 夜雨聆风
夜雨聆风
在生产排产环节,Excel仍是大量制造企业的主力工具,但它的静态表格结构存在三个系统性缺陷。
信息滞后:依赖人工录入更新,无法实时感知车间状态变化。
约束处理能力有限:面对多维约束时,难以保证排产方案的可行性与优化性。
异常响应低效:面对突发状况,计划员重排计划耗时久,且难评估方案影响。
这篇文章我们一起来拆解智能排产Agent的完整落地过程,实现从经验排产到数据排产的跨越。
一、什么是智能排产Agent?
智能排产Agent是一种基于自主决策架构的生产排产系统,具备感知—决策—执行—学习的闭环能力。
与传统APS(高级计划排程系统)的关键区别:

核心能力包括:实时数据接入、约束求解、多目标优化、动态局部重排、根因分析与策略自学习。
二、总体架构:四层闭环

智能排产Agent采用四层架构,实现从数据到决策再到执行与反馈的闭环。
感知层
通过接口实时接入MES(工单进度、在制品)、SCADA(设备状态、工艺参数)、WMS(库存、到货计划)、HR(人员技能与排班)等数据源。刷新频率可根据数据类型配置(设备状态秒级,库存小时级)。
决策层
核心引擎,包含三个子模块:
约束求解器:判断给定排产方案是否满足所有硬约束。
多目标优化模型:在可行解空间中搜索最优或近似最优方案。
动态重排策略:针对各类异常事件,执行局部窗口调整,而非全量重算。
执行层
将排产结果(工单序列、设备分配、开工/完工时间)自动下发至MES、产线终端、电子看板或AGV调度系统。支持人工确认后再下发或直接自动下发(按权限配置)。
学习层
定期对比排产计划与实际执行数据,识别偏差来源(模型误差、数据质量、未建模约束)。积累异常场景库,自动推荐约束规则增补或目标权重调整。
三、落地全流程拆解(五步法)
第一步:数据底座建设
数据是智能排产Agent的基石。需要接入的四类核心数据及关键质量要求:
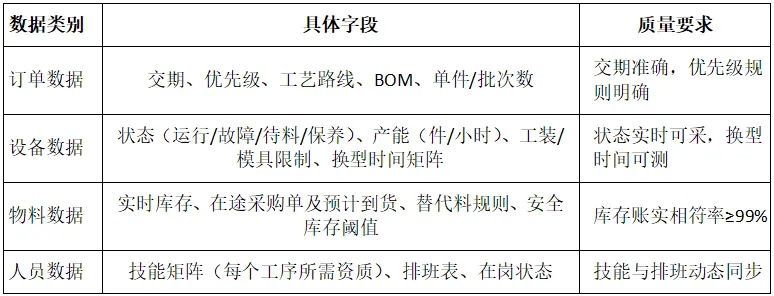
关键实施动作:
建立统一的数据模型,定义每个字段的来源系统和更新频率。
设置数据质量监控看板,对异常值(如“设备状态同时为运行和故障”)自动报警。
上线前进行2~4周的数据清洗与对齐。
第二步:约束条件建模
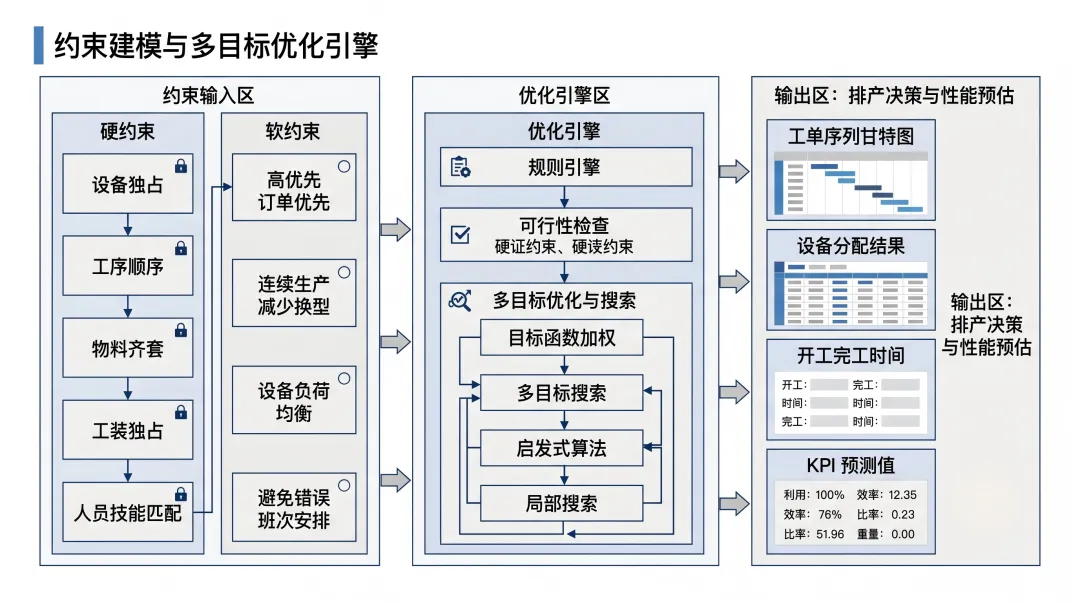
排产本质是在硬约束下求可行解,并尽量满足软约束。需将隐性经验规则显性化。
硬约束(不可违反):
同一设备同一时间只能加工一个任务。
工序前后顺序依赖(工艺路线)。
物料齐套条件:工单所需所有物料在库存中可用。
工装/模具独占:特定工装同一时间只能用于一台设备。
人员技能匹配:工序所需技能,操作工必须当前班次在岗且具备该技能。
软约束(可适当违背,但需计入惩罚成本):
高优先级订单优先排产。
同类产品连续生产以减少换型时间。
设备负荷均衡,避免某设备长期过载或闲置
避免将高技能要求工序安排在无对应人员的班次。
实施方法:使用规则引擎(如Drools或自研配置界面),让工艺工程师可以增删改约束,无需修改底层代码。
第三步:多目标优化引擎设计
目标函数为加权和。企业可根据当月管理焦点动态调整权重。
典型目标项及默认权重示例:
订单准时交付率(基于承诺交期):50%
设备总换型时间:20%
在制品库存(以工序间等待时间衡量):15%
设备综合效率OEE:15%
算法选型:
初始解生成:使用混合整数规划(MIP)求解简化模型,得到可行基准。
大规模优化:采用启发式算法(遗传算法+局部搜索),在可接受时间(如30秒内)产出近优解。
策略学习:对于重复性高的产线,引入离线强化学习,从历史排产-执行数据中学习计划员的偏好权重,减少手动调参。
输出格式:工单序列甘特图(设备维度)+ 关键KPI预测值(准交率、总切换时间等)。
第四步:动态重排机制(核心)
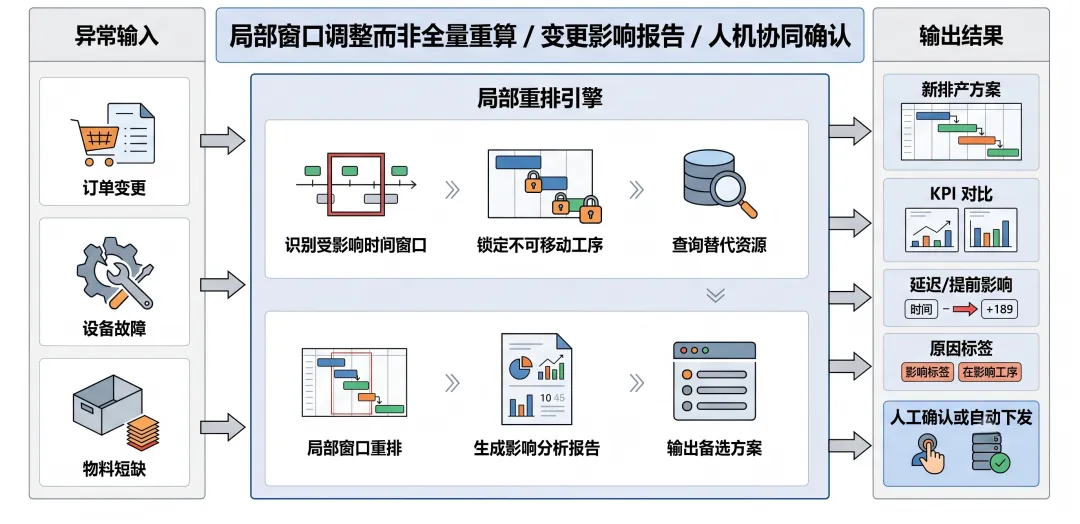
智能排产Agent与Excel最关键的差异在于对异常的自动、局部、可解释响应。以下按异常类型拆解Agent的标准行为。
💠异常1:订单变更(新增/加急/修改/取消)
触发:ERP或OMS推送订单变更事件。
感知内容:新订单的工艺路线、交期、优先级;或原订单的修改项。
处理流程:
在当前排产计划中定位受影响时间窗口(从当前时刻到原订单原计划结束时间)。
锁定已开始或不可移动的工序(例如已投料的批次)。
仅对受影响窗口调用局部重排引擎,保持窗口外计划不变。
输出新方案及变更影响报告(哪些订单延迟/提前,偏差量及原因)。
时间指标:局部重排通常在5秒内完成。
💠异常2:设备故障
触发:SCADA设备状态信号变为“故障”,并附带预计修复时间(可由人工或预测模型给出)。
处理流程:
标记该设备在故障时段不可用。
识别已分配给该设备且计划开工时间在故障时段内的工序。
查询同类型可用设备(相同能力、当前负荷允许)。
若有替代设备:将受影响工序转移至替代设备,并调整因转移带来的顺序冲突。
若无替代设备:将工序后移至故障恢复后的空闲时段,重新计算交期影响。
输出重排方案 + 建议(如加急维修、外协)。
关键设计:支持设置“禁止转移的工序”白名单(例如需专用工装的工序)。
💠异常3:物料短缺
触发:WMS报告某物料实际可用库存低于工单需求量,或采购到货延迟超过容差。
处理流程:
定位所有依赖该物料的工单(包括在制和未开始)。
暂停这些工单的排产,状态置为“等待物料”。
根据最新预计到货时间,计算每张工单的最早可开工时间。
若短缺时长超过设定阈值(例如影响3个以上紧急订单),自动触发替代料建议(查询替代料规则库)或生成外协推荐清单。
输出物料约束下的可行排产,并推送需跟进的采购订单列表。
与其他模块联动:可与供应商协同平台对接,自动发送催单消息。
动态重排的三个共性原则:
局部窗口调整:只重排受影响的时间区间(典型配置:从当前时间到未来24~72小时),计算复杂度可控。
变更影响报告:每次重排必须输出结构化报告,包含变更前后KPI对比、每个受影响的工单的新旧时间差、主要原因标签(“设备故障转移”“物料等待”等)。这是计划员信任系统的基础。
人机协同确认:Agent提供1~3个备选方案(例如“方案A:保交付优先,增加换型时间”“方案B:保效率优先,接受部分订单延迟”),计划员选择或微调后确认下发。紧急情况下可配置为自动下发。
💠第五步:闭环学习与持续优化
系统运行后,学习层定期执行以下任务(频率:每周一次或每天增量):
偏差分析:对比计划产出与实际产出(按工单/设备/班次维度),计算偏差分布。标记偏差超过阈值的样本(如计划用时 vs 实际用时误差>20%)。
根因分类:将偏差归因于模型误差(如换型时间估计不准)、数据质量(设备状态跳变)、未建模约束(如某设备下午性能下降)。
建议生成:
新增约束规则:“夜班时段不要排需要频繁换型的工序”。
调整目标权重:“最近两周设备故障频率上升30%,建议将OEE权重从15%提升至25%”。
修正参数:“设备A的换型时间应更新为实测平均值18分钟(原设定15分钟)”。
人工审核与应用:计划主管审核建议后,一键更新规则库或权重配置。
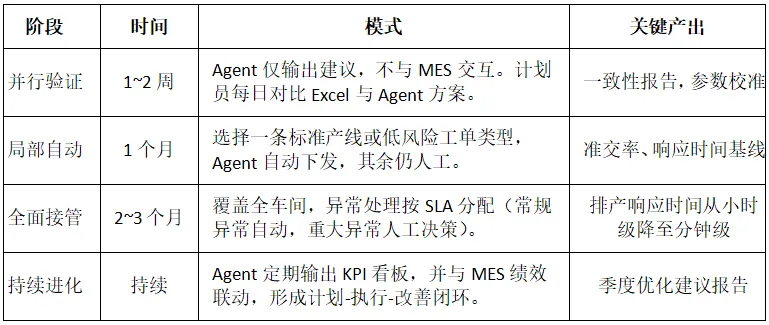
四、从经验排产到数据排产的跃迁路径
采用分阶段实施策略,控制风险并逐步建立信任:
五、实施注意事项
基于多个工厂的落地经验,总结三条核心避坑指南:
1.先治理数据,再优化算法。设备状态不准、物料库存账实不符是排产失败的常见原因。上线前需评估数据源质量,无法实时采集的用近似规则兜底,并明确数据责任人。
2.保留人工确认的关键节点。智能排产Agent是辅助而非取代人工。跨车间协调、高价值订单、重大异常等场景,需设置“确认后方可下发”权限,人机协同效率更高。
3.将隐性经验转化为显性规则。计划员的经验需通过规则配置纳入Agent,建议安排工艺人员与计划员共同参与约束建模工作坊。
智能排产Agent并非要取代计划员,而是将计划员从重复、应激、高强度的表格操作中解放出来。当订单变更、设备故障、物料短缺成为制造现场的常态,唯一的出路是构建一个实时感知、快速响应、持续学习的排产决策体。
往期推荐
+
+
+
+
思行合一 顺势而为
工业互联网解决方案提供商
思|为|交|互
商务合作:waynezheng@idmakers.cn
