 夜雨聆风
夜雨聆风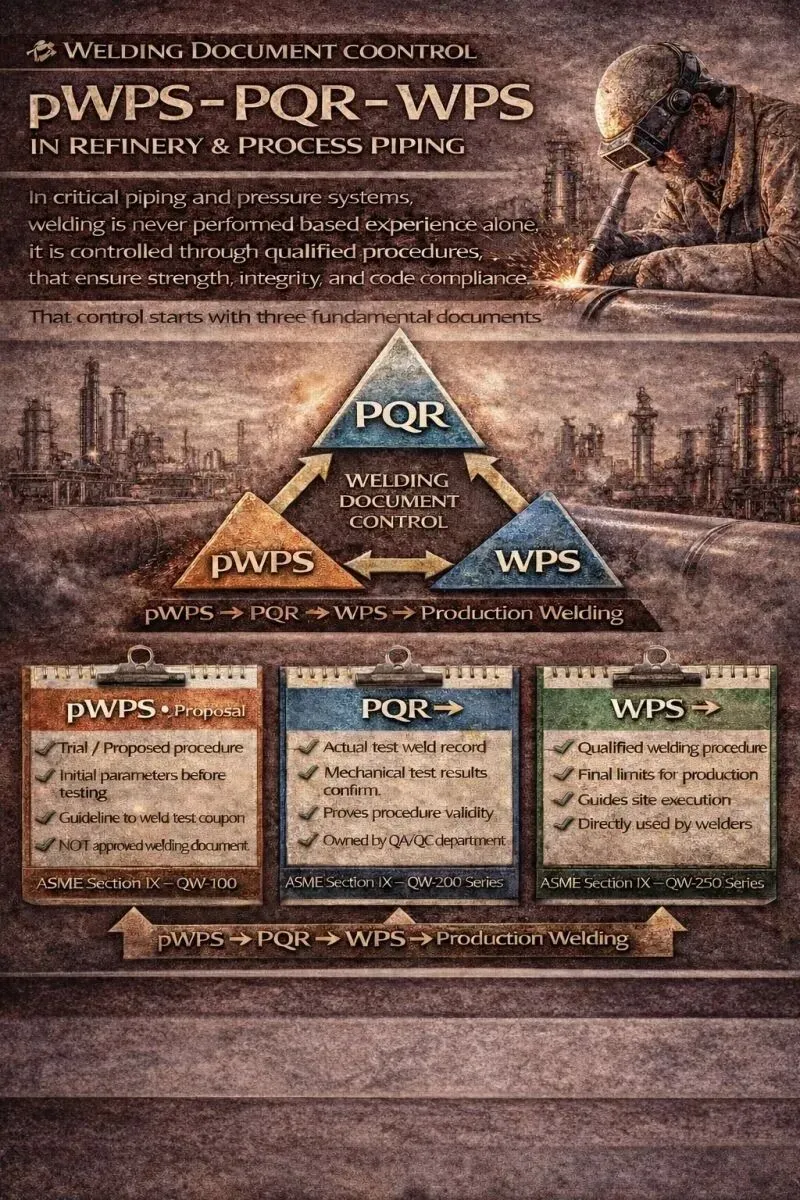
焊接文档控制:pWPS-PQR-WPS三角体系,炼油与工艺管道焊接的“生命线”
在炼油和工艺管道领域,焊接是保障压力系统安全的核心环节。但你知道吗?焊接绝不是“凭经验操作”,而是通过一套严谨的文档控制体系(pWPS-PQR-WPS)来确保强度、完整性和规范合规性。今天,我们就拆解这套“焊接文档三角”,看懂它如何支撑从“试焊”到“生产焊接”的全流程安全!
一、核心逻辑:三个文档,环环相扣
在关键管道和压力系统中,焊接流程必须被“文档化控制”——从“提案试焊”到“验证有效性”,再到“指导生产”,三个文档构成闭环:
- pWPS(Preliminary WPS,预焊接程序规范):试焊提案,定义“试焊前的参数、步骤、试板要求”;
- PQR(Procedure Qualification Record):程序验证记录,用“实际试焊数据”证明pWPS的有效性;
- WPS(Welding Procedure Specification):生产焊接规程,将验证后的pWPS转化为“可直接用于生产焊接的操作指南”。
三者关系:pWPS → PQR → WPS → 生产焊接,形成“提案→验证→应用”的闭环,确保每一步都有据可依。
二、逐个拆解:每个文档的使命与内容
1. pWPS(预焊接程序规范):试焊的“蓝图”
- 定位:未批准的焊接文档,是“试焊前的规划方案”;
- 核心内容:
- 试焊/提案的焊接程序(比如焊接方法、电流、电压、层数);
- 测试前的初始参数(比如母材、焊材、预热温度);
- 焊试板的指导(比如试板尺寸、焊接位置、检测要求);
- 标准依据:ASME Section IX – QW-100;
- 特点:是“草稿级”文档,需要通过PQR验证后才能生效。
2. PQR(程序验证记录):有效性的“铁证”
- 定位:证明pWPS有效性的“实验报告”,是连接pWPS和WPS的桥梁;
- 核心内容:
- 实际试焊的记录(比如焊接参数、操作流程);
- 机械测试结果(比如拉伸、弯曲、冲击试验报告);
- 证明“pWPS的参数能生产出合格的焊缝”;
- 标准依据:ASME Section IX – QW-200 Series;
- 特点:由QA/QC部门管控,是“唯一能证明pWPS可行”的文档,通过后pWPS才能升级为WPS。
3. WPS(焊接程序规范):生产焊接的“操作指南”
- 定位:正式批准的焊接规程,直接指导现场焊接作业;
- 核心内容:
- 合格的焊接程序(基于PQR验证后的参数);
- 生产的参数限制(比如电流范围、焊接速度、层数上限);
- 现场执行的指导(比如坡口形式、清根要求、焊后热处理);
- 标准依据:ASME Section IX – QW-250 Series;
- 特点:是“现场焊工的直接依据”,所有生产焊接必须符合WPS要求。
三、为什么这套体系“非用不可”?
在炼油和工艺管道中,压力系统的失效可能导致爆炸、泄漏、停产等灾难性后果。这套文档体系的价值在于:
- 合规性:满足ASME Section IX等规范要求,避免监管处罚;
- 可追溯性:从“试焊提案”到“生产焊接”,每一步都有文档记录,问题可追溯;
- 安全性:通过“验证”确保焊接参数可靠,避免因“经验主义”导致缺陷;
- 一致性:批量生产时,WPS保证所有焊缝的质量稳定,减少波动。
四、实践提醒:文档控制的“坑”要避开
- pWPS别“想当然”:参数、试板要求必须清晰,否则PQR验证会失败;
- PQR别“造假”:机械测试结果必须真实,伪造数据会导致WPS无效,埋下安全隐患;
- WPS别“过期”:材料、工艺变化时,及时更新WPS,避免用旧规程指导新焊接。
总结:pWPS-PQR-WPS不是“繁琐的 paperwork”,而是炼油和工艺管道焊接的“安全网”——用文档的严谨,换系统的可靠。记住:焊接前,先看文档;文档齐,焊接稳!
如果觉得内容实用,欢迎分享给更多焊接从业者,一起筑牢管道安全防线~
