 夜雨聆风
夜雨聆风一、系统概述
三菱M70A是三菱电机M70系列主流加工中心数控控制系统,凭借纳米级插补、高速伺服响应、高精度轮廓控制优势,广泛应用于立式加工中心、模具铣削、精密零部件加工设备,是国内中小型数控机床标配数控系统之一。本文配套《三菱M70(参数表)》PPT文档,围绕该机型硬件配置、参数分类、设定逻辑、调试要点全维度说明,方便设备调试、机床改造与日常参数维护。
本机型硬件标配:主轴驱动器MDS-D-SPJ3-75(1:1主轴传动)、三轴进给驱动器MDS-D-SVJ3(2.0KW伺服单元),三轴标准X/Y/Z直线轴布局,预留第四轴拓展能力,适配立加通用机械结构;系统采用光纤总线连接NC与伺服驱动,具备高速数据交互、实时闭环控制能力,支持中文界面、高精度G61.1加工模式、自定义M代码宏调用等实用功能。


二、M70A系统参数整体分类逻辑
三菱M70系统参数按功能划分为基础系统参数(P1000段)、轴运动参数(P2000段)、伺服闭环参数(P2200段)、主轴控制参数(P3000段)、高精加工与宏程序参数(P7000/P8000/P9000段)五大板块,本次参数表全部依照原厂分类规范整理,每一组参数对应机床一项控制功能,是机床通电调试、精度校正的核心依据。
参数设定遵循“先基础、再轴参数、后伺服与主轴、最后精加工优化”调试顺序,原厂出厂基准参数已在参数表标注,机床厂家可依据丝杆螺距、电机规格、机械结构按需微调。

三、基础系统参数(P1001~P1249):系统底层功能定义
P1000区间为NC系统全局基础设定,决定系统轴数、输入单位、界面语言、上电模态、程序权限、加减速基础规则,是整机开机首要设定项。
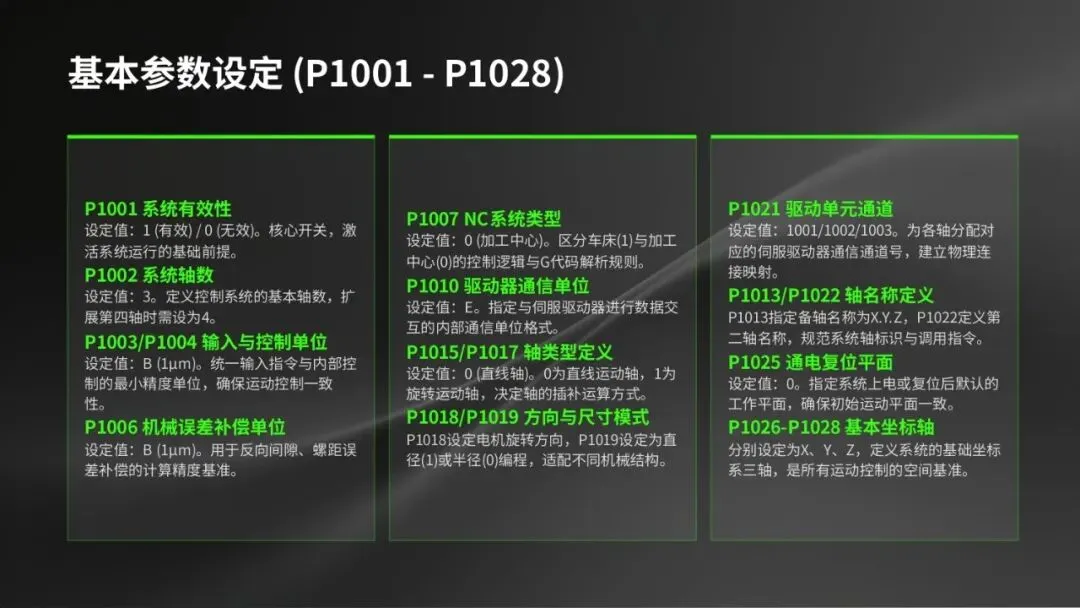
1. 轴数与单位设定(P1001~P1028)
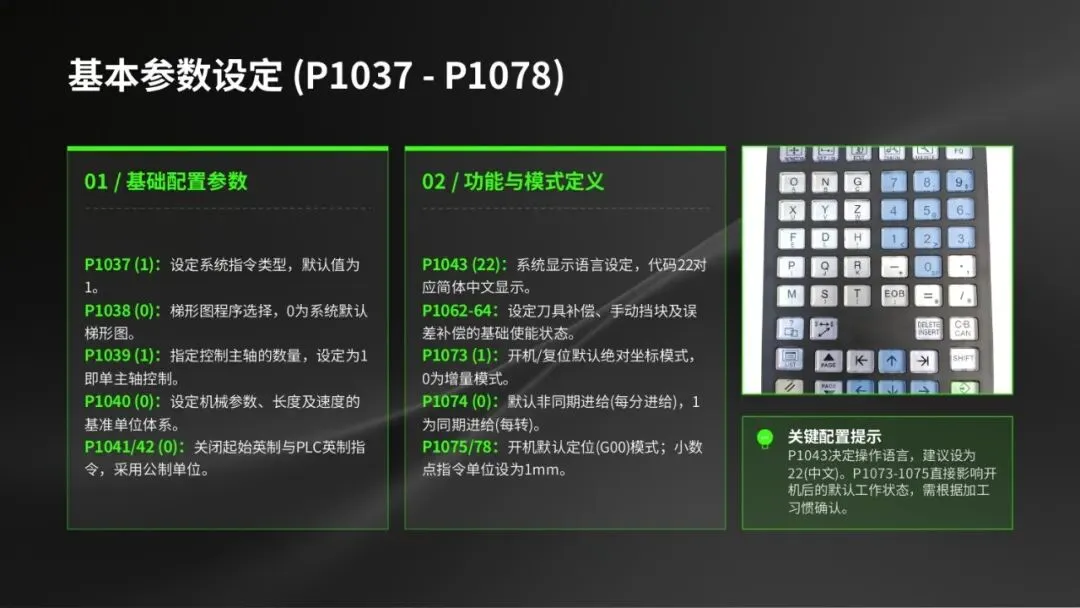
2. P1002设定控制轴数量:三轴加工中心填3,加装第四轴分度盘时修改为4;P1003/P1004设为B,代表系统指令单位1μm(0.001mm),C代表0.1μm高精单位;P1013/P1022定义轴名称X/Y/Z,P1015=0代表三轴均为直线轴,如需第四旋转轴则对应轴号改为1;P1021绑定三轴驱动器通信通道1001/1002/1003,完成NC与伺服驱动器地址匹配。系统上电模态配置(P1037~P1078)
3. P1063=22固定为中文显示;P1073=1上电默认每转进给(G99)、P1075=1无小数点指令默认1mm单位,适配国内操作工编程习惯;P1078=1开启G28/G30直接回零,跳过中间点位,缩短回零耗时。加工与程序管控参数(P1091~P1149)
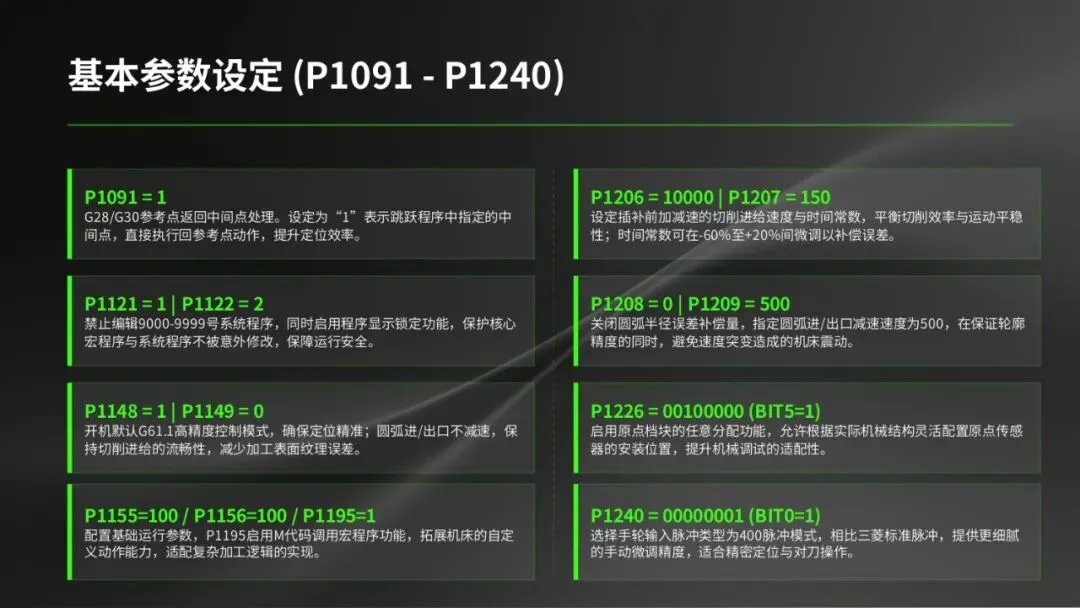
4. P1091=1锁定9000~9999号系统宏程序,禁止误编辑修改;P1148=1开机默认G61.1高精度模式(区别于默认G64普通切削),圆弧拐角自动减速,提升模具精加工轮廓精度;P1149控制圆弧出入口减速开关,P1206=10000为插补前切削进给上限,P1207圆弧误差补偿系数用于微调圆弧过切/欠切问题。手轮与原点辅助(P1226/P1240)
P1226二进制参数管控原点挡块自定义分配,P1240=1适配400脉冲手轮,适配国产外挂手轮改造。
四、轴运动参数(P2001~P2078):三轴行程、进给与原点控制
P2000段参数管控X/Y/Z三轴移动速度、加减速时间、回原点逻辑、软硬限位,直接决定机床移动效率与安全边界,是机械匹配电气的关键参数组。
1. 进给速度与加减速(P2001~P2008)
2. P2001=16000:三轴G00快速进给16m/min;P2002=8000:G01切削最高进给8m/min;P2003=21为系统通用加减速模式,P2004/P2005为G00线性、一阶延迟时间常数,P2007/P2008对应G01切削加减速,数值越小启停越灵敏,过大易震动。参考点回零参数(P2025~P2031)
3. P2025=4000:回零挡块前快速速度;P2026=200:撞挡块后低速趋近原点速度;P2029栅格间隔一般等于滚珠丝杆导程;P2031=0为常规需回零轴,无原点伺服电机可改为1。齿隙、限位与就位(P2011/P2012/P2077)
P2011/P2012填写X/Y/Z各轴机械齿隙补偿值,消除换向间隙;P2013/P2014为软件正负限位,限定机床安全行程;P2077/P2078为G00/G01就位宽度,控制定位到位判定区间。


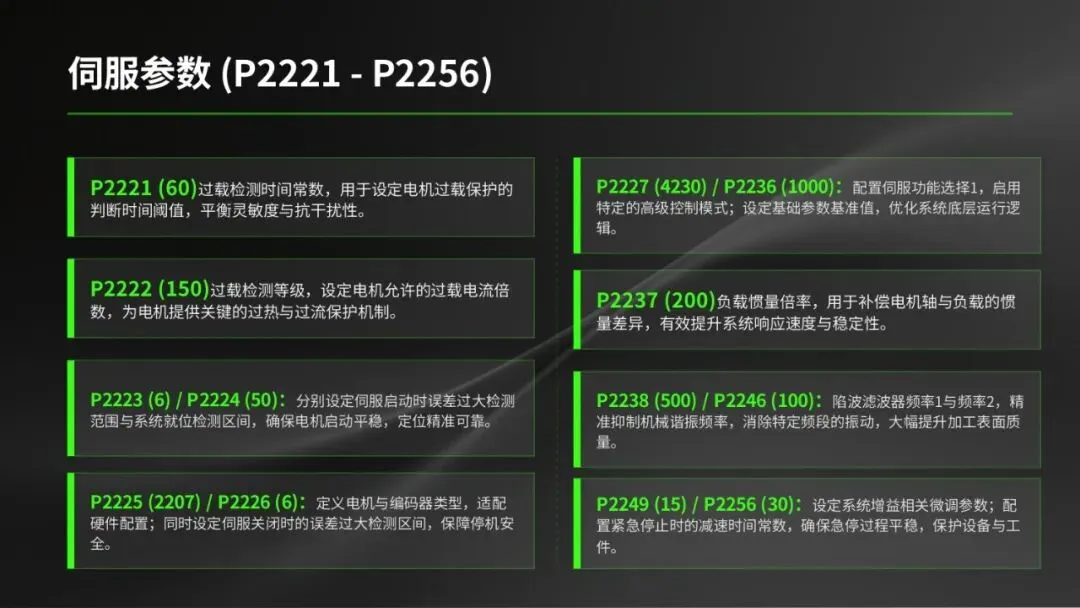
五、伺服闭环参数(P2201~P2256):伺服环增益与电机匹配
P2200伺服参数是伺服电机、丝杆机械特性匹配核心,分为传动比、三环增益、滤波、电流限制四大类,直接影响机床刚性、震动、定位精度,调试遵循“先电流环、再速度环、最后位置环”原则。
●P2201=1、P2202=1:电机端、机械端齿轮比1:1(直连丝杆),减速机结构按减速比修改;
●P2203位置环增益、P2204速度环增益决定伺服响应,数值偏高提升刚性但易共振,偏低机床发飘、定位误差大;
●P2238/P2246陷波滤波器,用于消除丝杆共振、电机啸叫;P2256紧急停止减速时间,保障急停不撞机。

六、主轴系统参数(P3001~P3584):MDS-D-SPJ3主轴驱动配置
本机型主轴搭载MDS-D-SPJ3-75驱动器,P3000段参数管控主轴极限转速、攻牙参数、编码器配置:P3001=8000极限转速、P3005=8000最高转速、P3023=150最低稳定转速;P3013攻牙基准转速、P3017攻牙加减速时间常数,优化刚性攻丝螺纹精度;P3025=2设定主轴外置编码器类型,P3031绑定主轴驱动通信通道1004,完成NC与主轴驱动通讯匹配。
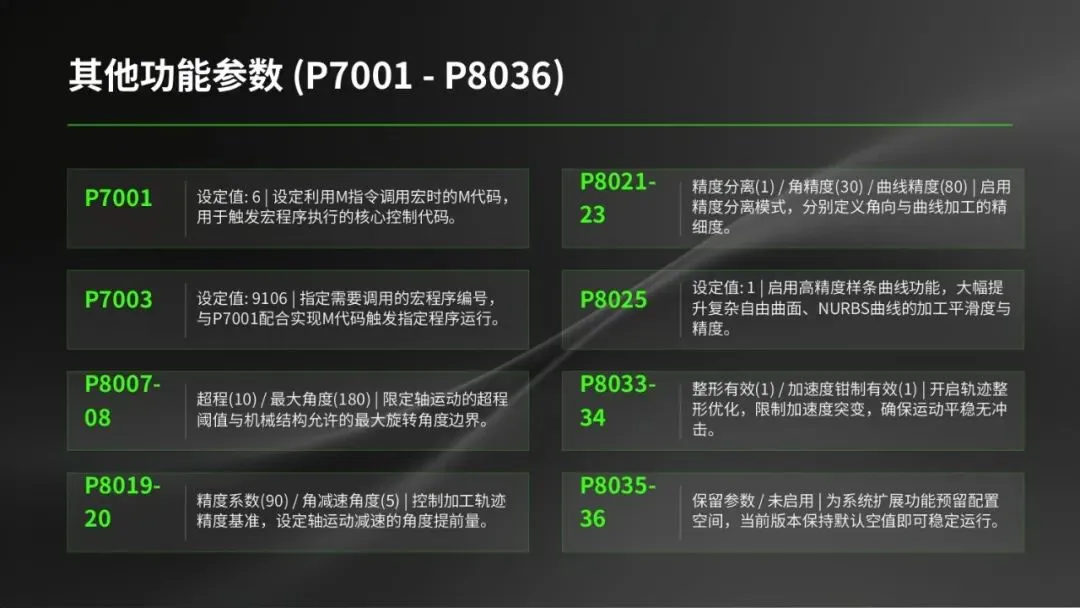
七、高精加工与宏程序参数(P7000~P9620)
1. 宏调用参数P7001/P7003:P7001=6设定M06调用换刀宏,P7003=9106绑定调用O9106子程序,实现M代码自定义功能;
2. 曲面高精参数P8007P8036:P8019P8023控制拐角、曲线加工精度系数,P8025=1开启高精度样条插补,适配模具曲面高速铣削;P8033、P8034开启轨迹整形、加速度钳制,避免高速加工过切;
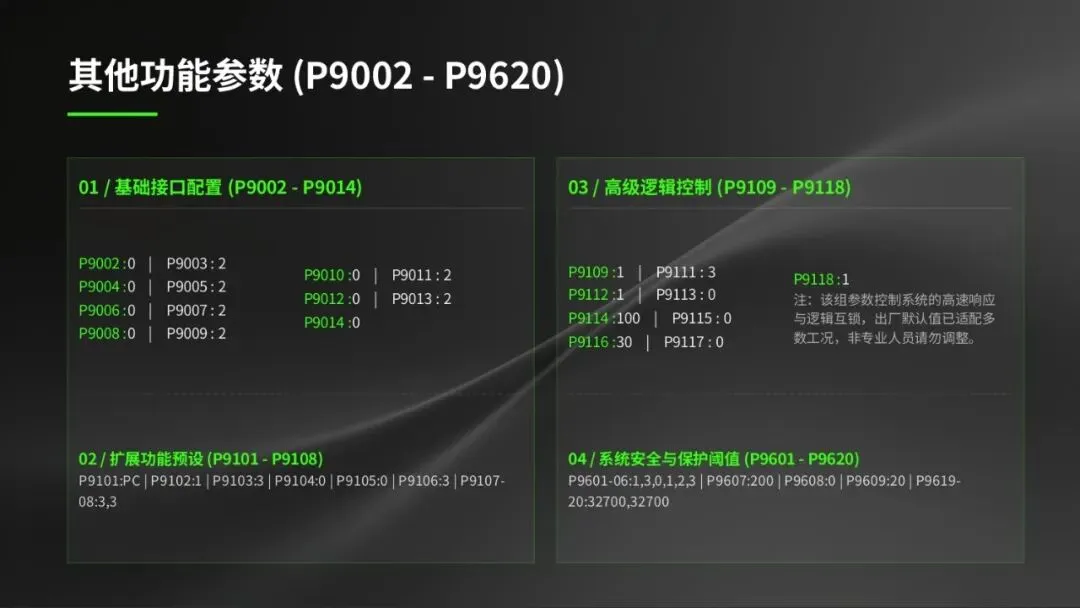
3. PLC底层参数P9000/P9100/P9600:配合机床梯形图,管控IO点位、报警阈值、面板功能,由电气工程师结合机床接线修改。


八、参数调试实操注意事项
1. 参数备份优先:修改参数前通过CF卡/以太网备份全部参数,防止误设造成机床异常;
2. 分段调试:先设定P1000基础参数上电自检,再P2000轴参数手动单轴移动,伺服参数空载跑机优化,最后主轴与精加工参数调试;
3. 按需微调:带“根据实际设定”备注参数(齿隙、螺距、限位),需实测机械数据填写,不可直接套用标准值;
4. 功能验证:参数修改后验证回零、手轮、G00/G01、攻牙、圆弧加工五大动作,确认精度达标。


九、总结
本套M70A参数表是适配MDS-D-SPJ3-75主轴+MDS-D-SVJ3 2.0KW三轴伺服机型的标准化基准参数,覆盖系统、轴控、伺服、主轴、精加工全场景设定。依托PPT可视化参数表格,设备工程师可快速完成新机调试、故障维修、机床改造参数对标;实际落地中结合机床丝杆规格、电机功率、加工产品精度需求小幅优化,即可充分发挥M70A系统高速、高精加工优势。
