接接头之间的
距离以及边缘板焊接接头距底圈罐壁纵焊缝的距离不应小于300mm。
★罐底安装(倒装法)
(2)底板由中心向外铺设,注意做出中心标志,留出伸缩缝。罐底中幅板宽度不应小于500mm,
长度不应小于1000mm。
(3)罐底板任意相邻两个焊接接头之间的距离以及边缘板焊接接头距底圈罐壁纵焊缝的距离不应
小于300mm。
(4)底板边缘板外侧300mm的对接焊缝应
先行组焊并进行射线探伤检测,焊缝合格后,
在罐底板上按罐体半径于罐内侧焊好限位铁。
黄金N问:储罐底板预防变形的技术措施有哪些?
【答案】(1)组装技术措施:储罐排板要符合规范的要求,焊缝要分散、对称布置;底板边缘板
对接接头采用不等间隙,间隙要外小内大;采用反变形措施,
在边缘板下安装楔铁,补偿焊缝的角向收缩;
用弧形护板定位控制纵缝的角变形。
(2)焊接技术措施:根据焊接工艺评定报告,
编制合理的焊接作业指导书,采取对称焊、分段焊、
跳焊等方法减少焊接变形。
黄金N问:储罐矫正焊接变形技术措施有哪些,并说明具体要求?
【答案】(1)机械矫正:采用龙门架、千斤顶对局部变形处加压,产生与焊接变形相反方向的塑
性变形,矫正焊后残余变形;采用锤击法使材料延伸以补偿焊接收缩产生的变形。
(2)火焰加热矫正:火焰加热矫正壁板时,可采用梅花点状加热,以增强矫正效果。
127第1篇 机电工程技术 建造师小超人
黄金N问:储罐焊缝外观质量检查时,不允许有哪些缺陷?
【答案】焊缝表面及热影响区不得有裂纹、气孔、夹渣、弧坑和未焊满等缺陷。
黄金N问:
案例背景:
某机电工程公司施工总体承包了一项大型原油储备库工程。罐壁钢板最低标准屈服强度为
410MPa,罐底中幅板、边缘板厚度均为10mm。机电工程公司进行无损检测时,按如下方法进行:
1.罐壁焊接完毕后立即进行无损检测。
2.边缘板每条对接焊缝外端300mm应进行衍射时差法超声检测,质量等级应符合规范要求。
监理工程师认为不符合要求,要求机电工程公司重新进行无损检测。
问题:机电工程公司应怎样重新进行无损检测?
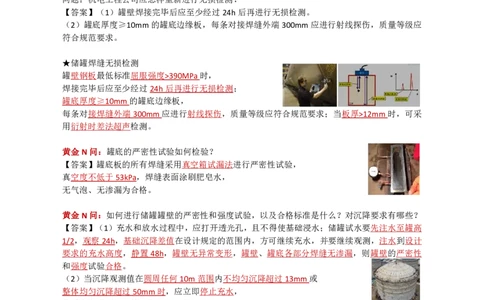
【答案】(1)罐壁焊接完毕后应至少经过24h后再进行无损检测。
(2)罐底厚度≥10mm的罐底边缘板,每条对接焊缝外端300mm应进行射线探伤,质量等级应
符合规范要求。
★储罐焊缝无损检测
罐壁钢板最低标准屈服强度>390MPa时,
焊接完毕后应至少经过24h后再进行无损检测;
罐底厚度≥10mm的罐底边缘板,
每条对接焊缝外端300mm应进行射线探伤,质量等级应符合规范要求;当板厚>12mm时,可采
用衍射时差法超声检测。
黄金N问:罐底的严密性试验如何检验?
【答案】罐底板的所有焊缝采用真空箱试漏法进行严密性试验,
真空度不低于53kPa,焊缝表面涂刷肥皂水,
无气泡、无渗漏为合格。
黄金N问:如何进行储罐罐壁的严密性和强度试验,以及合格标准是什么?对沉降要求有哪些?
【答案】(1)充水和放水过程中,应打开透光孔,且不得使基础浸水;储罐试水要先注水至罐高
1/2,观察24h,基础沉降差值在设计规定的范围内,方可继续充水,并要继续观测,注水到设计
要求的充水高度,静置48h,罐壁无异常变形,罐壁、罐底各部分焊缝无渗漏,则罐壁的严密性
和强度试验合格。
(2)当沉降观测值在圆周任何10m范围内不均匀沉降超过13mm或
整体均匀沉降超过50mm时,应立即停止充水,
在采取有效处理措施后方可继续进行试验。
黄金N问:球形罐质量证明书包括的内容有哪些?
【答案】制造竣工图样;压力容器产品合格证;产品质量证明文件;特种设备制造监督检验证书。
黄金N问:球壳板超声波测厚如何抽检?
【答案】球壳板应进行超声波测厚抽查,抽查数量不得少于球壳板总数的20%,
实测厚度应不小于设计厚度,若有不合格,应加倍抽查,若仍有不合格应进行
100%超声波测厚检查。
128第1篇 机电工程技术 建造师小超人
黄金N问:球壳板超声波探伤应如何抽检?
【答案】球壳板周边100mm范围应进行超声波检查抽查,
被抽查数量不得少于球壳板总数的20%,且每带不少于2块,
上、下极不少于1块。其结果应符合规范规定,若发现超标缺陷,
应加倍抽查,若仍有超标缺陷,则100%检验。
黄金N问:球罐焊接要求有哪些?
【答案】(1)焊接程序:先焊纵缝,后焊环缝;先焊短缝,后焊长缝;先焊坡口深度大的一侧,
后焊坡口深度小的一侧。
(2)焊工应对称分布、同步焊接,
在同等时间内超前或滞后的长度不宜大于500mm。
焊条电弧焊的第一层焊道应采用分段退焊法。多层多道焊时,每层焊道引弧点宜依次错开25~
50mm。
黄金N问:确定球罐是否进行焊后整体热处理的依据有哪些?
【答案】设计图样要求、盛装介质、厚度、使用材料等。
(口诀:涂装都市)
黄金N问:球罐焊后热处理效果评定包括哪些?
【答案】包括热处理工艺报告和产品试板力学性能试验报告。
黄金N问:简述球罐水压试验过程。
【答案】试验过程应保证球罐外表面的干燥;
在球罐罐壁温度与液体温度接近时,方可缓慢升压;缓慢试压至试验压力的50%,保压10min,
检查球罐焊接接头和连接部位,无渗漏时继续升压;升至设计压力,保压10min,检查无渗漏继
续升压;压力升至试验压力,保压时间不小于30min,然后将压力降到设计压力进行检查,压力
保持不变,无渗漏、无可见的变形及异常声响为合格。
黄金N问:球罐进行泄漏性试验有哪些方法?
【答案】泄漏性试验分为气密性试验、氨检漏试验、
卤素检漏试验和氦检漏试验。
(口诀:气坏安路)
★钢结构切割与加工
③碳素结构钢在环境温度低于-20℃,低合金钢在环境温度低于-15℃时,不得进行剪切和冲孔。
★钢结构变形矫正
①碳素结构钢在环境温度低于-16℃、低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和
冷弯曲。
②碳素结构钢和低合金结构钢在加热矫正时,加热温度应为700~800℃,最高温度严禁超过900℃,
最低温度不得低于600℃;低合金结构钢在加热矫正后应自然冷却。
黄金N问:
案例背景:
某安装公司承接一钢结构安装工程,钢结构节点采用高强度螺栓固定。
129第1篇 机电工程技术 建造师小超人
在进行施工时,由于钢结构开孔误差,导致螺栓无法正常穿入,安装公司采用气割成孔,被
监理工程师制止。
在进行钢结构大梁安装时,由于钢构件之间摩擦力不足,导致高强螺栓受力弯曲,不符合质
量标准。
问题:1.螺栓无法正常穿入时,应采取怎样的措施?
2.试分析导致高强螺栓受力弯曲的原因,写出解决方案。
【答案】
1.螺栓不能自由穿入时可釆用饺刀或锉刀修整螺栓孔,不得采用气割扩孔。扩孔数量应征得设计
单位同意。
2.(1)原因:构件摩擦面的抗滑移系数不满足要求。
(2)解决方案:钢结构制作和安装单位应按规定分别进行高强度螺栓连接摩擦面的抗滑移系数试
验和复验。
(2)不满足要求时需要打磨,采用手工砂轮打磨时,打磨方向应与受力方向垂直。
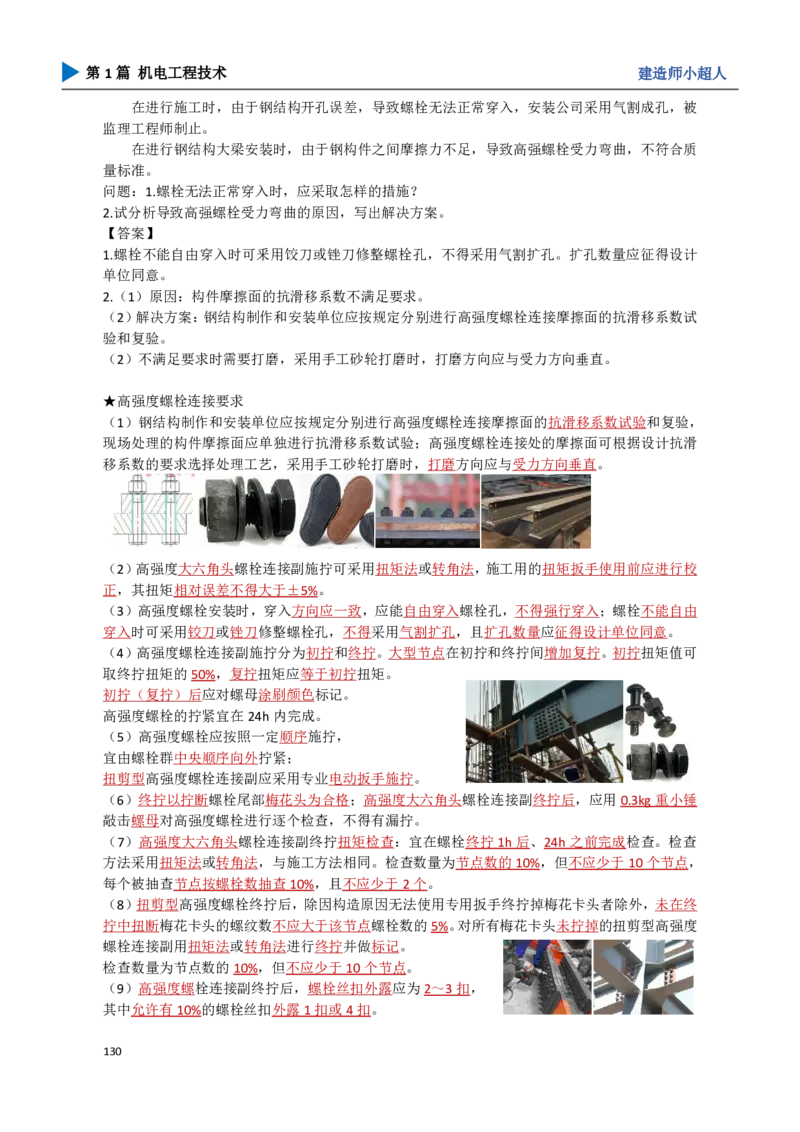
★高强度螺栓连接要求
(1)钢结构制作和安装单位应按规定分别进行高强度螺栓连接摩擦面的抗滑移系数试验和复验,
现场处理的构件摩擦面应单独进行抗滑移系数试验;高强度螺栓连接处的摩擦面可根据设计抗滑
移系数的要求选择处理工艺,采用手工砂轮打磨时,打磨方向应与受力方向垂直。
(2)高强度大六角头螺栓连接副施拧可采用扭矩法或转角法,施工用的扭矩扳手使用前应进行校
正,其扭矩相对误差不得大于±5%。
(3)高强度螺栓安装时,穿入方向应一致,应能自由穿入螺栓孔,不得强行穿入;螺栓不能自由
穿入时可采用铰刀或锉刀修整螺栓孔,不得采用气割扩孔,且扩孔数量应征得设计单位同意。
(4)高强度螺栓连接副施拧分为初拧和终拧。大型节点在初拧和终拧间增加复拧。初拧扭矩值可
取终拧扭矩的50%,复拧扭矩应等于初拧扭矩。
初拧(复拧)后应对螺母涂刷颜色标记。
高强度螺栓的拧紧宜在24h内完成。
(5)高强度螺栓应按照一定顺序施拧,
宜由螺栓群中央顺序向外拧紧;
扭剪型高强度螺栓连接副应采用专业电动扳手施拧。
(6)终拧以拧断螺栓尾部梅花头为合格;高强度大六角头螺栓连接副终拧后,应用0.3kg重小锤
敲击螺母对高强度螺栓进行逐个检查,不得有漏拧。
(7)高强度大六角头螺栓连接副终拧扭矩检查:宜在螺栓终拧1h后、24h之前完成检查。检查
方法采用扭矩法或转角法,与施工方法相同。检查数量为节点数的10%,但不应少于10个节点,
每个被抽查节点按螺栓数抽查10%,且不应少于2个。
(8)扭剪型高强度螺栓终拧后,除因构造原因无法使用专用扳手终拧掉梅花卡头者除外,未在终
拧中扭断梅花卡头的螺纹数不应大于该节点螺栓数的5%。对所有梅花卡头未拧掉的扭剪型高强度
螺栓连接副用扭矩法或转角法进行终拧并做标记。
检查数量为节点数的10%,但不应少于10个节点。
(9)高强度螺栓连接副终拧后,螺栓丝扣外露应为2~3扣,
其中允许有10%的螺栓丝扣外露1扣或4扣。
130
