





文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
2025环球网校一级建造师《机电工程管理与实务》考点精讲-第60讲
【课前学习建议】
本讲的学习内容如下
1.了解炼铁设备安装技术,包含①高炉炼铁设备的组成②高炉本体结构的安装要求③高炉本体主
要设备的安装要求④热风炉安装技术。
2.了解炼钢设备安装技术,包含①转炉炼钢工艺设备的组成②转炉炼钢设备安装技术③转炉本体
安装技术④连铸机安装要求。
3.了解轧机设备安装技术,包含①轧钢工艺设备②轧机设备安装要求③主机设备安装要求④辅助
设备安装要求。
4.了解空分与制氧设备安装技术,掌握冷箱安装要求中管道试压要求和管道吹扫要求。
4.9 冶炼设备安装技术
2024年 2023年 2022年 2021年 2020年
章节 章节名称 单 多 案 单 多 案 单 多 案 单 多 案 单 多 案
选 选 例 选 选 例 选 选 例 选 选 例 选 选 例
4.9 冶炼设备安装技术 2 15 1 1 1
【本节考点概览】
4.9.1炼铁设备安装技术 7 8
1
9
4
4.9.2炼钢设备安装技术 8
3
信
4.9.3轧机设备安装技术 微
系
4.9.4空分与制氧设备安联装技术
题
4.9.5炉窑砌筑施工押技术(删减)
准
精
【考点】炼铁设备安装技术(★)
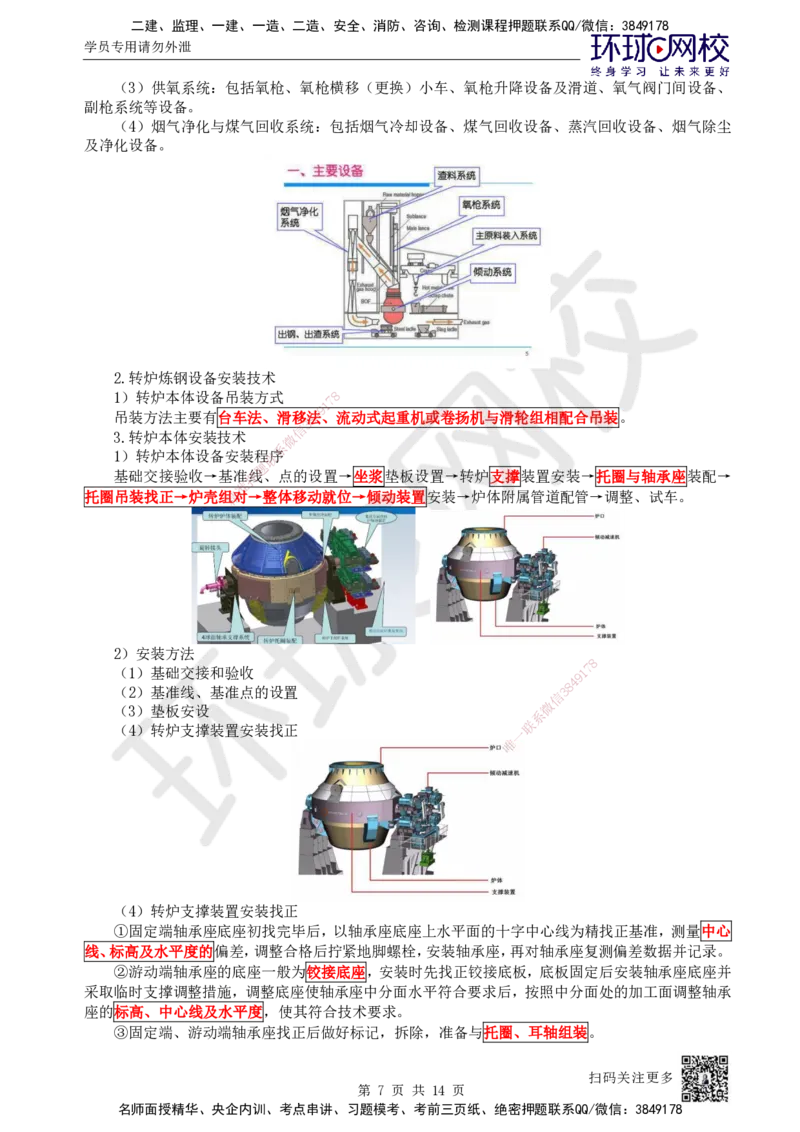
1.高炉炼铁设备
补充:炼铁过程实质上是将铁从矿石等含铁化合物中(其自然形态)还原8出来的过程。
7
1
9
高炉炼铁系统主要设备由高炉本体及原料系统、送风系统、煤气系统、8 4渣铁系统组成。
3
信
微
系
联
一
唯
(1)高炉本体设备包括:炉体框架、炉壳、冷却设备、炉喉钢砖、炉顶保护板、炉顶装料设备
等主要部件。
扫码关注更多
第 1 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
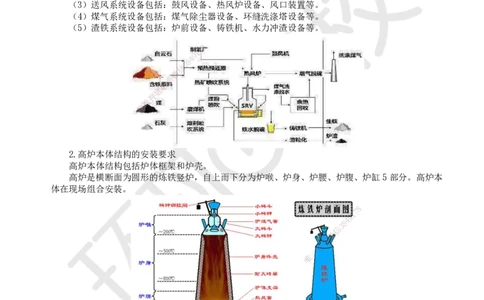
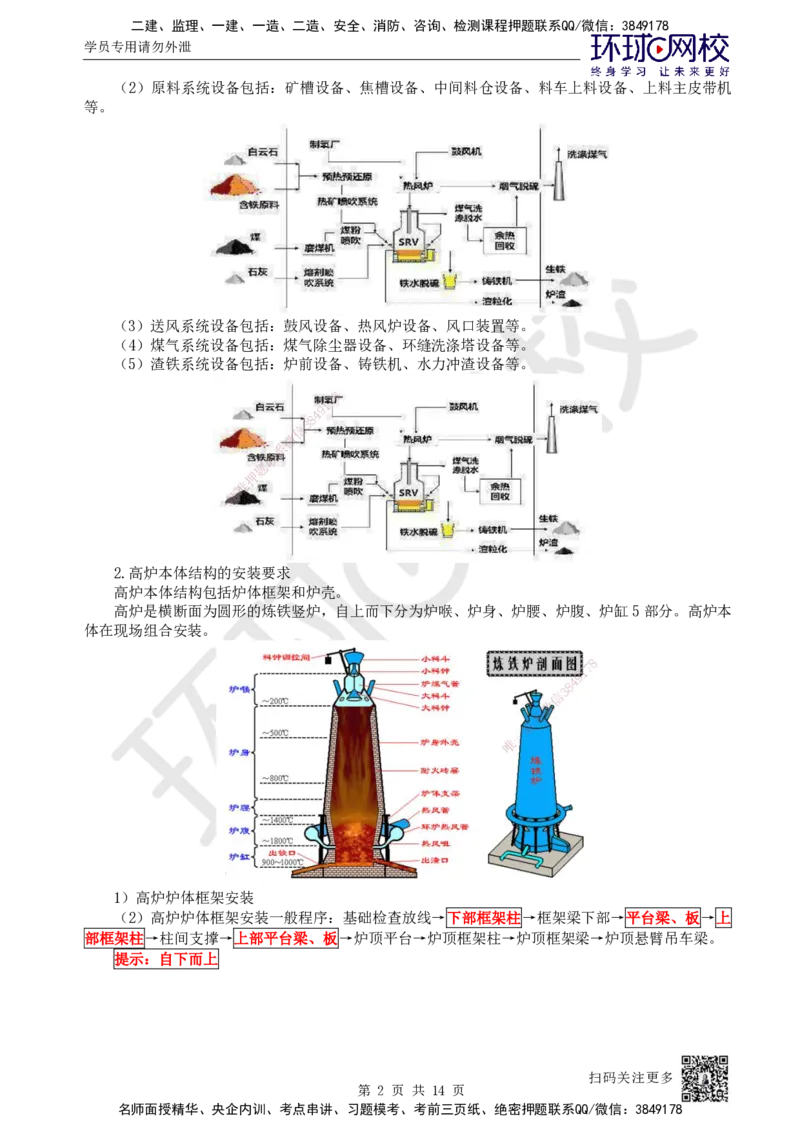
(2)原料系统设备包括:矿槽设备、焦槽设备、中间料仓设备、料车上料设备、上料主皮带机
等。
(3)送风系统设备包括:鼓风设备、热风炉设备、风口装置等。
(4)煤气系统设备包括:煤气除尘器设备、环缝洗涤塔设备等。
(5)渣铁系统设备包括:炉前设备、铸铁机、水力冲渣设备等。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
2.高炉本体结构的安装要求
高炉本体结构包括炉体框架和炉 壳。
高炉是横断面为圆形的炼铁竖炉,自 上而下分为炉喉、炉身、炉腰、炉腹、炉缸5部分。高炉本
体在现场组合安装。
8
1
7
9
8
4
信
3
微
系
联
一
唯
1)高炉炉体框架安装
(2)高炉炉体框架安装一般程序:基础检查放线→下部框架柱→框架梁下部→平台梁、板→上
部框架柱→柱间支撑→上部平台梁、板→炉顶平台→炉顶框架柱→炉顶框架梁→炉顶悬臂吊车梁。
提示:自下而上
扫码关注更多
第 2 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
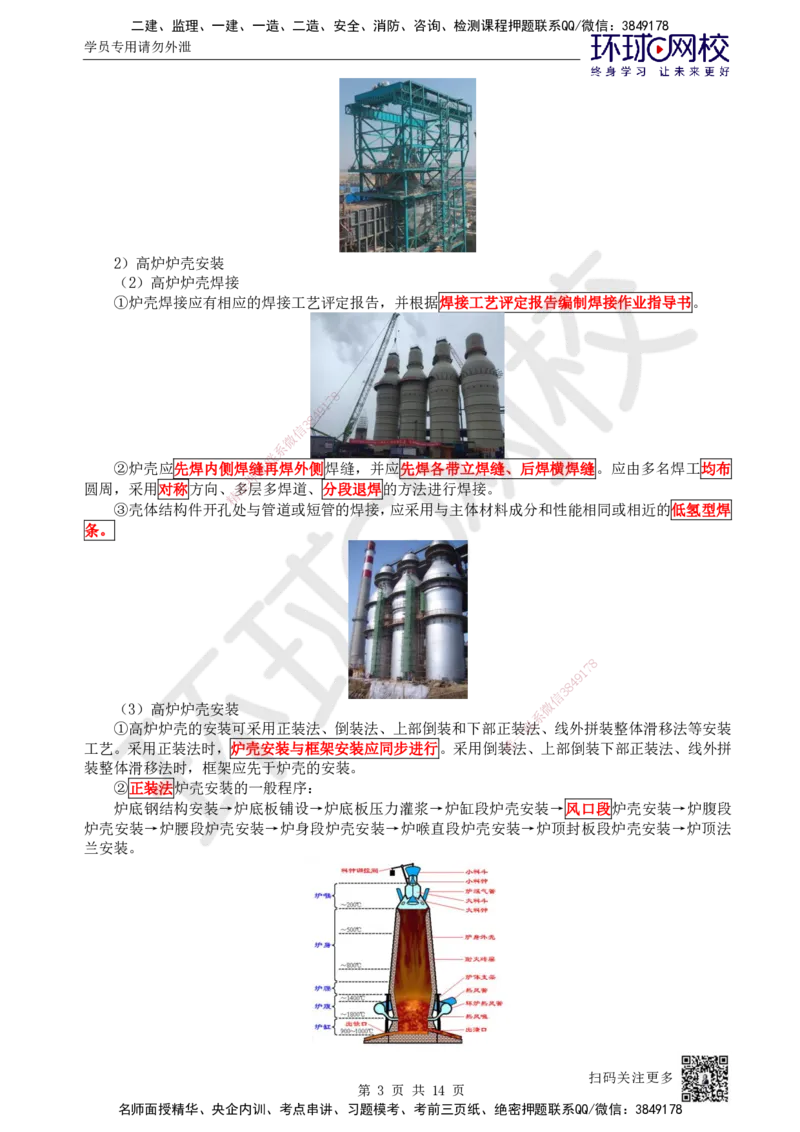
2)高炉炉壳安装
(2)高炉炉壳焊接
①炉壳焊接应有相应的焊接工艺评定报告,并根据焊接工艺评定报告编制焊接作业指导书。
8
7
1
9
4
8
3
信
微
系
联
②炉壳应先焊内侧焊缝题再焊外侧焊缝,并应先焊各带立焊缝、后焊横焊缝。应由多名焊工均布
押
圆周,采用对称方向、准多层多焊道、分段退焊的方法进行焊接。
精
③壳体结构件开孔处 与管道或短管的焊接,应采用与主体材料成分和性能相同或相近的低氢型焊
条。
8
1
7
9
8
4
信
3
(3)高炉炉壳安装 微
系
①高炉炉壳的安装可采用正装法、倒装法、上部倒装 和下部正装联法、线外拼装整体滑移法等安装
一
工艺。采用正装法时,炉壳安装与框架安装应同步进行。采 用 倒 装唯法、上部倒装下部正装法、线外拼
装整体滑移法时,框架应先于炉壳的安装。
②正装法炉壳安装的一般程序:
炉底钢结构安装→炉底板铺设→炉底板压力灌浆→炉缸段炉壳安装→风口段炉壳安装→炉腹段
炉壳安装→炉腰段炉壳安装→炉身段炉壳安装→炉喉直段炉壳安装→炉顶封板段炉壳安装→炉顶法
兰安装。
扫码关注更多
第 3 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
3.高炉本体主要设备的安装要求
1)炉体冷却设备安装
(2)冷却壁通球试验合格后应进行压力试验,试验压力应为工作压力的1.5倍,应稳压 10min,
再将压力降至工作压力,应停压 30min,以压力不降、无渗漏为合格。(同工业管道液压试验)
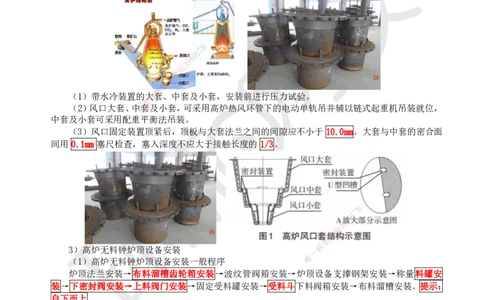
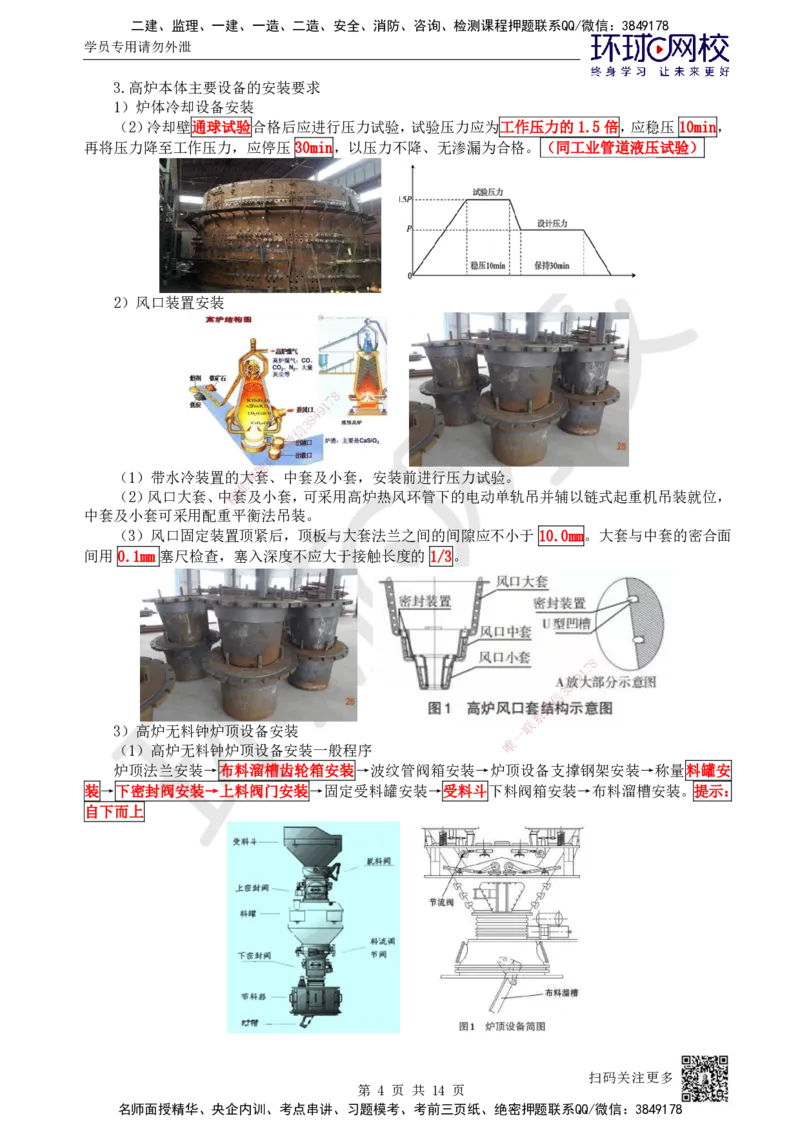
2)风口装置安装
8
7
1
9
4
8
3
信
微
系
联
题
(1)带水冷装置的大押套、中套及小套,安装前进行压力试验。
准
(2)风口大套、中精套及小套,可采用高炉热风环管下的电动单轨吊并辅以链式起重机吊装就位,
中套及小套可采用配重平 衡法吊装。
(3)风口固定装置顶紧 后,顶板与大套法兰之间的间隙应不小于 10.0mm。大套与中套的密合面
间用 0.1mm 塞尺检查,塞入深度 不应大于接触长度的 1/3。
8
1
7
9
8
4
信
3
微
系
3)高炉无料钟炉顶设备安装 一
联
唯
(1)高炉无料钟炉顶设备安装一般程序
炉顶法兰安装→布料溜槽齿轮箱安装→波纹管阀箱安装→炉顶设备支撑钢架安装→称量料罐安
装→下密封阀安装→上料阀门安装→固定受料罐安装→受料斗下料阀箱安装→布料溜槽安装。提示:
自下而上
扫码关注更多
第 4 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
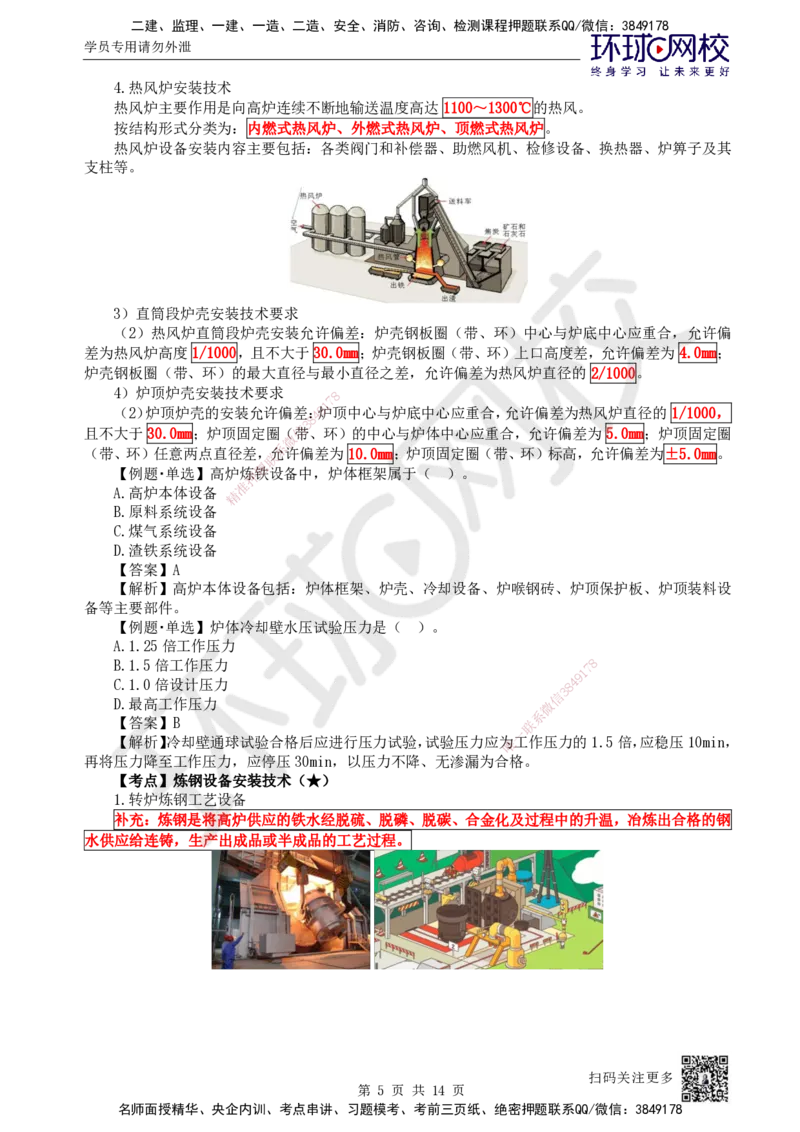
4.热风炉安装技术
热风炉主要作用是向高炉连续不断地输送温度高达 1100~1300℃的热风。
按结构形式分类为:内燃式热风炉、外燃式热风炉、顶燃式热风炉。
热风炉设备安装内容主要包括:各类阀门和补偿器、助燃风机、检修设备、换热器、炉箅子及其
支柱等。
3)直筒段炉壳安装技术要求
(2)热风炉直筒段炉壳安装允许偏差:炉壳钢板圈(带、环)中心与炉底中心应重合,允许偏
差为热风炉高度 1/1000,且不大于 30.0mm;炉壳钢板圈(带、环)上口高度差,允许偏差为 4.0mm;
炉壳钢板圈(带、环)的最大直径与最小直径之差,允许偏差为热风炉直径的 2/1000。
4)炉顶炉壳安装技术要求 8
7
1
(2)炉顶炉壳的安装允许偏差:4 9炉顶中心与炉底中心应重合,允许偏差为热风炉直径的 1/1000,
8
3
且不大于 30.0mm;炉顶固定圈(信带、环)的中心与炉体中心应重合,允许偏差为 5.0mm;炉顶固定圈
微
系
(带、环)任意两点直径差,允许偏差为 10.0mm;炉顶固定圈(带、环)标高,允许偏差为±5.0mm。
联
题
【例题▪单选】高炉炼押铁设备中,炉体框架属于( )。
准
A.高炉本体设备 精
B.原料系统设备
C.煤气系统设备
D.渣铁系统设备
【答案】A
【解析】高炉本体设备包括:炉 体框架、炉壳、冷却设备、炉喉钢砖、炉顶保护板、炉顶装料设
备等主要部件。
【例题▪单选】炉体冷却壁水压试验压 力是( )。
A.1.25倍工作压力
B.1.5倍工作压力
1
7 8
9
C.1.0倍设计压力 8 4
信
3
D.最高工作压力 微
系
【答案】B 联
一
【解析】冷却壁通球试验合格后应进行压力试验,试验压 力应为唯工作压力的1.5倍,应稳压10min,
再将压力降至工作压力,应停压30min,以压力不降、无渗漏为 合格。
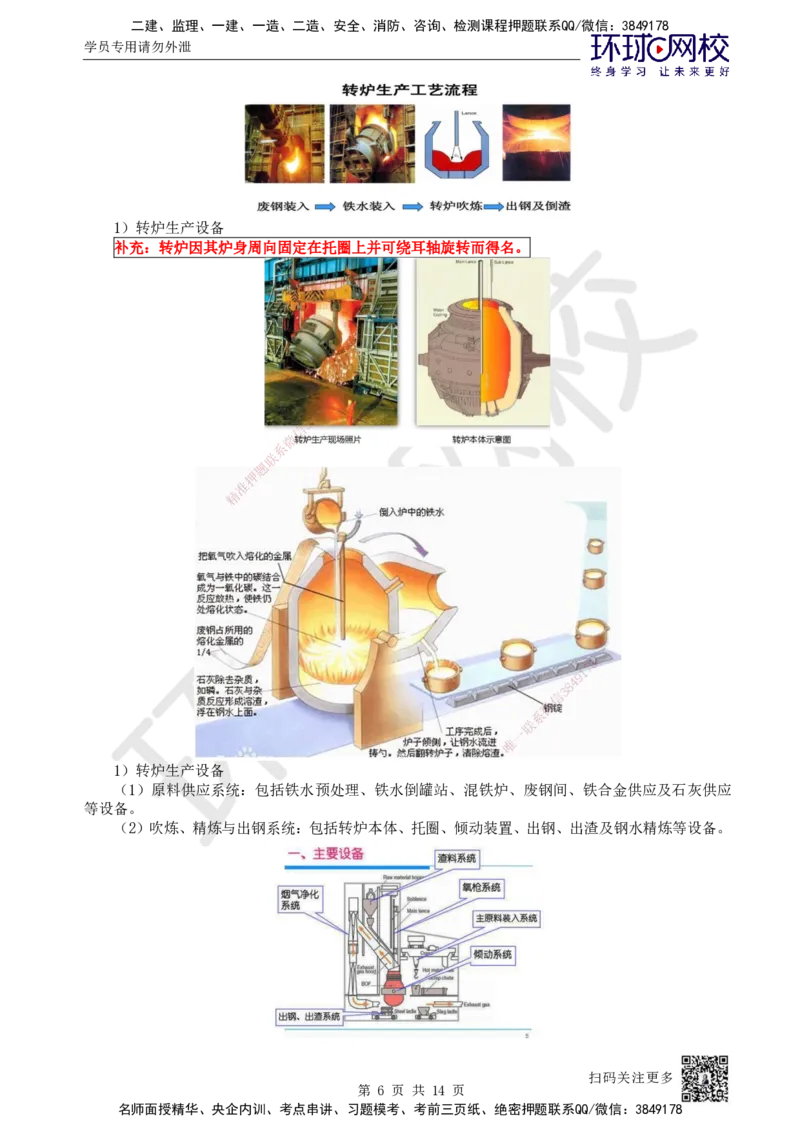
【考点】炼钢设备安装技术(★)
1.转炉炼钢工艺设备
补充:炼钢是将高炉供应的铁水经脱硫、脱磷、脱碳、合金化及过程中的升温,冶炼出合格的钢
水供应给连铸,生产出成品或半成品的工艺过程。
扫码关注更多
第 5 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
1)转炉生产设备
补充:转炉因其炉身周向固定在托圈上并可绕耳轴旋转而得名。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
1)转炉生产设备
(1)原料供应系统:包括铁水预处理、铁水倒罐站、混铁炉、废钢间、铁合金供应及石灰供应
等设备。
(2)吹炼、精炼与出钢系统:包括转炉本体、托圈、倾动装置、出钢、出渣及钢水精炼等设备。
扫码关注更多
第 6 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
(3)供氧系统:包括氧枪、氧枪横移(更换)小车、氧枪升降设备及滑道、氧气阀门间设备、
副枪系统等设备。
(4)烟气净化与煤气回收系统:包括烟气冷却设备、煤气回收设备、蒸汽回收设备、烟气除尘
及净化设备。
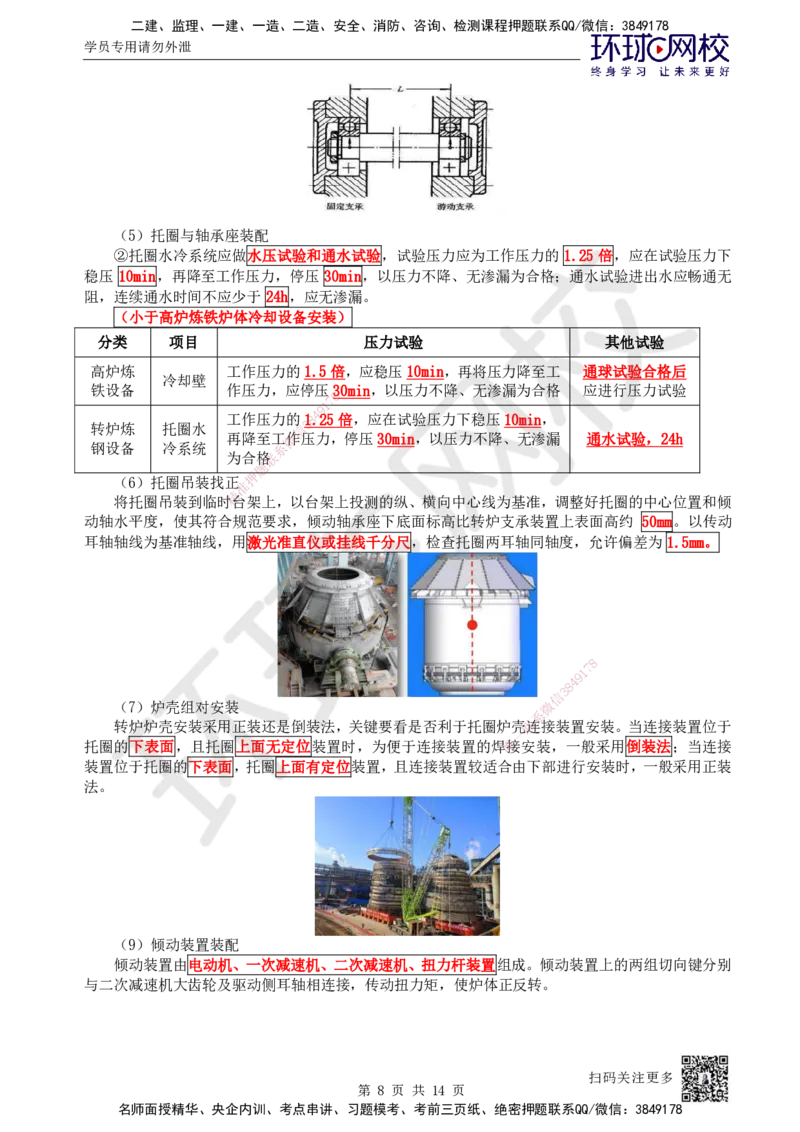
2.转炉炼钢设备安装技术
1)转炉本体设备吊装方式 7 8
1
9
吊装方法主要有台车法、滑移8法4、流动式起重机或卷扬机与滑轮组相配合吊装。
3
信
3.转炉本体安装技术 微
系
1)转炉本体设备安装程联序
题
基础交接验收→基准押线、点的设置→坐浆垫板设置→转炉支撑装置安装→托圈与轴承座装配→
准
托圈吊装找正→炉壳组精对→整体移动就位→倾动装置安装→炉体附属管道配管→调整、试车。
2)安装方法
8
(1)基础交接和验收 1
7
9
8
4
(2)基准线、基准点的设置
信
3
微
(3)垫板安设
系
(4)转炉支撑装置安装找正
联
一
唯
(4)转炉支撑装置安装找正
①固定端轴承座底座初找完毕后,以轴承座底座上水平面的十字中心线为精找正基准,测量中心
线、标高及水平度的偏差,调整合格后拧紧地脚螺栓,安装轴承座,再对轴承座复测偏差数据并记录。
②游动端轴承座的底座一般为铰接底座,安装时先找正铰接底板,底板固定后安装轴承座底座并
采取临时支撑调整措施,调整底座使轴承座中分面水平符合要求后,按照中分面处的加工面调整轴承
座的标高、中心线及水平度,使其符合技术要求。
③固定端、游动端轴承座找正后做好标记,拆除,准备与托圈、耳轴组装。
扫码关注更多
第 7 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
(5)托圈与轴承座装配
②托圈水冷系统应做水压试验和通水试验,试验压力应为工作压力的 1.25 倍,应在试验压力下
稳压 10min,再降至工作压力,停压 30min,以压力不降、无渗漏为合格;通水试验进出水应畅通无
阻,连续通水时间不应少于 24h,应无渗漏。
(小于高炉炼铁炉体冷却设备安装)
分类 项目 压力试验 其他试验
高炉炼 工作压力的1.5倍,应稳压10min,再将压力降至工 通球试验合格后
冷却壁
铁设备 作压力,应停压 30min,以压力不降、无渗漏为合格 应进行压力试验
8
7
1
9
4
工作压力的81.25倍,应在试验压力下稳压10min,
3
转炉炼 托圈水 信
再降至工微作压力,停压30min,以压力不降、无渗漏 通水试验,24h
钢设备 冷系统 系
为合格联
题
押
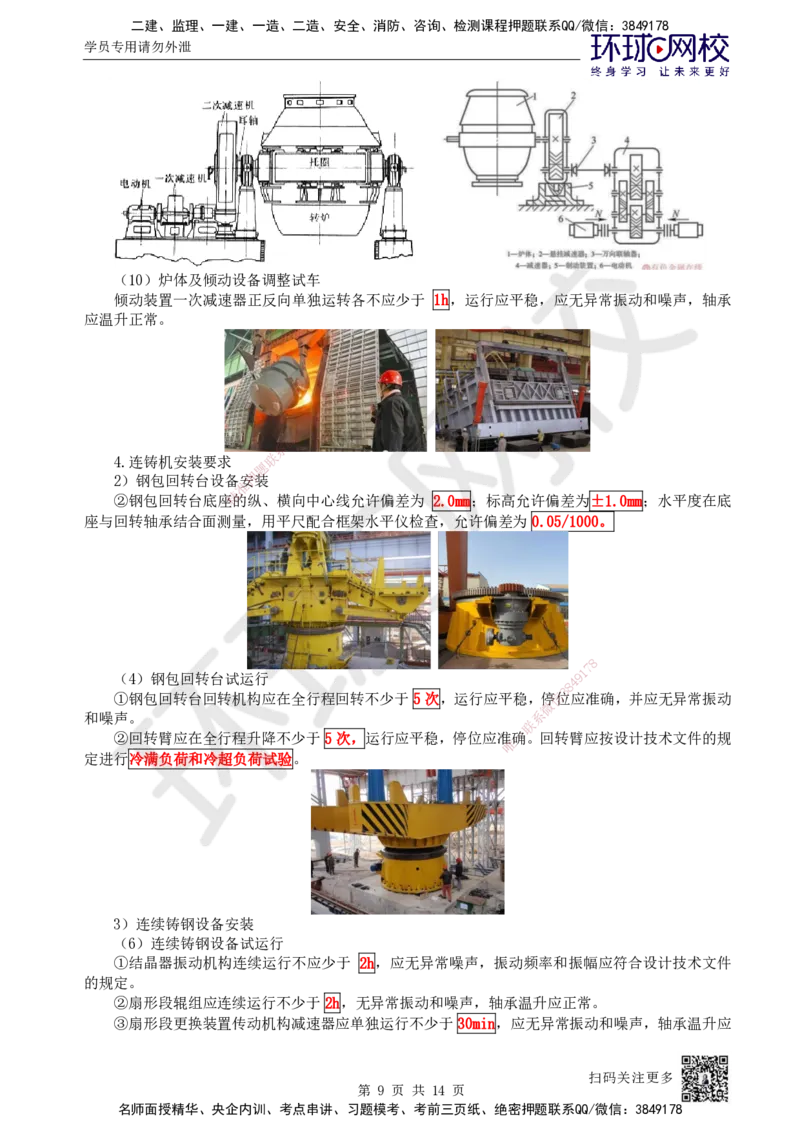
(6)托圈吊装找正
准
精
将托圈吊装到临时台架上,以台架上投测的纵、横向中心线为基准,调整好托圈的中心位置和倾
动轴水平度,使其符合规 范要求,倾动轴承座下底面标高比转炉支承装置上表面高约 50mm。以传动
耳轴轴线为基准轴线,用激光准直仪或挂线千分尺,检查托圈两耳轴同轴度,允许偏差为 1.5mm。
8
1
7
9
8
4
信
3
(7)炉壳组对安装 微
系
转炉炉壳安装采用正装还是倒装法,关键要看是否利 于托圈炉壳联连接装置安装。当连接装置位于
一
托圈的下表面,且托圈上面无定位装置时,为便于连接装置 的焊唯接安装,一般采用倒装法;当连接
装置位于托圈的下表面,托圈上面有定位装置,且连接装置较适 合由下部进行安装时,一般采用正装
法。
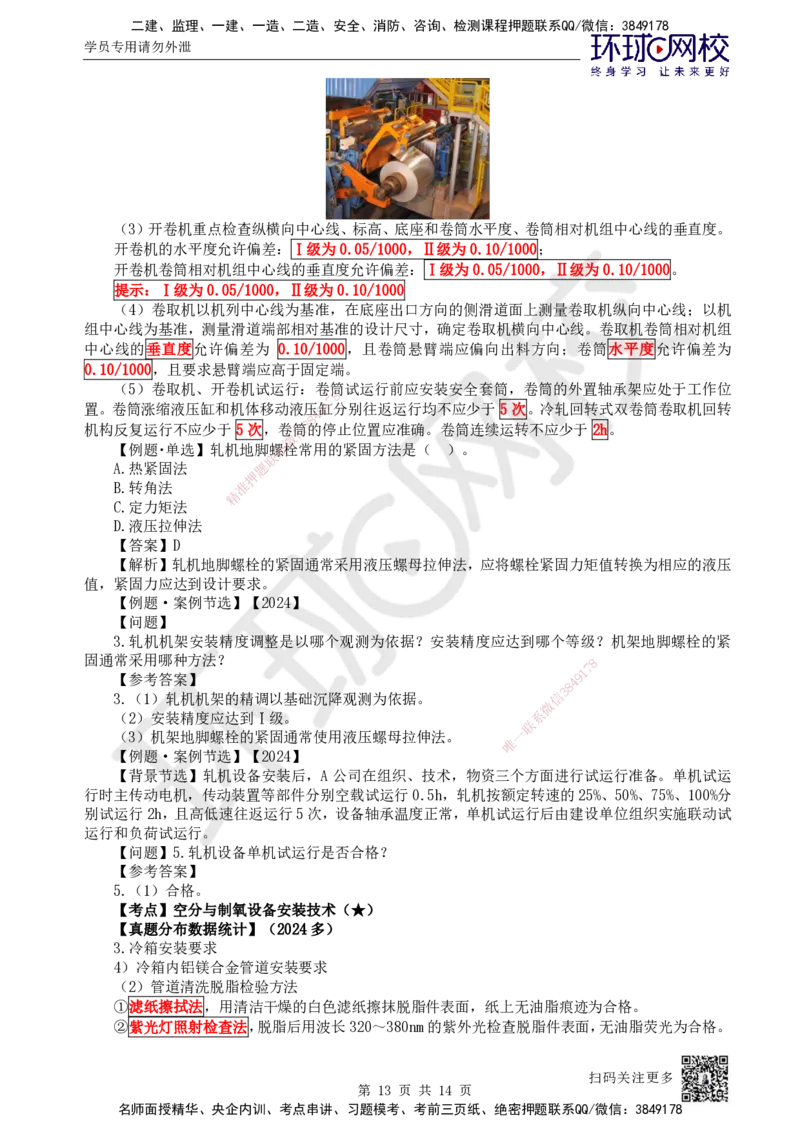
(9)倾动装置装配
倾动装置由电动机、一次减速机、二次减速机、扭力杆装置组成。倾动装置上的两组切向键分别
与二次减速机大齿轮及驱动侧耳轴相连接,传动扭力矩,使炉体正反转。
扫码关注更多
第 8 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
(10)炉体及倾动设备调整试车
倾动装置一次减速器正反向单独运转各不应少于 1h,运行应平稳,应无异常振动和噪声,轴承
应温升正常。
8
7
1
9
4
8
3
信
微
系
4.连铸机安装要求 联
题
2)钢包回转台设备安押装
准
精
②钢包回转台底座的纵、横向中心线允许偏差为 2.0mm;标高允许偏差为±1.0mm;水平度在底
座与回转轴承结合面测量 ,用平尺配合框架水平仪检查,允许偏差为 0.05/1000。
8
1
7
(4)钢包回转台试运行
8
4 9
①钢包回转台回转机构应在全行程回转不少于 5 次,运行应平稳,停信位
3
应准确,并应无异常振动
微
和噪声。 系
联
②回转臂应在全行程升降不少于 5次,运行应平稳,停 位应准
唯
一确。回转臂应按设计技术文件的规
定进行冷满负荷和冷超负荷试验。
3)连续铸钢设备安装
(6)连续铸钢设备试运行
①结晶器振动机构连续运行不应少于 2h,应无异常噪声,振动频率和振幅应符合设计技术文件
的规定。
②扇形段辊组应连续运行不少于 2h,无异常振动和噪声,轴承温升应正常。
③扇形段更换装置传动机构减速器应单独运行不少于 30min,应无异常振动和噪声,轴承温升应
扫码关注更多
第 9 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
正常,然后各机构在全行程内动作不应少于 5次,动作应灵活,停位应准确。
【考点】轧机设备安装技术(★)
【真题分布数据统计】(2024案)
1.轧钢工艺设备
1)轧钢设备
【课中知识拓展】
补充:轧钢生产是将钢锭或钢坯轧制成钢材的生产环节,从炼钢厂出来的钢坯还仅仅是半成品,
必须到轧钢厂去进行轧制以后,才能成为合格的产品。
1)轧钢设备
8
(1)轧钢主要设备:通常把使轧1 7件产生塑性变形的机器称为轧机。轧机由工作机座、机架、传
9
4
动装置(接轴、齿轮座、减速机、3 8联轴器)、主电机、轧辊等组成。这一机器系统称主机列,也称轧
信
微
钢主要设备。(24超)
系
联
题
押
准
精
(2)辅助设备:
运输设备,如纵向运输轧材的辊道,垂 直方向运输轧件的升降台,横向运输轧件的拉钢机和移钢
机;
8
加工设备,如切断轧件的剪切机和锯机,矫 直轧件的矫直机,卷取轧件9的1
7
卷取机;
8
4
其他精整设备,如翻转件用的翻钢机,回转轧件 用的回转台,冷却轧信
3
件用的冷床;
微
以及收集、酸洗、打印、包装等工序所用的各种机械 设备。 系
联
2)轧机的分类 一
唯
(1)轧机按用途可分为:开坯轧机、型钢轧机、板带轧 机 、 钢管轧机和特殊轧机(如横轧机、
轮箍轧机等)。
(2)按轧辊在机座中的布置形式可分为:具有水平轧辊的轧机、具有立式轧辊的轧机、具有水
平轧辊和立式轧辊的轧机、具有倾斜布置轧辊的轧机以及其他轧机五种形式。(2024案)
(3)按轧机布置形式可分为:单机架式、多机架顺列式、横列式、连续式、半连续式、串列往
复式、布棋式等。
2.轧机设备安装要求
1)轧机设备安装精度要求
轧机设备安装精度等级可划分为Ⅰ、Ⅱ两级:
(1)Ⅰ级精度项目应包含板带轧机、粗轧与精轧的带材连轧机、平整机、管材连轧机、高速线
材轧机、棒材轧机、型材连轧机、中厚板成品轧机等。
(2)Ⅱ级精度项目应包含开坯机、钢坯轧机、穿孔机、焊管轧机等。
2)轧机机架吊装
轧机机架吊装方法有行车吊装法、流动式起重机吊装法、专用起重装置吊装法等。
扫码关注更多
第 10 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
3.主机设备安装要求
1)安装程序
基础验收→基准点、线设置→垫板安装→轧机底座安装→机架安装→上下横梁安装→轧辊调整装
置安装→轧辊平衡装置安装→换辊装置安装→轧机主传动装置安装→设备机体配管→二次灌浆→支
撑辊、工作辊安装→试运行。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
4)轧机机架安装
(1)轧机机架的安装应 检查机架垂直度、水平度、中心线、机架窗口在水平方向扭斜、两机架
窗口中心线的水平偏斜及连轧机相邻两机架平行度等。
(2)轧机机架中心线测量时, 应以轧机机列中心线和轧制中心线为基准,在轧机机架窗口面和
内侧面测量。
8
1
7
9
8
4
信
3
微
系
联
一
唯
(3)(新增)机架垂直度应在传动侧和操作侧两个机架窗口出口方向的衬板面、机架内侧面或
外侧面上测量;机架水平度应在机架窗口底面测量;机架窗口中心线水平偏斜和水平方向扭斜测量时,
应在传动侧和操作侧两个机架窗口出口侧衬板面上测量。
扫码关注更多
第 11 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
(4)轧机地脚螺栓的紧固通常采用液压螺母拉伸法,应将螺栓紧固力矩值转换为相应的液压值,
紧固力应达到设计要求。(24案)
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
(5)轧机机架的精调就是以 基础沉降观测为依据,如果基础沉降均匀,各部安装精度检查均在
标准内,则不需再进行精调,直接进 行二次灌浆;如果基础沉降不均匀,产生较大的偏沉,安装精度
在重要项目上达不到技术要求,待沉降基本稳定后要进行精调。
8)试运行
(1)轧机低速压下装置、高速压下装置 往返运转均不应少于 5次,高低极限位置准确。
8
(2)主传动电动机空载试运行不应少于 0.5 h;
1
7
9
电动机带动减速机试运行不应少于 0.5h;
信
3 8
4
电动机带动减速机、齿轮机座试运行不应少于 0.5 h; 微
系
电动机带动减速机、齿轮机座和轧机试运行,按额定 转速的 25%
联
、50%、75%、100%分别试运行不
一
唯
应少于 2h。(24案)
(3)换辊装置及其他设备往返运行均不应少于 5次,停止位置应符合设计文件的规定。
(4)试运行设备轴承温度应正常,滚动轴承温升不超过 40℃,且最高温度不得超过 80℃;滑动
轴承温升不超过 35℃,且最高温度不得超过 70℃。
4.辅助设备安装要求
1)卷取机、开卷机安装要求
(2)卷取机、开卷机设备精度等级划分为Ⅰ、Ⅱ级;卷取速度大于 10m/s 划分为Ⅰ级,如酸连
轧机组、酸洗涂层机组、连续退火机组、热镀机组、冷轧重卷横切机组等;卷取速度小于10m/s为Ⅱ
级,如热连轧地下卷取机。
扫码关注更多
第 12 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
(3)开卷机重点检查纵横向中心线、标高、底座和卷筒水平度、卷筒相对机组中心线的垂直度。
开卷机的水平度允许偏差:Ⅰ级为0.05/1000,Ⅱ级为0.10/1000;
开卷机卷筒相对机组中心线的垂直度允许偏差:Ⅰ级为0.05/1000,Ⅱ级为0.10/1000。
提示:Ⅰ级为0.05/1000,Ⅱ级为0.10/1000
(4)卷取机以机列中心线为基准,在底座出口方向的侧滑道面上测量卷取机纵向中心线;以机
组中心线为基准,测量滑道端部相对基准的设计尺寸,确定卷取机横向中心线。卷取机卷筒相对机组
中心线的垂直度允许偏差为 0.10/1000,且卷筒悬臂端应偏向出料方向;卷筒水平度允许偏差为
0.10/1000,且要求悬臂端应高于固定端。
(5)卷取机、开卷机试运行:卷筒 试运行前应安装安全套筒,卷筒的外置轴承架应处于工作位
8
7
置。卷筒涨缩液压缸和机体移动液压9 1缸分别往返运行均不应少于 5次。冷轧回转式双卷筒卷取机回转
4
8
3
机构反复运行不应少于 5次,卷信筒的停止位置应准确。卷筒连续运转不应少于 2h。
微
【例题▪单选】轧机地脚螺系栓常用的紧固方法是( )。
联
A.热紧固法 题
押
B.转角法 准
精
C.定力矩法
D.液压拉伸法
【答案】D
【解析】轧机地脚螺栓的紧固通常采用液压螺母拉伸法,应将螺栓紧固力矩值转换为相应的液压
值,紧固力应达到设计要求。
【例题·案例节选】【2024】
【问题】
3.轧机机架安装精度调整是以哪个观测 为依据?安装精度应达到哪个等级?机架地脚螺栓的紧
固通常采用哪种方法? 8
1
7
【参考答案】
8
4 9
3.(1)轧机机架的精调以基础沉降观测为依据。 信
3
微
(2)安装精度应达到Ⅰ级。 系
联
(3)机架地脚螺栓的紧固通常使用液压螺母拉伸法。
唯
一
【例题·案例节选】【2024】
【背景节选】轧机设备安装后,A 公司在组织、技术,物资三个方面进行试运行准备。单机试运
行时主传动电机,传动装置等部件分别空载试运行0.5h,轧机按额定转速的25%、50%、75%、100%分
别试运行2h,且高低速往返运行5次,设备轴承温度正常,单机试运行后由建设单位组织实施联动试
运行和负荷试运行。
【问题】5.轧机设备单机试运行是否合格?
【参考答案】
5.(1)合格。
【考点】空分与制氧设备安装技术(★)
【真题分布数据统计】(2024多)
3.冷箱安装要求
4)冷箱内铝镁合金管道安装要求
(2)管道清洗脱脂检验方法
①滤纸擦拭法,用清洁干燥的白色滤纸擦抹脱脂件表面,纸上无油脂痕迹为合格。
②紫光灯照射检查法,脱脂后用波长320~380nm的紫外光检查脱脂件表面,无油脂荧光为合格。
扫码关注更多
第 13 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
③樟脑检查法,用蒸汽吹扫脱脂时,盛少量蒸汽冷凝液于器皿内,并放入数颗粒度小于1mm的纯
樟脑,以樟脑不停旋转为合格。
④溶剂分析法,用有机溶剂脱脂时,取样检查合格后的脱脂剂,油脂含量不超过 125mg/m²为合
格。
5)管道试压要求
空分塔内系统多,压力等级不同,必须按系统、压力等级设置不同的试压回路分别试压。试验介
质宜采用干燥无油的压缩空气、氮气。
(1)冷箱内管道应做强度试验,试验压力应为工作压力的 1.15倍,稳压 10min,压力不降为合
格。
(2)冷箱内管道应在强度试验合格后做严密性试验,并应将强度试验后的压力降至工作压力,
稳压 30min,用发泡剂检验,不泄漏为合格。
(3)冷箱内管道应做泄漏量试验,试验压力应为工作压力,停压 12h,在试验压力稳定 30min
后,开始记录起点压力、起点温度,泄漏率不应大于2.5%为合格,泄漏率应按式(4.9-1)计算:
式中Q——泄漏率(%);
8
P₁——起始绝对压力(MPa); 1 7
9
4
T₁——起始热力学温度(K);3 8
信
P₂——终点绝对压力(MPa微);
系
T₂——终点热力学温度(联K)。
题
6)管道吹扫要求 押
准
(1)吹扫气源应精采用洁净、干燥、无油的压缩空气。当采用空压机吹扫时,空气预冷、净化系
统应投入运行。吹扫的压力,低压系统宜为 0.04~0.05MPa,高压系统宜为 0.25~0.40MPa,不得超
过容器和管道的工作压力,流速不应小于20m/s。
(2)空分系统的吹扫应先 吹扫冷箱外系统、后吹扫冷箱内系统;冷箱外管道吹扫时,凡与冷箱
内相连接的阀门应关闭。
(3)各系统的吹扫应反复多次进 行,吹扫时间不应小于 4h;采用沾湿的白色滤纸或白布放在吹
扫出口处,经 5min 后,在纸或白布上应无机械杂质为合格。
(4)吹扫后系统恢复应符合清洁度要求 ,不得再进行影响管内清洁的其他作业。
8
1
7
9
8
4
信
3
微
系
联
一
唯
扫码关注更多
第 14 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

