

文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
2.3 焊接技术
2.3.2 焊接方法和焊接工艺
1.焊接方法
焊接是利用加热、加压或二者并用的方法,将两种或两种以上的同种或异种材料,通过原子或分子之间的结
合或扩散连接成一体的工艺过程。按照焊接过程中金属所处的状态及工艺特点,焊接可分为熔化焊、压力焊
及钎焊三种。
1.焊接方法
1)熔化焊
(1)熔化焊是指在焊接过程中,将焊接接头在焊接电弧等热源作用下加热至熔化状态,在温度场、重力等作
用下,不加压力,两个工件熔化的液态金属发生混合现象,待温度降低后,熔化部分凝结,两个工件就被牢
固地焊在一起的方法。
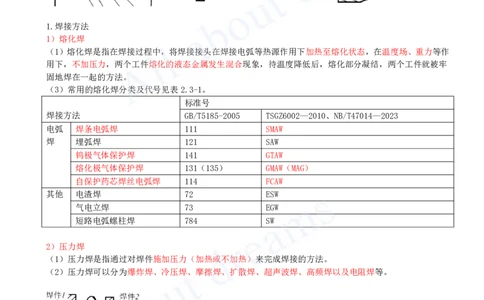
(3)常用的熔化焊分类及代号见表2.3-1。
标准号
焊接方法 GB/T5185-2005 TSGZ6002—2010、NB/T47014—2023
电弧 焊条电弧焊 111 SMAW
焊 埋弧焊 121 SAW
钨极气体保护焊 141 GTAW
熔化极气体保护焊 131(135) GMAW(MAG)
自保护药芯焊丝电弧焊 114 FCAW
其他 电渣焊 72 ESW
气电立焊 73 EGW
短路电弧螺柱焊 784 SW
2)压力焊
(1)压力焊是指通过对焊件施加压力(加热或不加热)来完成焊接的方法。
(2)压力焊可以分为爆炸焊、冷压焊、摩擦焊、扩散焊、超声波焊、高频焊以及电阻焊等。
3)钎焊
钎焊是指采用比母材熔点低的金属材料作钎料,在加热温度高于钎料而低于母材熔点的情况下,利用液态钎
料润湿母材,填充接头间隙,并与母材相互扩散下连接焊件的方法。其包括硬钎焊和软钎焊两种。[注:天一文化专有版权,未经许可不可转发或复印传播]
2.焊接工艺
1)焊接接头
(1)焊接接头由焊缝、熔合区、热影响区和母材金属组成。
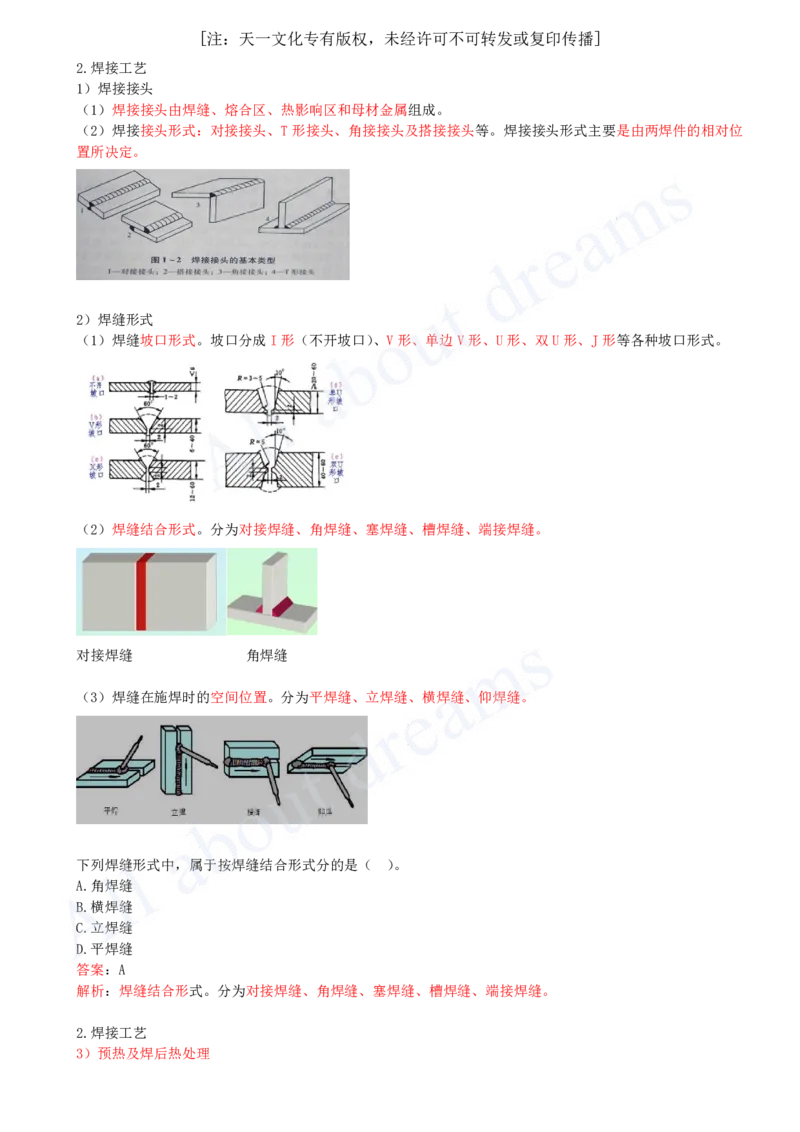
(2)焊接接头形式:对接接头、T形接头、角接接头及搭接接头等。焊接接头形式主要是由两焊件的相对位
置所决定。
2)焊缝形式
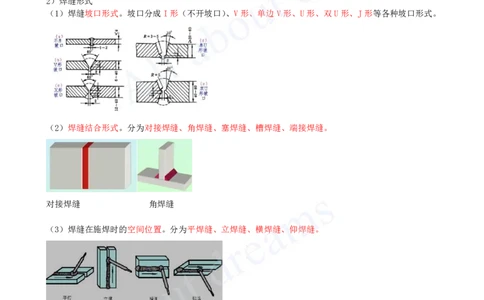
(1)焊缝坡口形式。坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种坡口形式。
(2)焊缝结合形式。分为对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊缝。
对接焊缝 角焊缝
(3)焊缝在施焊时的空间位置。分为平焊缝、立焊缝、横焊缝、仰焊缝。
下列焊缝形式中,属于按焊缝结合形式分的是( )。
A.角焊缝
B.横焊缝
C.立焊缝
D.平焊缝
答案:A
解析:焊缝结合形式。分为对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊缝。
2.焊接工艺
3)预热及焊后热处理[注:天一文化专有版权,未经许可不可转发或复印传播]
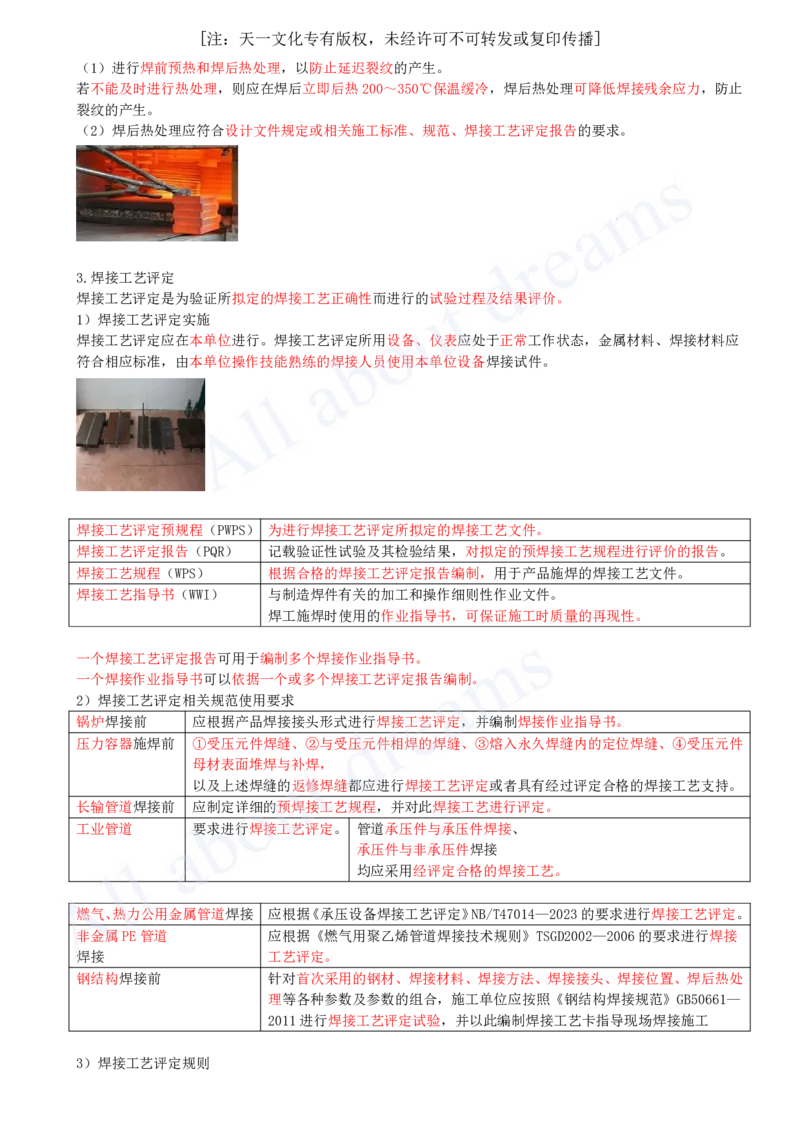
(1)进行焊前预热和焊后热处理,以防止延迟裂纹的产生。
若不能及时进行热处理,则应在焊后立即后热200~350℃保温缓冷,焊后热处理可降低焊接残余应力,防止
裂纹的产生。
(2)焊后热处理应符合设计文件规定或相关施工标准、规范、焊接工艺评定报告的要求。
3.焊接工艺评定
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。
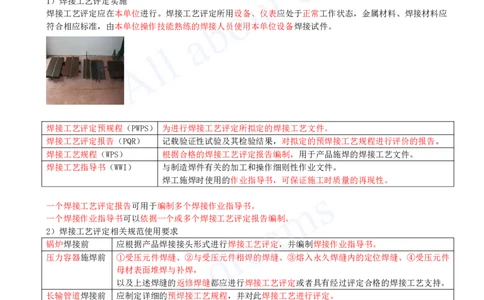
1)焊接工艺评定实施
焊接工艺评定应在本单位进行。焊接工艺评定所用设备、仪表应处于正常工作状态,金属材料、焊接材料应
符合相应标准,由本单位操作技能熟练的焊接人员使用本单位设备焊接试件。
焊接工艺评定预规程(PWPS) 为进行焊接工艺评定所拟定的焊接工艺文件。
焊接工艺评定报告(PQR) 记载验证性试验及其检验结果,对拟定的预焊接工艺规程进行评价的报告。
焊接工艺规程(WPS) 根据合格的焊接工艺评定报告编制,用于产品施焊的焊接工艺文件。
焊接工艺指导书(WWI) 与制造焊件有关的加工和操作细则性作业文件。
焊工施焊时使用的作业指导书,可保证施工时质量的再现性。
一个焊接工艺评定报告可用于编制多个焊接作业指导书。
一个焊接作业指导书可以依据一个或多个焊接工艺评定报告编制。
2)焊接工艺评定相关规范使用要求
锅炉焊接前 应根据产品焊接接头形式进行焊接工艺评定,并编制焊接作业指导书。
压力容器施焊前 ①受压元件焊缝、②与受压元件相焊的焊缝、③熔入永久焊缝内的定位焊缝、④受压元件
母材表面堆焊与补焊,
以及上述焊缝的返修焊缝都应进行焊接工艺评定或者具有经过评定合格的焊接工艺支持。
长输管道焊接前 应制定详细的预焊接工艺规程,并对此焊接工艺进行评定。
工业管道 要求进行焊接工艺评定。 管道承压件与承压件焊接、
承压件与非承压件焊接
均应采用经评定合格的焊接工艺。
燃气、热力公用金属管道焊接 应根据《承压设备焊接工艺评定》NB/T47014—2023的要求进行焊接工艺评定。
非金属PE管道 应根据《燃气用聚乙烯管道焊接技术规则》TSGD2002—2006的要求进行焊接
焊接 工艺评定。
钢结构焊接前 针对首次采用的钢材、焊接材料、焊接方法、焊接接头、焊接位置、焊后热处
理等各种参数及参数的组合,施工单位应按照《钢结构焊接规范》GB50661—
2011进行焊接工艺评定试验,并以此编制焊接工艺卡指导现场焊接施工
3)焊接工艺评定规则[注:天一文化专有版权,未经许可不可转发或复印传播]
(1)按照《承压设备焊接工艺评定》NB/T47014—2023,把焊接所有工艺参数分为重要因素、补加因素和次
要因素三种。
(2)重要因素变化的情况都需要重新进行评定,如焊接方法、母材分类、母材厚度、焊丝类别、预热、焊后
热处理、保护气体种类、电流种类和极性等变化都可以成为重要因素。
(3)当有冲击韧性要求时,补加因素就上升为重要因素,如线能量、平焊改立焊、多道焊改为单道焊等,反
之则下降为次要因素。
次要因素变化则无需要进行评定,如坡口形式尺寸、焊丝规格、保护气体流量等,但需要重新编制焊接工艺
规程。
2.3.3 焊接应力与焊接变形
1.降低焊接应力的措施
1)设计措施
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
(2)避免焊缝过于集中,从而避免焊接应力峰值叠加。
(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
2)工艺措施
(1)采用较小的焊接线能量。较小的焊接线能量的输入能有效地减小焊缝热塑变的范围和温度梯度的幅度,
从而降低焊接应力。
(2)合理安排装配焊接顺序。合理的焊接顺序,使焊缝有自由收缩的余地,从而降低焊接中的残余应力。
例如:在大型储罐底板的焊接中,先进行短焊缝的焊接,再焊接长焊缝。焊接过程中不受外力约束,使其自
由收缩,可以有效地降低短焊缝中的残余应力。
(3)层间进行锤击。焊后用小锤轻敲焊缝及其邻近区域,使金属晶粒间的应力得以释放,能有效地减小焊接
残余应力,从而降低焊接应力。
例如:在进行铸铁部件的焊接时,不及时进行敲击以释放应力,焊缝周边的母材会出现明显的裂纹。
(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)。
(5)焊接高强钢时,选用塑性较好的焊条。由于焊缝的金属填充物具有良好的塑性,通过塑性变形,可有效
地减小内应力。
(6)预热。构件本体上温差越大,焊接残余应力也越大。焊前对构件进行预热,能减小温差和减慢冷却速度,
两者均能减小焊接残余应力。
(7)消氢处理。采用低氢焊条、焊后及时进行消氢处理,都能有效降低焊缝中的氢含量,预防氢致集中应力。
消氢处理的温度一般为300~350℃,保温2~6h后冷却。消氢处理的主要目的是使焊缝金属中的扩散氢逸出,
降低焊缝及热影响区的含氢量,防止氢致冷裂纹的产生。
(8)焊后热处理。利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,
塑性变形逐渐增加而使应力降低。焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间
有关。焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
(9)利用振动法来消除焊接残余应力。
降低焊接应力的正确措施有( )。
A.构件设计时尽量减少焊缝尺寸
B.将焊缝集中在一个区域
C.焊接时采用较小的焊接线能量
D.焊接过程中,层面锤击
E.焊接前对结构件进行整体预热
答案:ACE
解析:
B选项,避免焊缝过于集中,从而避免焊接应力峰值叠加
D选项,层间进行锤击。焊后用小锤轻敲焊缝及其邻近区域,使金属晶粒间的应力得以释放,能有效地减小焊
接残余应力,从而降低焊接应力。

