


文档内容
4.5 防腐蚀与绝热工程施工技术
考点1:保温层厚度和宽度
(1)当采用一种绝热制品,保温层厚度大于或等于100mm,保冷层厚度大于或等于80mm时,应分为两层或
多层逐层施工,各层的厚度宜接近。
(3)硬质或半硬质绝热制品的拼缝宽度,当作为保温层时,不应大于5mm;当作为保冷层时,不应大于
2mm。
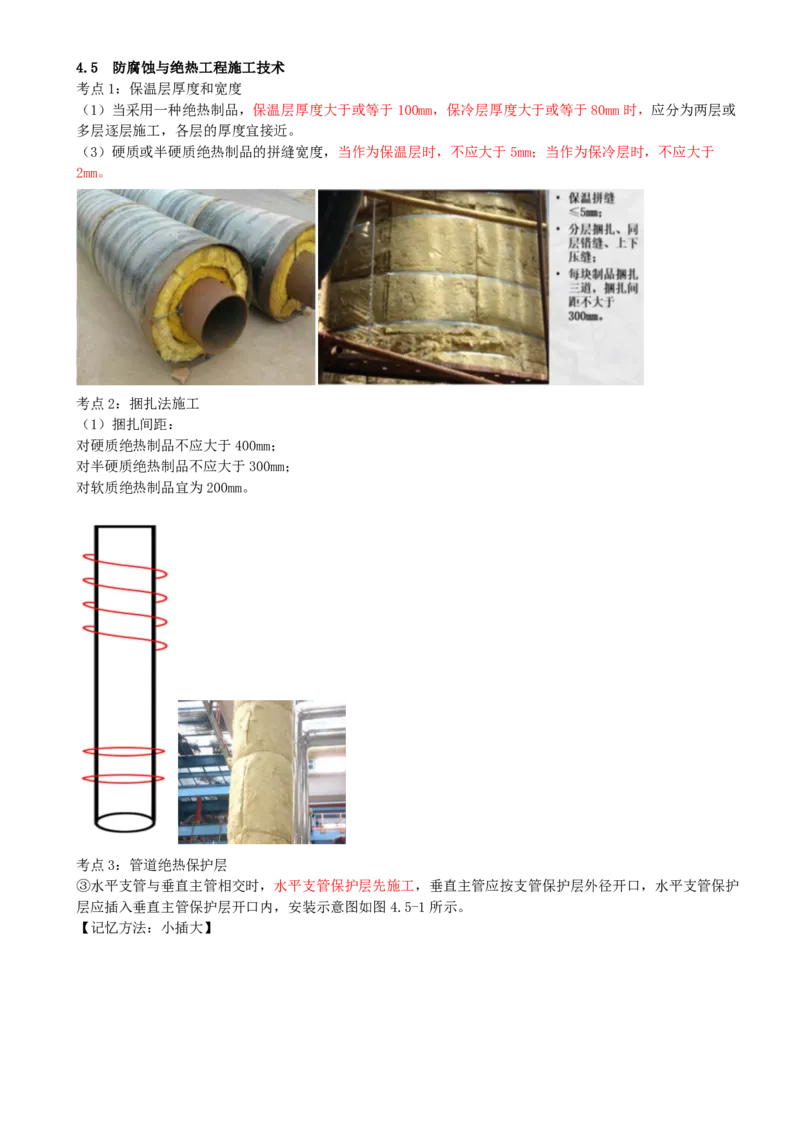
考点2:捆扎法施工
(1)捆扎间距:
对硬质绝热制品不应大于400mm;
对半硬质绝热制品不应大于300mm;
对软质绝热制品宜为200mm。
考点3:管道绝热保护层
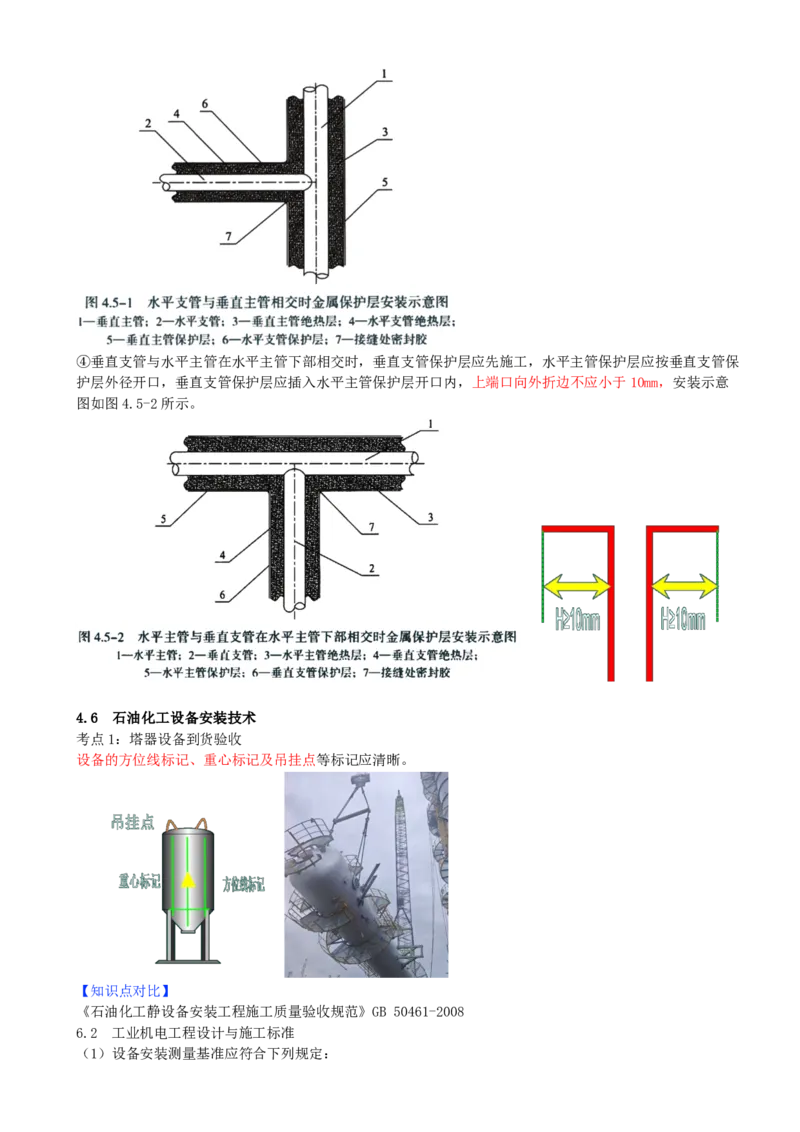
③水平支管与垂直主管相交时,水平支管保护层先施工,垂直主管应按支管保护层外径开口,水平支管保护
层应插入垂直主管保护层开口内,安装示意图如图4.5-1所示。
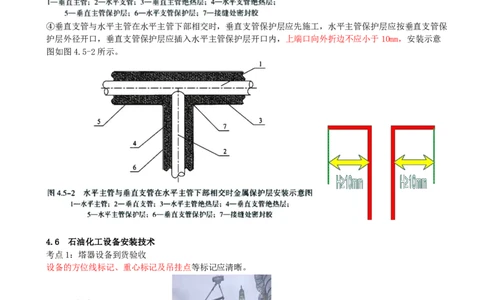
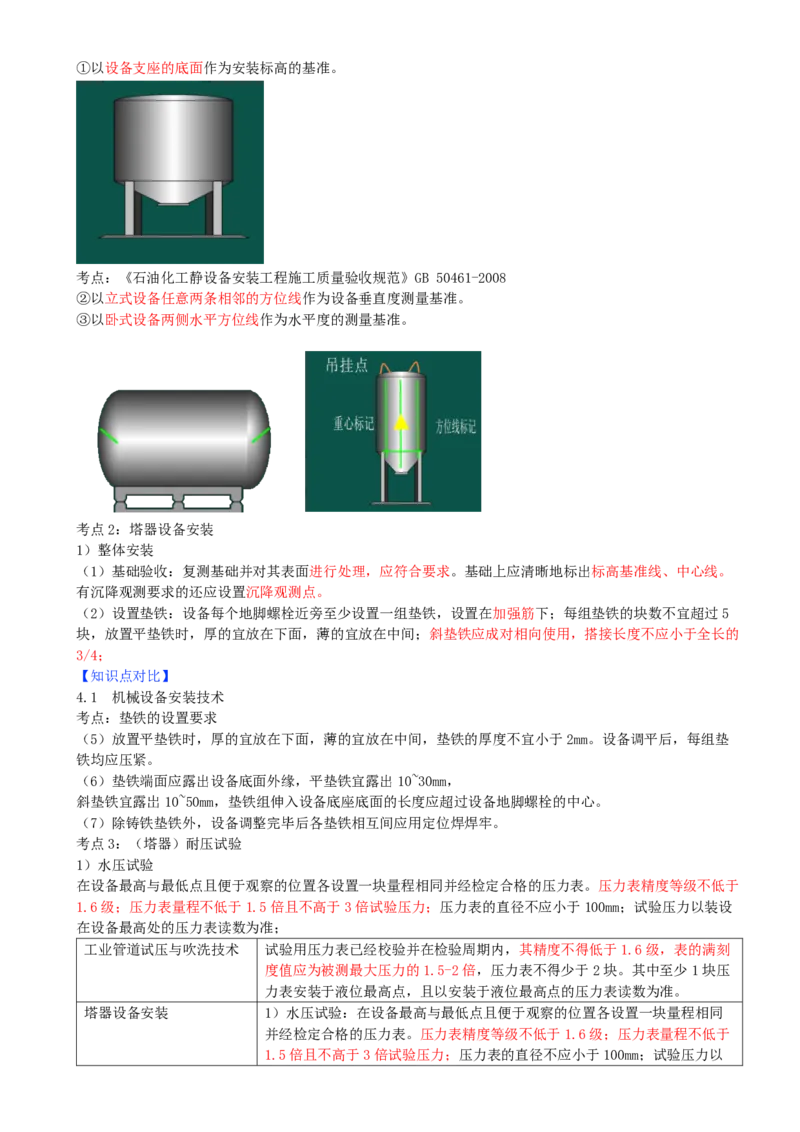
【记忆方法:小插大】④垂直支管与水平主管在水平主管下部相交时,垂直支管保护层应先施工,水平主管保护层应按垂直支管保
护层外径开口,垂直支管保护层应插入水平主管保护层开口内,上端口向外折边不应小于10mm,安装示意
图如图4.5-2所示。
4.6 石油化工设备安装技术
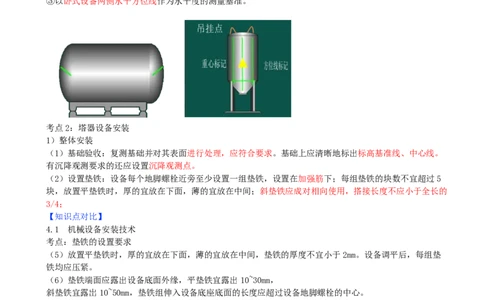
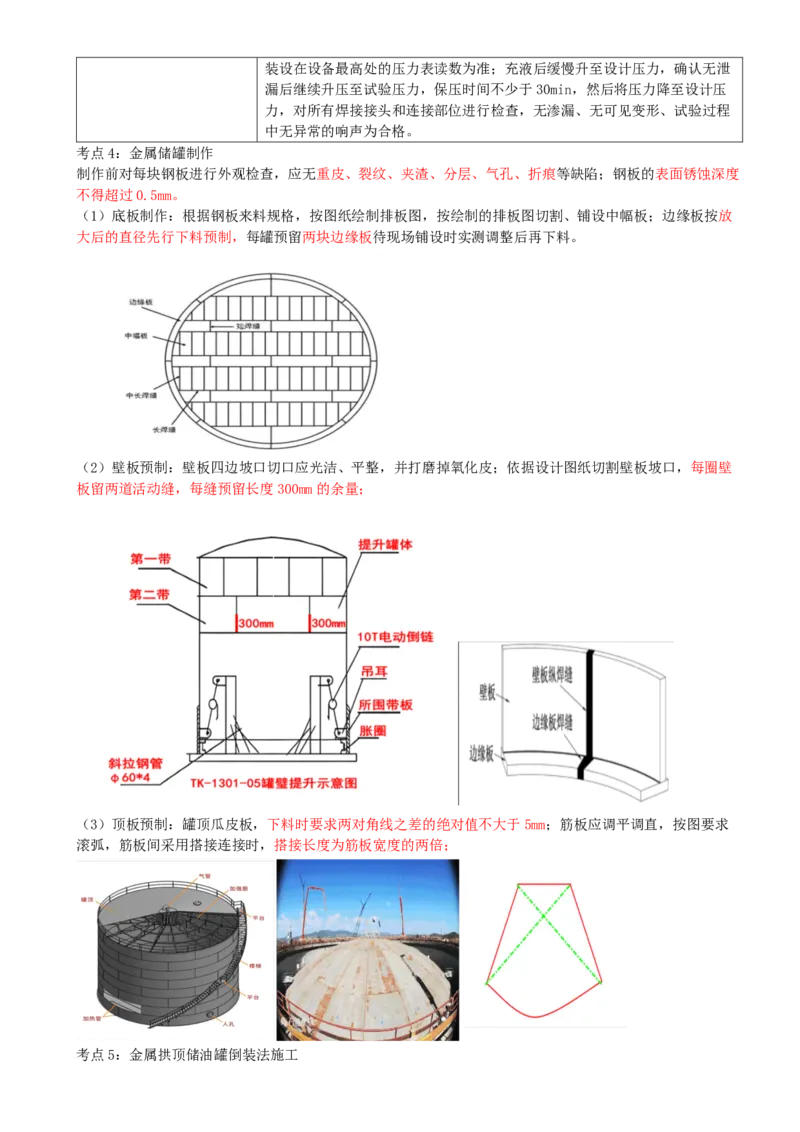
考点1:塔器设备到货验收
设备的方位线标记、重心标记及吊挂点等标记应清晰。
【知识点对比】
《石油化工静设备安装工程施工质量验收规范》GB 50461-2008
6.2 工业机电工程设计与施工标准
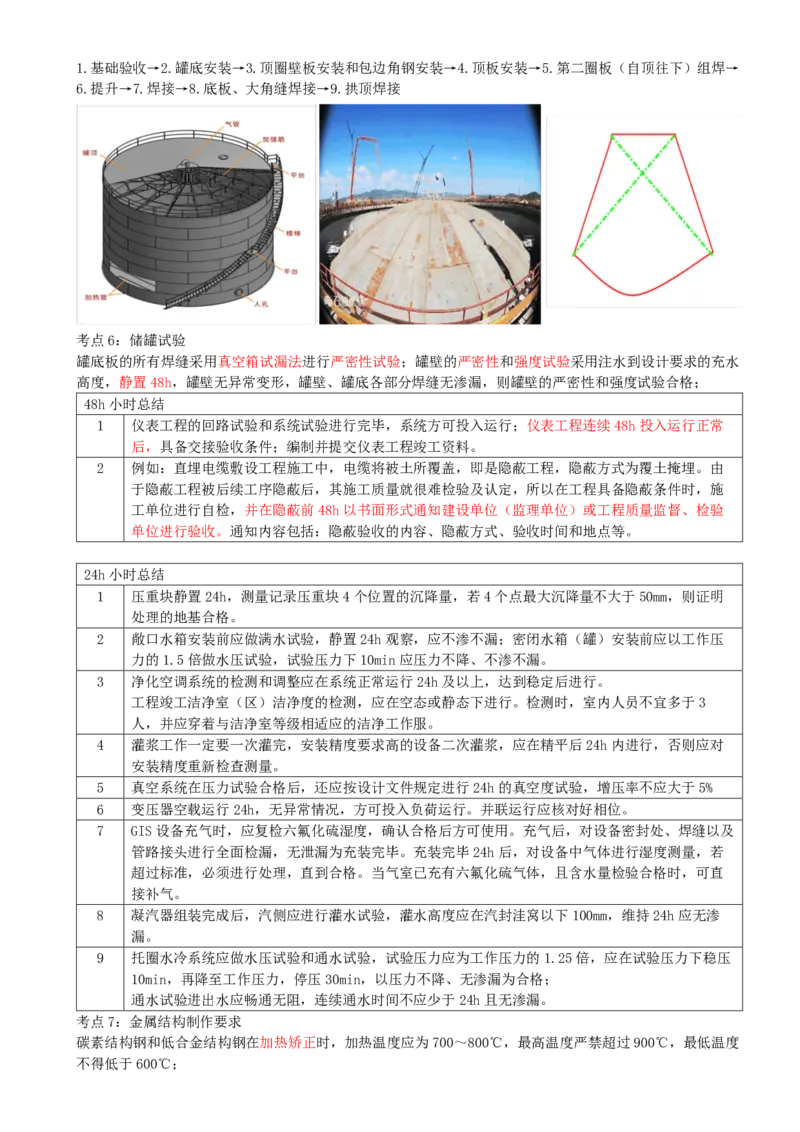
(1)设备安装测量基准应符合下列规定:①以设备支座的底面作为安装标高的基准。
考点:《石油化工静设备安装工程施工质量验收规范》GB 50461-2008
②以立式设备任意两条相邻的方位线作为设备垂直度测量基准。
③以卧式设备两侧水平方位线作为水平度的测量基准。
考点2:塔器设备安装
1)整体安装
(1)基础验收:复测基础并对其表面进行处理,应符合要求。基础上应清晰地标出标高基准线、中心线。
有沉降观测要求的还应设置沉降观测点。
(2)设置垫铁:设备每个地脚螺栓近旁至少设置一组垫铁,设置在加强筋下;每组垫铁的块数不宜超过5
块,放置平垫铁时,厚的宜放在下面,薄的宜放在中间;斜垫铁应成对相向使用,搭接长度不应小于全长的
3/4;
【知识点对比】
4.1 机械设备安装技术
考点:垫铁的设置要求
(5)放置平垫铁时,厚的宜放在下面,薄的宜放在中间,垫铁的厚度不宜小于2mm。设备调平后,每组垫
铁均应压紧。
(6)垫铁端面应露出设备底面外缘,平垫铁宜露出10~30mm,
斜垫铁宜露岀10~50mm,垫铁组伸入设备底座底面的长度应超过设备地脚螺栓的中心。
(7)除铸铁垫铁外,设备调整完毕后各垫铁相互间应用定位焊焊牢。
考点3:(塔器)耐压试验
1)水压试验
在设备最高与最低点且便于观察的位置各设置一块量程相同并经检定合格的压力表。压力表精度等级不低于
1.6级;压力表量程不低于1.5倍且不高于3倍试验压力;压力表的直径不应小于100mm;试验压力以装设
在设备最高处的压力表读数为准;
工业管道试压与吹洗技术 试验用压力表已经校验并在检验周期内,其精度不得低于1.6级,表的满刻
度值应为被测最大压力的1.5-2倍,压力表不得少于2块。其中至少1块压
力表安装于液位最高点,且以安装于液位最高点的压力表读数为准。
塔器设备安装 1)水压试验:在设备最高与最低点且便于观察的位置各设置一块量程相同
并经检定合格的压力表。压力表精度等级不低于1.6级;压力表量程不低于
1.5倍且不高于3倍试验压力;压力表的直径不应小于100mm;试验压力以装设在设备最高处的压力表读数为准;充液后缓慢升至设计压力,确认无泄
漏后继续升压至试验压力,保压时间不少于30min,然后将压力降至设计压
力,对所有焊接接头和连接部位进行检查,无渗漏、无可见变形、试验过程
中无异常的响声为合格。
考点4:金属储罐制作
制作前对每块钢板进行外观检查,应无重皮、裂纹、夹渣、分层、气孔、折痕等缺陷;钢板的表面锈蚀深度
不得超过0.5mm。
(1)底板制作:根据钢板来料规格,按图纸绘制排板图,按绘制的排板图切割、铺设中幅板;边缘板按放
大后的直径先行下料预制,每罐预留两块边缘板待现场铺设时实测调整后再下料。
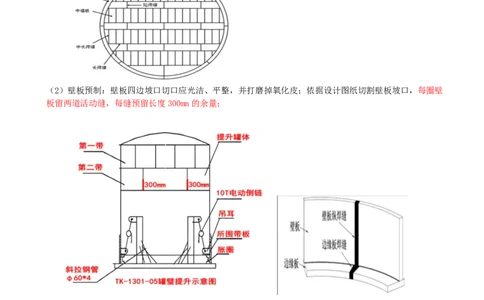
(2)壁板预制:壁板四边坡口切口应光洁、平整,并打磨掉氧化皮;依据设计图纸切割壁板坡口,每圈壁
板留两道活动缝,每缝预留长度300mm的余量;
(3)顶板预制:罐顶瓜皮板,下料时要求两对角线之差的绝对值不大于5mm;筋板应调平调直,按图要求
滚弧,筋板间采用搭接连接时,搭接长度为筋板宽度的两倍;
考点5:金属拱顶储油罐倒装法施工1.基础验收→2.罐底安装→3.顶圈壁板安装和包边角钢安装→4.顶板安装→5.第二圈板(自顶往下)组焊→
6.提升→7.焊接→8.底板、大角缝焊接→9.拱顶焊接
考点6:储罐试验
罐底板的所有焊缝采用真空箱试漏法进行严密性试验;罐壁的严密性和强度试验采用注水到设计要求的充水
高度,静置48h,罐壁无异常变形,罐壁、罐底各部分焊缝无渗漏,则罐壁的严密性和强度试验合格;
48h小时总结
1 仪表工程的回路试验和系统试验进行完毕,系统方可投入运行;仪表工程连续48h投入运行正常
后,具备交接验收条件;编制并提交仪表工程竣工资料。
2 例如:直埋电缆敷设工程施工中,电缆将被土所覆盖,即是隐蔽工程,隐蔽方式为覆土掩埋。由
于隐蔽工程被后续工序隐蔽后,其施工质量就很难检验及认定,所以在工程具备隐蔽条件时,施
工单位进行自检,并在隐蔽前48h以书面形式通知建设单位(监理单位)或工程质量监督、检验
单位进行验收。通知内容包括:隐蔽验收的内容、隐蔽方式、验收时间和地点等。
24h小时总结
1 压重块静置24h,测量记录压重块4个位置的沉降量,若4个点最大沉降量不大于50mm,则证明
处理的地基合格。
2 敞口水箱安装前应做满水试验,静置24h观察,应不渗不漏;密闭水箱(罐)安装前应以工作压
力的1.5倍做水压试验,试验压力下10min应压力不降、不渗不漏。
3 净化空调系统的检测和调整应在系统正常运行24h及以上,达到稳定后进行。
工程竣工洁净室(区)洁净度的检测,应在空态或静态下进行。检测时,室内人员不宜多于3
人,并应穿着与洁净室等级相适应的洁净工作服。
4 灌浆工作一定要一次灌完,安装精度要求高的设备二次灌浆,应在精平后24h内进行,否则应对
安装精度重新检查测量。
5 真空系统在压力试验合格后,还应按设计文件规定进行24h的真空度试验,增压率不应大于5%
6 变压器空载运行24h,无异常情况,方可投入负荷运行。并联运行应核对好相位。
7 GIS设备充气时,应复检六氟化硫湿度,确认合格后方可使用。充气后,对设备密封处、焊缝以及
管路接头进行全面检漏,无泄漏为充装完毕。充装完毕24h后,对设备中气体进行湿度测量,若
超过标准,必须进行处理,直到合格。当气室已充有六氟化硫气体,且含水量检验合格时,可直
接补气。
8 凝汽器组装完成后,汽侧应进行灌水试验,灌水高度应在汽封洼窝以下100mm,维持24h应无渗
漏。
9 托圈水冷系统应做水压试验和通水试验,试验压力应为工作压力的1.25倍,应在试验压力下稳压
10min,再降至工作压力,停压30min,以压力不降、无渗漏为合格;
通水试验进出水应畅通无阻,连续通水时间不应少于24h且无渗漏。
考点7:金属结构制作要求
碳素结构钢和低合金结构钢在加热矫正时,加热温度应为700~800℃,最高温度严禁超过900℃,最低温度
不得低于600℃;低合金结构钢在加热矫正后应自然冷却;矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于
0.5mm,且不应大于该钢材厚度允许负偏差的1/2。
⑥焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距,不宜小于200mm;翼缘板拼接长度不应小于600mm;腹
板拼接宽度不应小于300mm;H型钢端头到拼接缝的长度不应小于600mm。
4.7 发电设备安装技术
考点1:锅炉水压试验:锅炉受热面及其汽水系统设备安装完毕后应进行水压试验,试验压力为汽包设计工
作压力的1.25倍。
序号 内容
1 锅炉受热面及其汽水系统设备安装完毕后应进行水压试验,试验压力为汽包设计工作压力的
1.25倍。
2 带水冷装置的大套、中套及小套,安装前进行压力试验,试验压力应为工作压力的1.25倍,稳
压10min,再将试验压力降至工作压力,停压30min,以压力不降、无渗漏为合格。安装后应在
工作压力下进行通水试验
3 托圈水冷系统应做水压试验和通水试验,试验压力应为工作压力的1.25倍,应在试验压力下稳
压10min,再降至工作压力,停压30min,以压力不降、无渗漏为合格;通水试验进出水应畅通
无阻,连续通水时间不应少于24h且无渗漏。
考点2:锅炉钢架安装技术要点
钢架安装找正主要是用拉钢卷尺检查立柱中心距离和大梁间的对角线长度;用经纬仪检查立柱垂直度;用水
准仪检查大板梁水平度和挠度。板梁挠度在板梁承重前、锅炉水压前、锅炉水压试验上水后及放水后、锅炉
机组整套启动试运行前进行测量。
考点3:蒸汽管路的冲洗与吹洗
锅炉吹管的临时管道系统应由具有设计资质的单位进行设计;在排汽口处加装消声器,锅炉吹管范围应包括
减温水管系统和锅炉过热器、再热器及过热蒸汽管道。吹洗过程中,至少有一次停炉冷却(时间12h以
上),以提高吹洗效果。12h总结
1 (1)高效过滤器安装前,洁净室的内装修工程必须全部完成,系统中末端过滤器前的所有空气过
滤器应安装完毕,且经全面清扫、擦拭,系统连续试运行12h以上。
2 (5)绕组连同套管的交流耐压试验。进行耐压试验前,必须用兆欧表检查试验元件的绝缘状况。
电力变压器新装注油以后,大容量变压器必须静置12h才能进行耐压试验。10kV以下小容量变压
器,一般静置5h以上才能进行耐压试验。
3 (3)蒸汽管路的冲洗与吹洗
锅炉吹管的临时管道系统应由具有设计资质的单位进行设计;在排汽口处加装消声器,锅炉吹管
范围应包括减温水管系统和锅炉过热器、再热器及过热蒸汽管道。吹洗过程中,至少有一次停炉
冷却(时间12h以上),以提高吹洗效果。
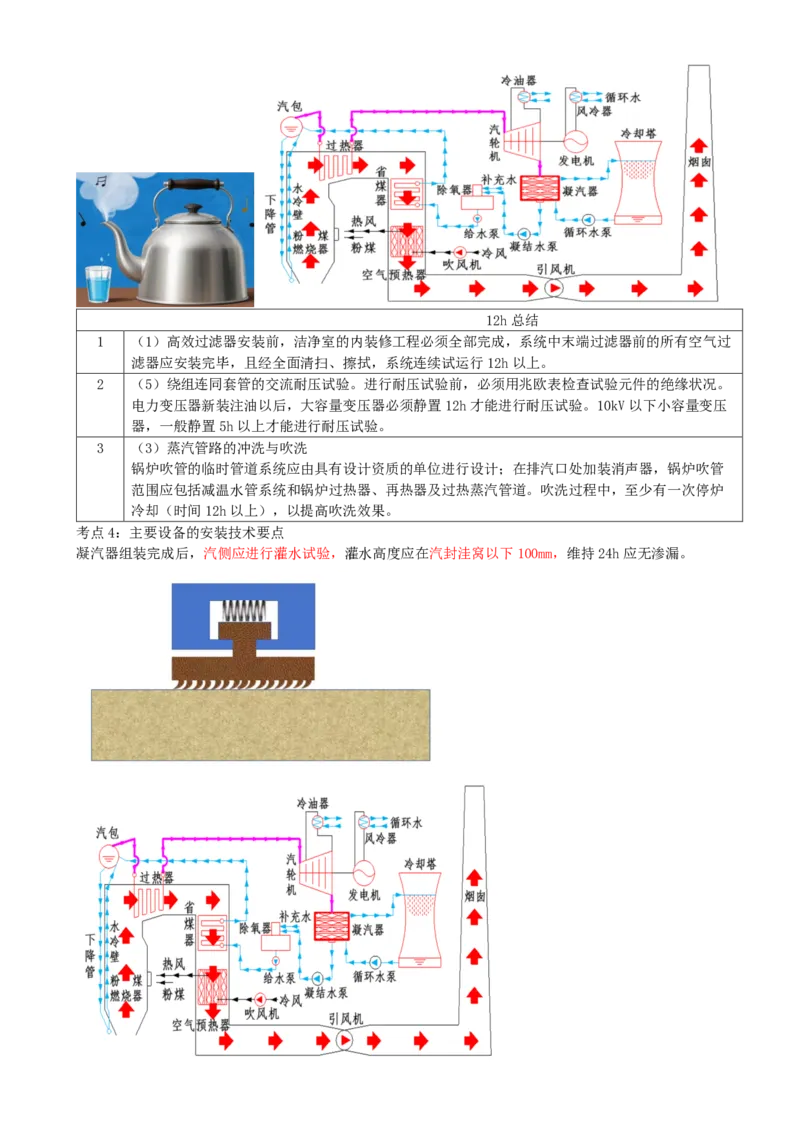
考点4:主要设备的安装技术要点
凝汽器组装完成后,汽侧应进行灌水试验,灌水高度应在汽封洼窝以下100mm,维持24h应无渗漏。考点5:汽缸扣盖安装技术要点
扣盖工作从下汽缸吊入第一个部件开始至上汽缸就位且紧固连接螺栓为止,全程工作应连续进行,不得中
断。
试扣空缸要求在自由状态下间隙符合制造厂技术要求;按冷紧要求紧固1/3螺栓后,从内外检查0.05mm塞
尺不应塞入。试扣检验无问题后,在汽缸中分面均匀抹一层涂料,方可正式扣盖。
塞尺总结
1 齿轮装配时,齿轮基准面端面与轴肩或定位套端面应靠紧贴合,且用0.05mm塞尺检查不应塞
入;基准端面与轴线的垂直度应符合传动要求。
2 瓦背与轴承座孔的接触要求、上下轴瓦中分面的接合情况、轴瓦内孔与轴颈的接触点数,应符合
随机技术文件规定。对于厚壁轴瓦,在未拧紧螺栓时,用0.05mm塞尺从外侧检查上下轴瓦接合
面,任何部位塞入深度应不大于接合面宽度的1/3;对于薄壁轴瓦,在装配后,在中分面处用
0.02mm的塞尺检查,不应塞入。
3 (2)滚动轴承装配
轴承外圈与轴承座孔在对称于中心线120°范围内、与轴承盖孔在对称于中心线90°范围内应均
匀接触,且用0.03mm的塞尺检查时,塞尺不得塞入轴承外圈宽度的1/3。
4 (3)风口固定装置顶紧后,顶板与大套法兰之间的间隙应不小于10.0mm。大套与中套的密合面
间用0.1mm塞尺检查,塞入深度不应大于接触长度的1/3。
4.8 冶炼设备安装技术
考点1:高炉炉壳安装
(1)炉体冷却壁设备安装前,须进行通球试验。球的材质一般为木球或尼龙球,球径为水管内径的76%±
0.2mm。
【知识点对比】
3.1 建筑给水排水与供暖工程施工技术
3)排水管道施工程序
(1)室内排水管道施工程序:材料验收→测绘放线→支架制作→管道预制→支架安装→管道安装→灌水试
验→通水、通球试验。
4)通球试验
排水主立管及水平干管管道均应做通球试验
通球球径不小于排水管道管径的2/3,通球率必须达到100%。

