







文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
2025环球网校一级建造师《机电工程管理与实务》考点精讲-第10讲
【课前学习建议】
本讲的学习内容如下:
焊接方法和焊接工艺
①焊接方法:焊条电弧焊、钨极惰性气体保护焊、CO 气体保护焊,掌握3种焊接方法各自的特
2
点和应用。
②焊接工艺:焊接方法选择,焊接接头,焊缝形式,焊接线能量,预热及焊后热处理,焊接清理,
重点掌握焊接线能量和预热及焊后热处理。
③焊接工艺评定,重点掌握焊接工艺评定的作用和评定规则。
【考点】焊接方法和焊接工艺(删减)(★)
【真题分布数据统计】(2007单/2016单/2017多)
1.焊接方法(修改)
1)熔化焊
2)压力焊
3)钎焊
1)熔化焊
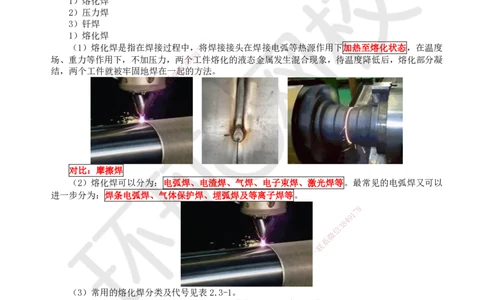
(1)熔化焊是指在焊接过程中,8将焊接接头在焊接电弧等热源作用下加热至熔化状态,在温度
7
1
9
场、重力等作用下,不加压力,两8个4工件熔化的液态金属发生混合现象,待温度降低后,熔化部分凝
3
信
结,两个工件就被牢固地焊在一微起的方法。
系
联
题
押
准
精
对比:摩擦焊
(2)熔化焊可以分为:电弧焊、电渣焊、气焊、电子束焊、激光焊等。最常见的电弧焊又可以
进一步分为:焊条电弧焊、气体保护焊、埋弧焊及等离子焊等。
8
7
1
9
4
8
3
信
微
系
联
一
唯
(3)常用的熔化焊分类及代号见表2.3-1。
表2.3-1常用的熔化焊分类及代号
标准号
焊接方法 TSGZ6002—2010、NB/T47014—
GB/T5185—2005
2011
焊条电弧焊 111 SMAW
单丝埋弧焊 121 SAW
电弧焊 钨极气体保护焊 141 GTAW
熔化极气体保护焊 131(135) GMAW(MAG)
自保护药芯焊丝电弧焊 114 FCAW
电渣焊 72 ESW
其他
气电立焊 73 EGW
扫码关注更多
第 1 页 共 6 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
短路电弧螺柱焊 784 SW
2)压力焊
(1)压力焊是指通过对焊件施加压力(加热或不加热)来完成焊接的方法。
(2)压力焊可以分为爆炸焊、冷压焊、摩擦焊、扩散焊、超声波焊、高频焊以及电阻焊等。
3)钎焊
钎焊是指采用比母材熔点低的金属材料作钎料,在加热温度高于钎料而低于母材熔点的情况下,
利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散下连接焊件的方法。其包括硬钎焊和软钎
焊两种。
8
7
1
9
4
8
3
信
微
系
联
题
押
2.焊接工艺(删减)准
精
1)焊接接头
2)焊缝形式
3)预热及焊后热处理
1)焊接接头
(1)焊接接头由焊缝、熔合区 、热影响区和母材金属组成。
8
1
7
9
8
4
信
3
微
系
联
一
(2)焊接接头形式:对接接头、T 形接头、角接接头 及搭接
唯
接头等。焊接接头形式主要是由两
焊件相对位置所决定的。
2)焊缝形式
焊缝形式 组成
焊缝坡口形式 坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种坡口形式
焊缝结合形式 对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊缝
空间位置 平焊缝、立焊缝、横焊缝、仰焊缝
扫码关注更多
第 2 页 共 6 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
a)平焊 b)立焊 c)横焊 d)仰焊
(1)焊缝坡口形式。坡口分成 I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种
坡口形式。
7
8
1
4 9 坡口形式
8
3
3)预热及焊后热处理 信
微
系
补充:为改善焊接接头的焊后组织和性能或消除残余应力而进行的热处理。
联
题
预热——焊接开始前押,对焊件的全部(或局部)进行加热的工艺措施。
准
精
将焊口预热后施工
后热——焊接后立即对焊件的全部(或局部 )进行加热或保温,使其缓冷的8工艺措施,它不等于
1
7
9
焊后热处理。
8
4
信
3
微
系
联
一
唯
局部热处理
3)预热及焊后热处理
(1)进行焊前预热和焊后热处理,以防止延迟裂纹的产生。
(具有孕育期的冷裂纹称为延迟裂纹。这类裂纹可能在焊后数小时、数天或更长时间内出现。)
扫码关注更多
第 3 页 共 6 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
若不能及时进行热处理,则应在焊后立即后热 200~350℃保温缓冷,焊后热处理可降低焊接残
余应力,防止裂纹的产生。
(2)焊后热处理应符合设计文件规定或相关施工标准、规范、焊接工艺评定报告。
局部热处理
3.焊接工艺评定
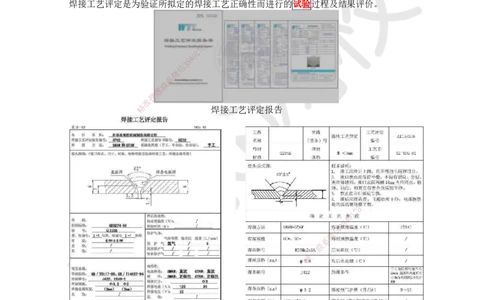
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精 焊接工艺评定报告
8
1
7
9
8
4
信
3
微
系
联
一
唯
焊接试件
扫码关注更多
第 4 页 共 6 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
8
7
1
9
4
8
3
信
微
系
联
题
押
准 焊接工艺卡(也称为焊接作业指导书)
精
【课中知识拓展】
焊接工艺评定是在正 式焊接前做的,相当于试验焊接文件的可行性。在做完焊接工艺评定后,再
正式按照焊接作业指导书实施 焊接。
1)焊接工艺评定实施(新增改回2022)
焊接工艺评定应在本单位进行 。焊接工艺评定所用设备、仪表应处于正常工作状态,金属材料、
焊接材料应符合相应标准,由本单位操 作技能熟练的焊接人员使用本单位设备焊接试件。
焊接工艺文件 作用 提示
焊接工艺评定报告(PQR) 记载验证性 试验及其检验结果,对拟定的预
试验结果
R=Report=报告 焊接工艺规 程 进行评价的报告
1
7 8
9
焊接工艺评定预规程(PWPS) 为进行焊接工艺 评定所拟定的焊接 8
4
信
3
初步计划文件
S=Specification=规程 工艺文件 微
系
根据合格的焊接工艺评 定报告编制联,用于产 比WWI细化,用于
焊接工艺规程(WPS) 一
品施焊的焊接工艺文件 唯 产品焊接生产过程
与制造焊件有关的加工和操 作细则性作业
文件。焊工施焊时使用的作业指导书,可保
证施工时质量的再现性。
焊接工艺指导书(WWI) 用于指导焊工操作
一个焊接工艺评定报告可用于编制多个焊
接作业指导书。一个焊接作业指导书可以依
据一个或多个焊接工艺评定报告编制。
提示:焊接工艺评定预规程→焊接工艺评定报告→焊接工艺指导书→焊接工艺规程
2)焊接工艺评定相关规范使用要求
(1)锅炉焊接前,应根据产品焊接接头形式进行焊接工艺评定,并编制焊接作业指导书。
(2)压力容器施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位焊缝、
受压元件母材表面堆焊与补焊,以及上述焊缝的返修焊缝都应进行焊接工艺评定或者具有经过评定合
格的焊接工艺支持。
(3)长输管道焊接前,应根据《石油天然气金属管道焊接工艺评定》SY/T0452—2021、《钢质
管道焊接及验收》GB/T31032—2023制定详细的预焊接工艺规程,并对此焊接工艺进行评定。
扫码关注更多
第 5 页 共 6 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
(4)工业管道应根据《承压设备焊接工艺评定》NB/T47014—2023 的要求进行焊接工艺评定。
管道承压件与承压件焊接、承压件与非承压件焊接均应采用经评定合格的焊接工艺。
(5)燃气、热力公用金属管道焊接应根据《承压设备焊接工艺评定》NB/T47014—2023 的要求
进行焊接工艺评定。
(6)非金属 PE 管道焊接应根据《燃气用聚乙烯管道焊接技术规则》TSGD2002—2006 的要求进
行焊接工艺评定。
(7)钢结构焊接前,针对首次采用的钢材、焊接材料、焊接方法、焊接接头、焊接位置、焊后
热处理等各种参数及参数的组合,施工单位应按照《钢结构焊接规范》GB50661—2011进行焊接工艺
评定试验,并以此编制焊接工艺卡指导现场焊接施工。
3)焊接工艺评定规则(新增)
(1)按照《承压设备焊接工艺评定》NB/T47014—2023,把焊接所有工艺参数分为重要因素、补
加因素和次要因素三种。
(2)重要因素变化的情况都需要重新进行评定,如焊接方法、母材分类、母材厚度、焊丝类别、
预热、焊后热处理、保护气体种类、电流种类和极性等变化都可以成为重要因素。
(3)当有冲击韧性要求时,补加因素就上升为重要因素,如线能量、平焊改立焊、多道焊改为
单道焊等,反之则下降为次要因素。
8
7
1
次要因素变化则无需进行再次评4 9定,如坡口形式尺寸、焊丝规格、保护气体流量等,但需要重新
8
3
编制焊接工艺规程。 信
微
系
序号 分类 联 举例 评定规则
题
押
准如焊接方法、母材分类、母材厚度、焊丝类别、预
精
1 重要因素 热、焊后热处理、保护气体种类、电流种类和极性 重新评定
等 变化
有冲击韧性 补加因素就上升为重要因素,如线能量、平焊改立 评定与否取决于“补加
2
要求时 焊、多道 焊改为单道焊等,反之则下降为次要因素 因素”
无需再次评定,但需重
3 次要因素 如坡口形式尺寸、焊丝规格、保护气体流量等
新编制焊接工艺规程
【例题·单选】为验证拟定的焊件工艺的正确性所进行的试验过程及结果评价是( )。【2015
二级】 8
1
7
9
A.焊接作业卡
8
4
信
3
B.焊接工艺评定
微
C.焊接质量证明文件
系
联
一
D.焊接作业规程
唯
【答案】B
【解析】AD都是焊接的依据。
扫码关注更多
第 6 页 共 6 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
