 夜雨聆风
夜雨聆风





CIMCO 2026 Edit 插件-CNC Calc培训教程-法兰盘铣削钻削数控编程以及模拟仿真
CNC-Calc——一款具有CAM输出功能的实用CAD程序
钻孔螺栓孔
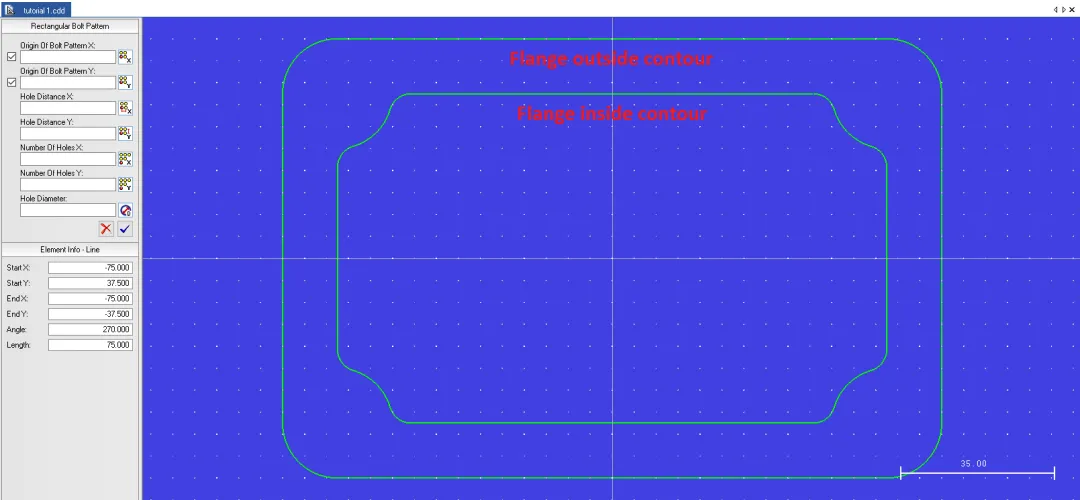
法兰外侧轮廓和法兰内侧轮廓均由 CNC-Calc 生成,但法兰当然必须带有安装孔。现在我们将使用 CNC-Calc 的“矩形螺栓孔图案”(几何)和“钻孔”(技术)功能来创建这些安装孔。
4 个角螺栓孔的坐标分别为 (-62.5, 37.5), (62.5, 37.5), (62.5, -37.5), (-62.5, -37.5),孔径为 10 毫米。
要在左侧的 CNC-Calc 面板中输入以下数据以生成钻孔子程序:
-
X型螺栓孔距的起源: -62.5 螺栓图案的起源 Y: -37.5 孔距 X: 125 孔距 Y: 75 孔数 X: 2 孔数 Y: 2 孔径: 10
 |
|
点击这里下载包含 CNC-Calc 图纸的 zip 文件(右键单击并另存为…)。 |
首先,打开CAD程序“无角孔法兰.cdd”,点击 “矩形螺栓孔图案”图标,并将上述数据输入到“矩形螺栓孔图案”对话框中。要将该图案插入到图纸中,请点击
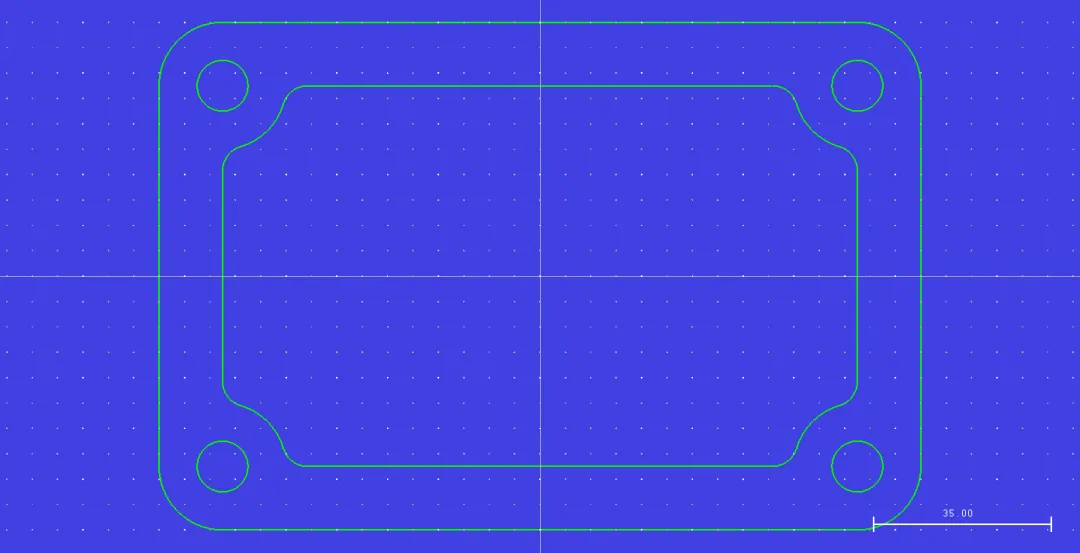
“矩形螺栓孔图案”图标,并将上述数据输入到“矩形螺栓孔图案”对话框中。要将该图案插入到图纸中,请点击 底部的勾选标记。现在,所有4个孔都已随图纸保存。
底部的勾选标记。现在,所有4个孔都已随图纸保存。
 |
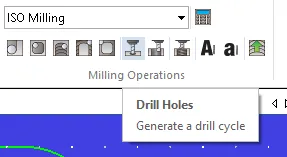
要生成钻孔循环,请从“铣削操作”选项卡中选择“钻孔”固定循环。
 |
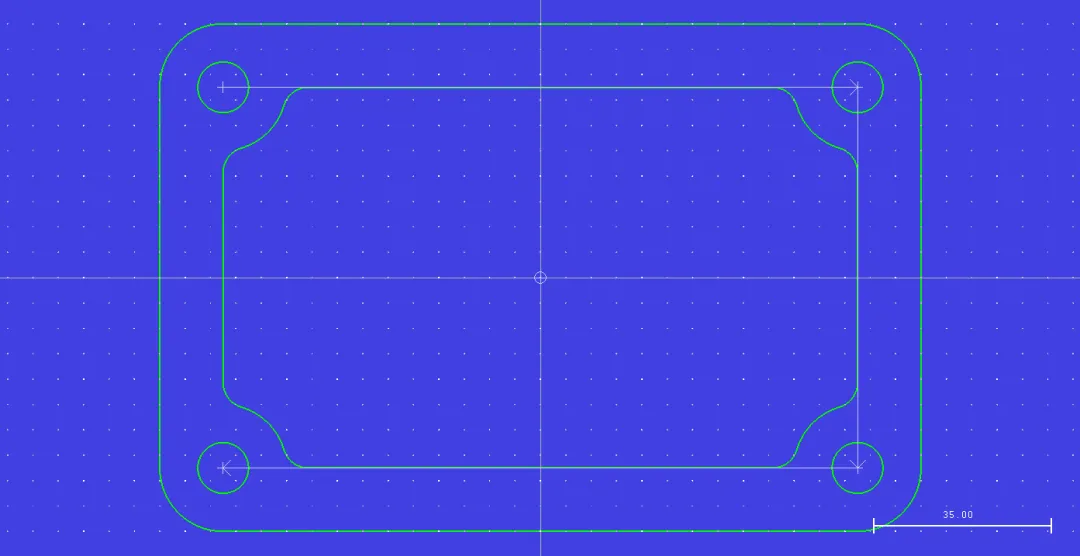
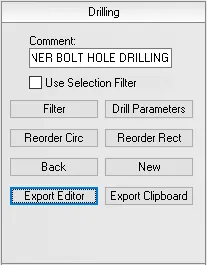
在“钻孔”对话框的“备注”栏中输入简短备注,例如“钻四个角螺栓孔”。现在,按照您希望加工的顺序,单击每个孔。
结果应如下图所示:
 |
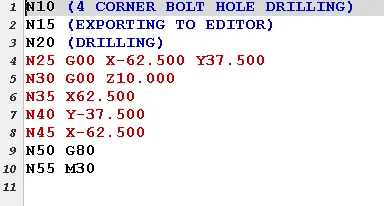
现在,要创建包含 4 个角螺栓孔钻孔操作的子程序“4040.nc”,请单击“导出编辑器”按钮。
 |
然后,CNC-Calc 生成以下子程序(包含 G83 循环):
 |
完成后(同时添加了宏“程序开始和结束”),我们使用回溯图验证子程序 4040.nc:
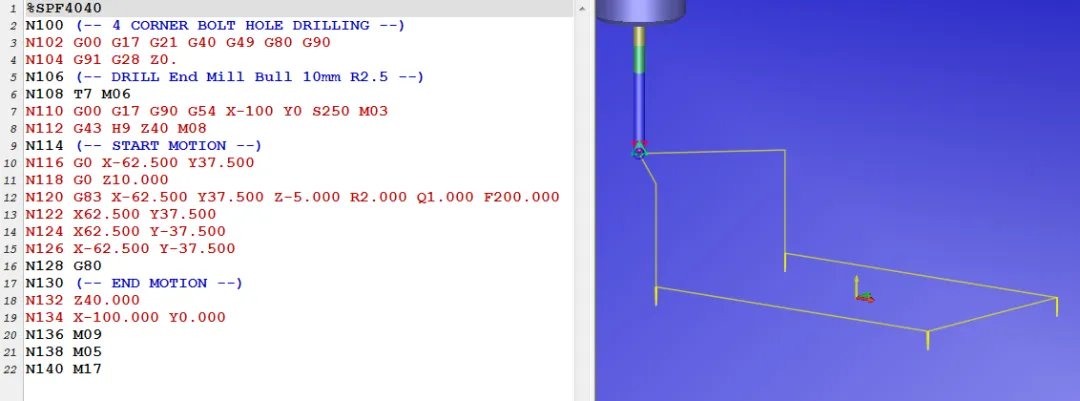 |
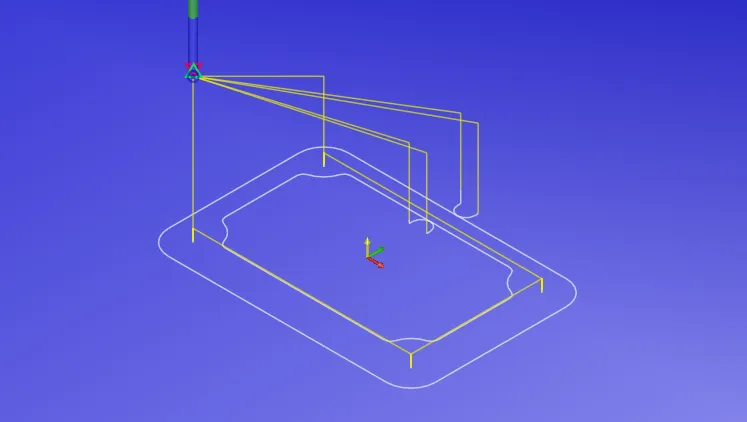
将 SPF4040 与主程序文件 MPF4202 集成后,该文件已重命名为 MPF4203,并进行了反向绘图以验证 T6 + T14 + T7 的刀具路径:
 |
型腔铣削
子程序 SPF 4003 的铣刀是 0.8 毫米的槽铣刀,用于铣削法兰内轮廓。法兰的最后一道加工工序是在内轮廓内进行型腔铣削。使用 CNC-Calc 打开 CAD 文件“Flange without corner bore holes.cdd”,该文件显示了法兰的内轮廓和外轮廓。
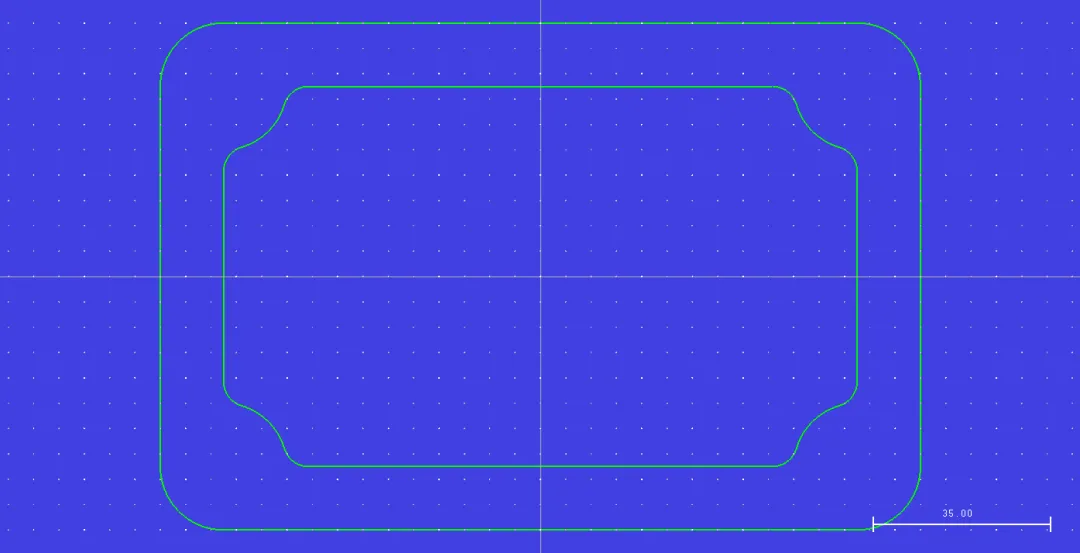 |
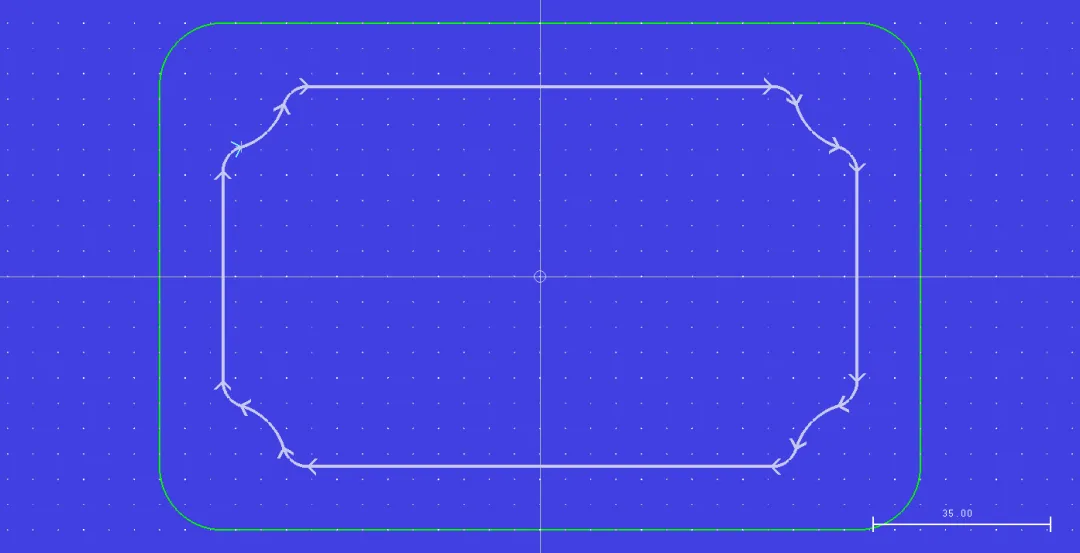
在“铣削操作”选项卡中单击 “型腔铣削”按钮,然后通过单击法兰内轮廓逐步生成型腔边界线。
“型腔铣削”按钮,然后通过单击法兰内轮廓逐步生成型腔边界线。
 |
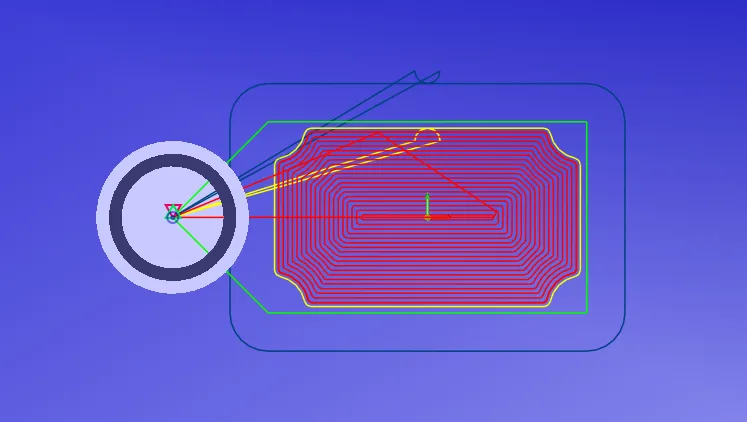
准备就绪后,单击“显示刀具路径”按钮,型腔铣削功能将生成刀具路径。
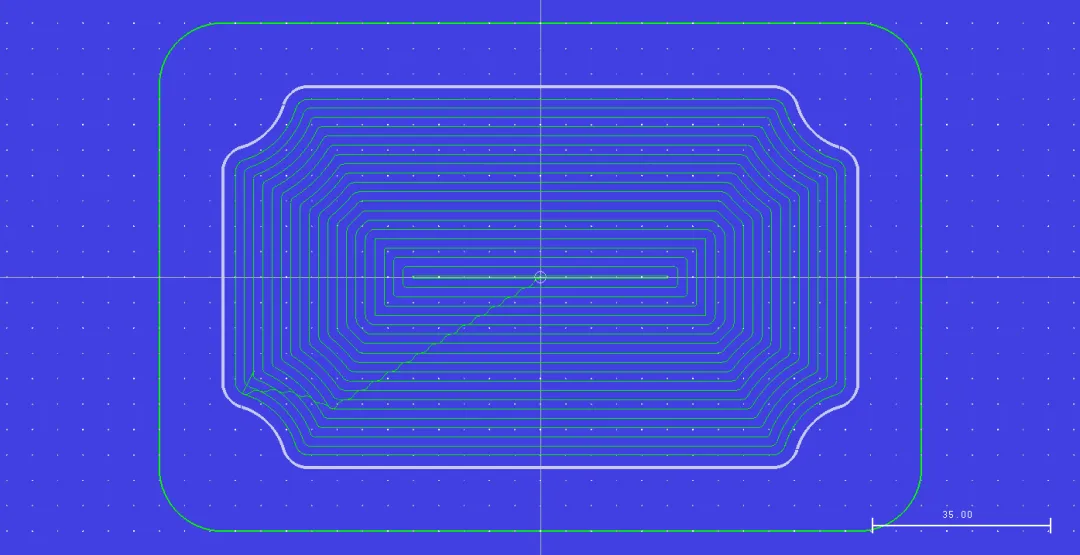 |
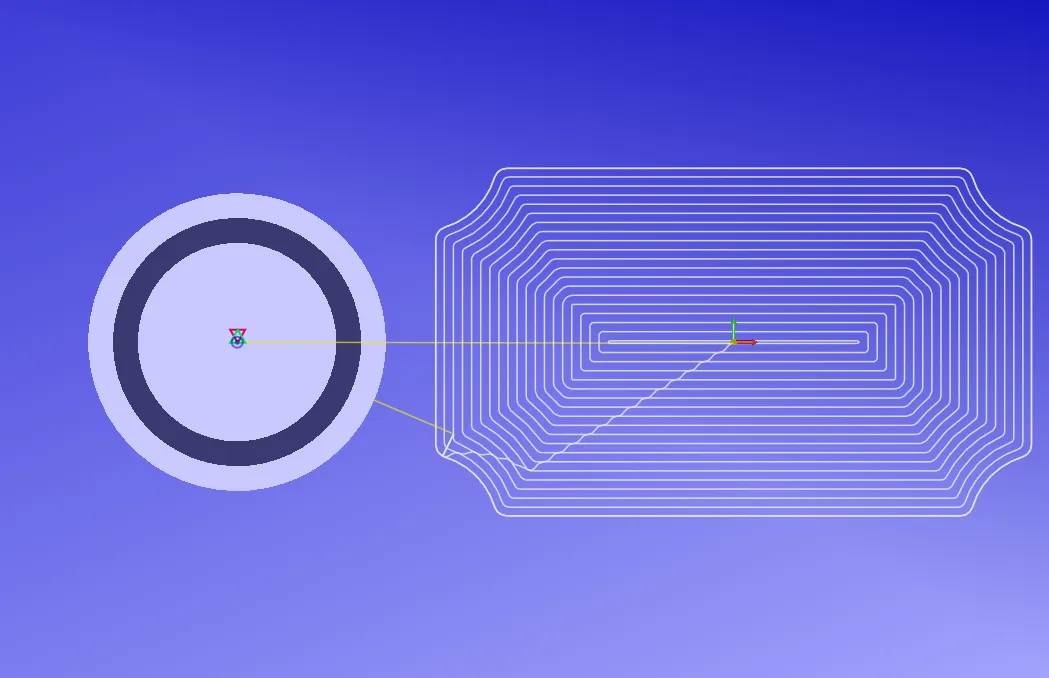
点击“导出编辑器”按钮,将生成的刀具路径导出到编辑器的新窗口中。这个很长的CNC文件必须插入到“程序起始和结束”编辑宏中,位于“开始运动”和“结束运动”两行之间。刀具路径的起始点和结束点应为换刀位置(X=100,Y=0,Z=40)。输入此程序的名称(例如4050.nc)并反向绘制。您将看到T5刀具的刀具路径——此处以俯视图(XY平面,G17)显示。
 |
将 SPF4050 插入其中后,应将主程序文件 MPF4203 重命名为 MPF4204 并进行反向绘图,以验证 T6 + T14 + T7 + T5 的所有刀具路径。
下面显示的是包含 4 条刀具路径的主程序文件 MPF4204 的反向图:
- FL-外侧轮廓铣削(T6)
- FL-内部轮廓布局(T14)
- 4 角螺栓孔钻孔 (T7)
- 型腔铣削(T5)
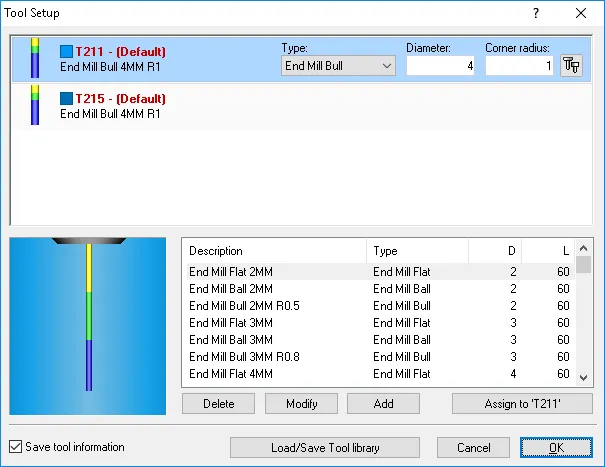
如果要更改工具,可以在“工具设置”对话框中进行操作。单击“反向绘图”选项卡中“工具”功能区里的 “工具设置”,然后从显示的列表中选择所需的工具:
“工具设置”,然后从显示的列表中选择所需的工具:
 |
所选刀具的刀具路径可以在零件程序 MPF4204 的总体回图中看到:
 |
现在完整的零件程序已准备就绪,可以进行加工了。下一步是将MPF4204传输到数控机床(例如机床2)。