 夜雨聆风
夜雨聆风

设备综合效率TEEP——它不像OEE只关注“计划生产时间内的效率”,而是以全年日历时间为基准,衡量设备的“全天候真实潜能”,能精准暴露设备的隐性浪费,是TPM体系中,评估设备综合性能的核心指标之一,完全贴合工厂设备管理的实际需求,帮设备师、管理人员看清设备效率的真相,避免盲目投资、无效优化。
 一、先搞懂:TEEP到底是什么?和OEE的核心区别(避免混淆)
一、先搞懂:TEEP到底是什么?和OEE的核心区别(避免混淆)
简单来说,OEE看“计划内做得好不好”,TEEP看“全年做得好不好”,前者是“局部效率”,后者是“全局潜能”。
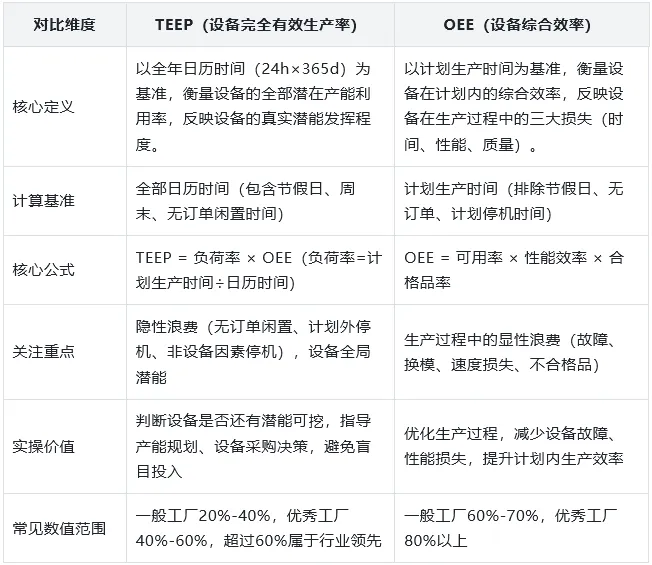
✅ 实操提醒:TEEP和OEE不是“二选一”,而是“相辅相成”——用OEE优化生产过程,用TEEP规划产能、挖掘设备潜能,两者结合,才能实现设备管理的精细化,这也是现代设备管理的核心逻辑。
 二、计算前必做:3步准备,确保计算准确(新手也能快速上手)
二、计算前必做:3步准备,确保计算准确(新手也能快速上手)

✅ 1. 明确计算周期(核心前提)
TEEP的计算周期可根据实际需求选择,但建议以“月”为单位(既能及时发现问题,又不会增加太多统计工作量),大型工厂可按“季度”“年度”计算,用于产能规划。
核心要求:计算周期内的“日历时间”“计划生产时间”“停机时间”等数据,必须完整统计,不能遗漏。
✅ 2. 收集核心数据(重中之重,避免漏算)
✅ 3. 明确核心公式(简化记忆,无需复杂推导)
TEEP 计算无需复杂推导,牢记两个核心公式即可直接套用:
补充:负荷率与 OEE 取值均为 0-1,前者反映设备计划利用水平,数值越低闲置浪费越严重,二者相乘体现设备实际效能发挥情况。
 三、真实案例:工厂实操案例,教你用模板计算TEEP(直接套用)
三、真实案例:工厂实操案例,教你用模板计算TEEP(直接套用)

✅ 案例:正确使用TEEP计算表,优化设备效率,产能提升40%
某电子厂,有8台贴片机,月度计算周期(30天,日历时间720小时),之前TEEP长期在20%左右,设备效率低下,产能不足。我们指导他们用模板规范计算TEEP,针对性优化,具体过程如下:
第一步:用模板统计数据(填写完整计算表):
日历时间(A):720小时;
计划生产时间(B):24天×10小时=240小时(调整生产计划,增加2天生产时间,每天延长2小时);
负荷率(C):240÷720×100%≈33.3%;
可用率(D):(240-12)÷240×100%=95%(优化设备维护,计划外停机从24小时减少至12小时);
性能效率(E):90%(优化作业流程,减少换模时间,提升设备运行速度,避免速度损失);
合格品率(F):98%(加强质量管控,减少不合格品);
OEE(G):95%×90%×98%≈83.7%;
TEEP(H):33.3%×83.7%≈27.9%(初步提升)。
第二步:分析TEEP偏低的原因(结合计算表备注栏):① 负荷率偏低(33.3%),设备闲置时间较多;② 计划外停机虽有减少,但仍有优化空间;③ 非设备因素停机(主要是待料)占比10%,需协调供应链。
第三步:针对性优化:① 承接临时订单,利用闲置时间生产,将负荷率提升至45%;② 推行TPM全员维护,计划外停机减少至6小时,可用率提升至97.5%;③ 优化供应链,减少待料停机,非设备因素停机为0。
优化后TEEP计算(重新填写模板):负荷率45%,OEE=97.5%×92%×98%≈88%,TEEP=45%×88%≈39.6%,接近优秀水平。
最终效果:设备产能提升40%,无需新增设备,每月节省维护成本8万元,订单交付率从70%提升至95%——这就是规范使用TEEP计算表、用数据驱动优化的实际效果,也是一线设备管理的核心思路。
 五、高频误区:10个TEEP计算坑,避开一个省几十万(实操避坑)
五、高频误区:10个TEEP计算坑,避开一个省几十万(实操避坑)
最后整理10个设备工程师、管理人员计算TEEP时最常踩的坑。
❌ 误区1:混淆TEEP和OEE,用OEE代替TEEP做产能决策——避坑:记住“OEE看计划内,TEEP看全局”,产能规划、设备采购,必须用TEEP,不能用OEE;
❌ 误区2:漏算非设备因素停机时间(停水、停电、无订单)——避坑:计算表中单独统计“非设备因素停机时间”,此类停机不计入OEE,仅影响负荷率,避免漏算导致TEEP偏高;
❌ 误区3:负荷率计算错误,用“实际运行时间÷日历时间”代替“计划生产时间÷日历时间”——避坑:严格按模板公式填写,负荷率=计划生产时间÷日历时间,不是实际运行时间,这是最常见的错误;
❌ 误区4:OEE计算错误,将非设备因素停机计入计划外停机——避坑:OEE的可用率计算,仅扣除“计划外停机”(设备自身故障、换模等),非设备因素停机扣除后计入计划生产时间的统计;
❌ 误区5:性能效率超过100%,认为设备效率越高越好——避坑:性能效率禁止超过100%,若出现超100%,需重新核对理论节拍和实际加工周期,避免掠夺性使用设备,掩盖设备维护问题;
❌ 误区6:计算周期不统一,月度、季度数据混用——避坑:固定计算周期(建议按月),确保数据对比的一致性,避免周期混乱导致TEEP计算偏差;
❌ 误区7:数据统计不规范,月底一次性补填,导致数据遗漏——避坑:制定每日统计表,现场人员每日填写停机时间、产量等数据,设备工程师每周汇总,确保数据准确;
❌ 误区8:认为TEEP越高越好,盲目延长设备运行时间——避坑:TEEP需结合设备寿命、维护成本,合理提升,过度延长运行时间,会增加设备故障风险,反而增加成本;
❌ 误区9:忽略TEEP等级评价,算完TEEP不做优化——避坑:根据计算表中的“TEEP等级评价”,针对性制定优化计划,比如TEEP≤20%,优先提升负荷率;
❌ 误区10:模板填写不规范,备注栏不填写异常情况——避坑:异常情况(如设备大修、订单突变)需填写在备注栏,便于后续分析TEEP波动原因,避免误判。
 六、实操总结:TEEP计算+优化核心流程(直接套用)
六、实操总结:TEEP计算+优化核心流程(直接套用)
TEEP计算和优化,遵循“统计数据→填写模板→计算TEEP→分析原因→优化提升”的5步核心流程。

✅ 第一步:确定计算周期(建议按月),统计4类核心数据(日历时间、计划生产时间、OEE相关数据、各类停机时间),确保数据完整;
✅ 第二步:填写TEEP计算表模板,按填写说明依次填写各栏目,完成负荷率、OEE、TEEP的计算,核对数据准确性;
✅ 第三步:根据TEEP等级评价,判断设备效率水平,分析偏低/偏高的原因(结合备注栏、停机时间统计);
✅ 第四步:针对性优化:① TEEP≤20%:优先提升负荷率(减少闲置、承接外协);② 20%-40%:优化OEE(减少计划外停机、提升性能效率和合格品率);③ 40%以上:维持优化,平衡效率和设备寿命;
✅ 第五步:每月重复计算,对比TEEP变化,评估优化效果,持续调整优化方案,形成“统计→计算→分析→优化”的闭环。
 七、文末模板分享福利
七、文末模板分享福利
我们根据本文核心内容整理《设备完全有效生产率(TEEP)实操计算表模板》,需要的朋友请点击关注设备师,私信留言“设备TEEP模版”,我们将统一为您发送免费下载链接,建议收藏转发。

